增材制造金属结构件残余应力的研究进展
2024-01-31温飞娟谭春梅温奇飞
温飞娟,谭春梅,温奇飞,龙 樟,邓 荣
(1. 西南石油大学工程学院,四川 南充 637000.(2. 西安展实检测工程有限公司,陕西 西安 710018)
1 前 言
增材制造技术于20世纪80年代提出,至今已有40多年的历史,被认为是第四次工业革命中的关键因素,对于未来创新性科技的产生和发展具有里程碑式的意义[1-3]。得益于各国和各地方政府的政策支持,及材料和高能量源技术的快速发展,增材制造技术展现出巨大的发展潜能。在材料开发方面,形成了以金属、有机高分子为主流,在陶瓷、玻璃、细胞等方面不断创新突破的趋势[2],而随着制造业对金属合金和金属梯度材料需求的不断增加,对于金属增材制造的研究和应用需求也进一步深入[4-6];在成形尺寸方面,大至可以用于数十米级的建筑打印,小至用于数十纳米级的双光子聚合,而跨尺寸增材制造则兼具精度和效率的独特优势,具有良好的成型精度,能显著降低缺陷率并提高力学性能;在产品应用方面,在航空航天、医疗领域可最大限度利用增材制造定制化、低成本制造复杂结构的优势,在建筑工程领域可用于优化复杂空间结构节点[7],在电子器件领域则可利用增材制造累加不同性质材料的特点,增材制造的应用已呈现新产品不断研发、部分产品规模化生产的良好局面。相比常规加工,金属增材制造在轻量化、高成本材料加工修复、品质提升、精密制造、响应快速、成本降低与供应链革新等方面能够发挥优势,适合小批量、高附加值、结构复杂的产品或新品研发使用[8-10]。
对作为工业关键零部件的首选材料之一的金属而言,由于增材制造工艺设定参数的差异以及成形金属材料相变和组织演变复杂,会造成制造过程控制难度大[11-13],另外由于复杂的热力学过程,目前金属增材制造的应用面临着严峻的质量挑战。因此,金属增材制件在增材制造体系中难度最大,其研究也最富意义[4]。金属增材制造难点包括金属增材制造精度、层间质量、材料组织缺陷及性能控制等方面[8]。金属增材制造构件经非平衡凝固后,内部引起大量残余应力,易造成应力变形,从而影响构件力学性能、尺寸稳定性、使用寿命以及精度,有必要对其残余应力深入研究[14,15]。残余应力可以产生类似于应力集中所产生的影响,而应力集中对构件的生命周期至关重要。在焊接部件中,残余应力与进一步的加载应力结合可以显著降低部件疲劳抗力,并导致变形、分层、裂纹和其他结构失效[16]。金属增材制造在快速冷却过程中产生的残余应力使得构件疲劳性能大幅下降,且内部孔隙在疲劳载荷作用下加速裂纹扩展,缩短零件寿命。目前,残余应力是增材制造研究的热点问题。本文主要针对金属增材制造的原理及特点、残余应力的产生机制及测量方法的研究现状进行系统论述,并探讨金属增材制造残余应力的调控手段。
2 增材制造技术原理及特点
增材制造是基于零件的三维设计模型堆叠材料成实体,是一种完全不同于常规减材制造的制造方法[2,17]。金属增材制造技术基于计算机辅助设计技术将零件的三维模型切片,并分割成二维模型数据层,使用高能量源(等离子、激光、电子束、电弧等)将金属粉末或金属丝材快速逐层熔化叠加制备成具有复杂几何形状的零件[17,18]。这项技术打破了传统“铸造—锻造—机械加工”工艺的局限性,可制备传统制造技术在短期不易制备的复杂内腔、薄壁零件以及梯度材料[1],也为设计人员提供了自由的零件设计思路,具有柔性高、工序简单、无需开模、材料利用率高、不受零件结构和材料限制等优点[1,17]。目前增材制造技术在商业机器、先进轨道交通、电子、国防、军工等行业有着广阔的前景,在特定应用领域该技术已颠覆了以往常规的制造技术[4]。然而,金属增材制造成形零件时,由于经历极热极冷,高的温度梯度、熔池的快速凝固、组织转变等引起残余应力的复杂分布,当残余应力累积到一定程度,甚至会导致零件产生层间分离、裂纹等缺陷,减少零件的使用寿命[19]。常见的增材制造具体技术方向如图1所示。不同的增材制造技术工艺原理相似,其中激光选区熔化(selective laser melting,SLM)和电弧增材制造(wire and arc additive manufacturing,WAAM)最为常见。
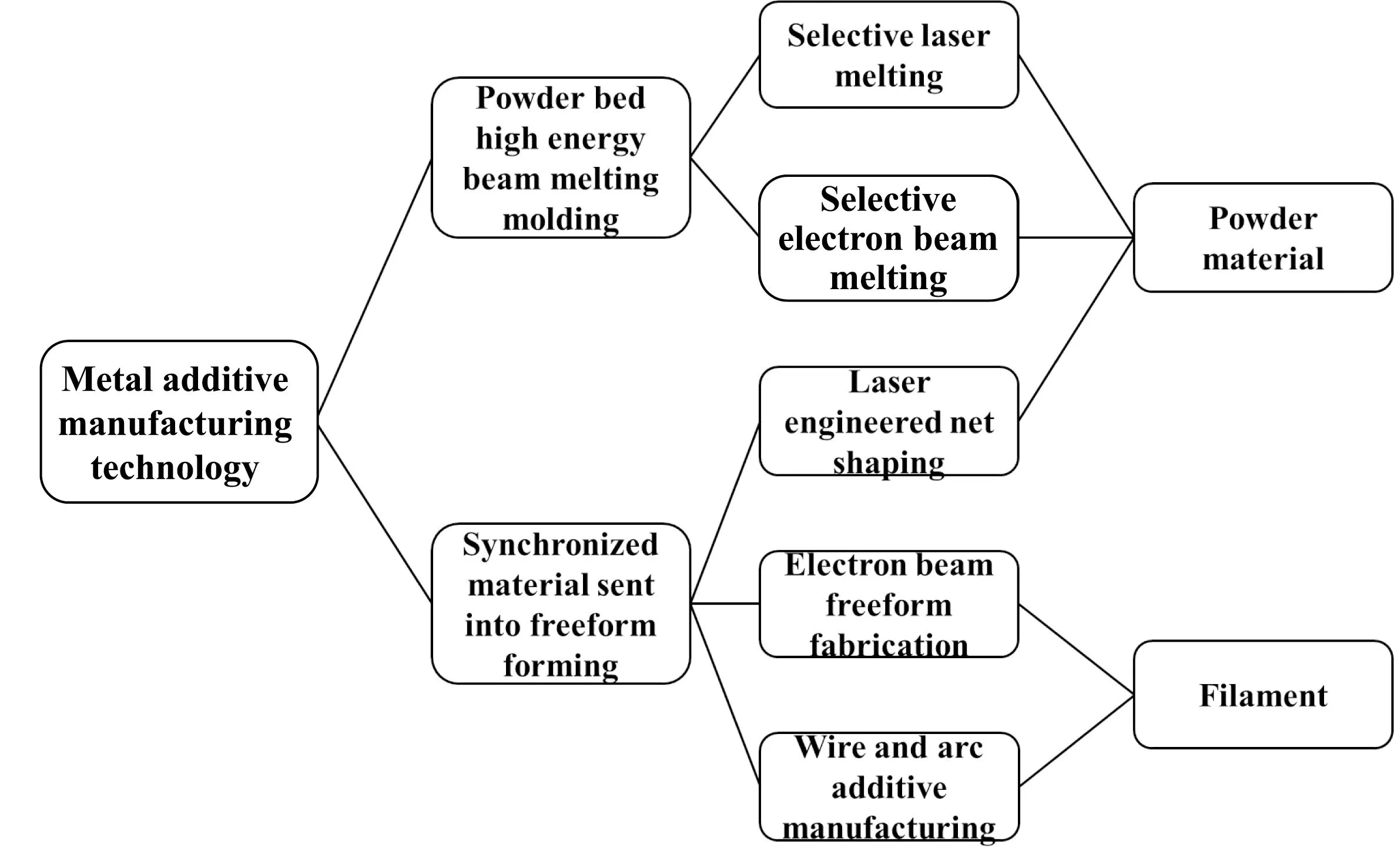
图1 金属增材制造技术的分类Fig.1 Classification of metal additive manufacturing technology
表1对各类增材制造技术的成形质量及适用性进行了总结。由表1对比可知,电弧增材制造虽然成形质量略差,但在成形速度、成形能力、设备机动性以及抗干扰能力等方面均具有较大的优势;激光近净成形技术在各个方面都比较均衡;而其他几项技术的适用性相对较差。目前,电弧增材制造和激光近净成形技术具有较大的应用潜力。
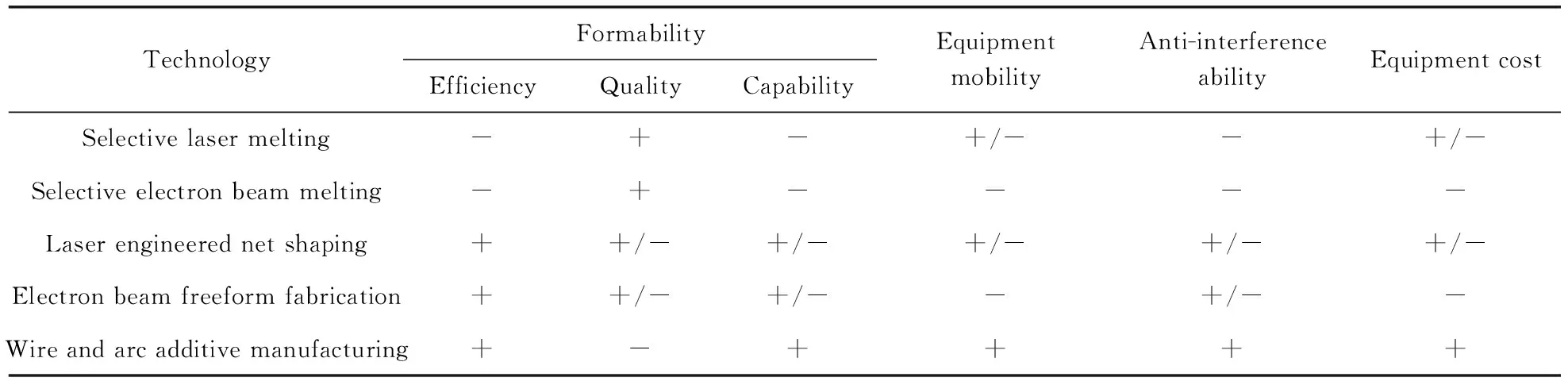
表1 增材制造各类技术的适用性Table 1 Applicability of several additive manufacturing technologies
2.1 激光选区熔化
激光选区熔化是根据选区激光烧结发展而来,该技术通过高能激光束,按设定的扫描路径及扫描速度,将分层的金属粉末层选择性熔化及熔合,再快速冷却凝固形成金属构件,设备及原理示意图见下图2,主要用于中小型构件的制造[20]。在激光选区熔化过程中,金属粉末粒子从激光束中吸收高能量,产生极端高温,粉末发生熔化,然后快速冷却,使熔融的金属凝固。这个步骤是重复的,一层一层的重叠确保了三维构件的形成。激光熔化是在氩气或氮气环境下进行的,以避免金属粉末在高温中氧化[21]。材料通过激光加热熔化膨胀,激光头移动后材料迅速冷却、凝固收缩,存在很大的温度梯度,难以避免残余应力在零件内部形成,易对激光选区熔化设备中的刮刀造成严重的损伤。较大的残余应力会改变构件最终的几何形状,引入力学性能各向异性,并降低疲劳寿命,过大的残余应力会使零件开裂失效[2,7,17]。由于激光选区熔化工艺中使用了复杂的激光光栅图案,材料的某些区域经历多次再加热和冷却循环,因此,残余应力表现出了复杂的时空格局。
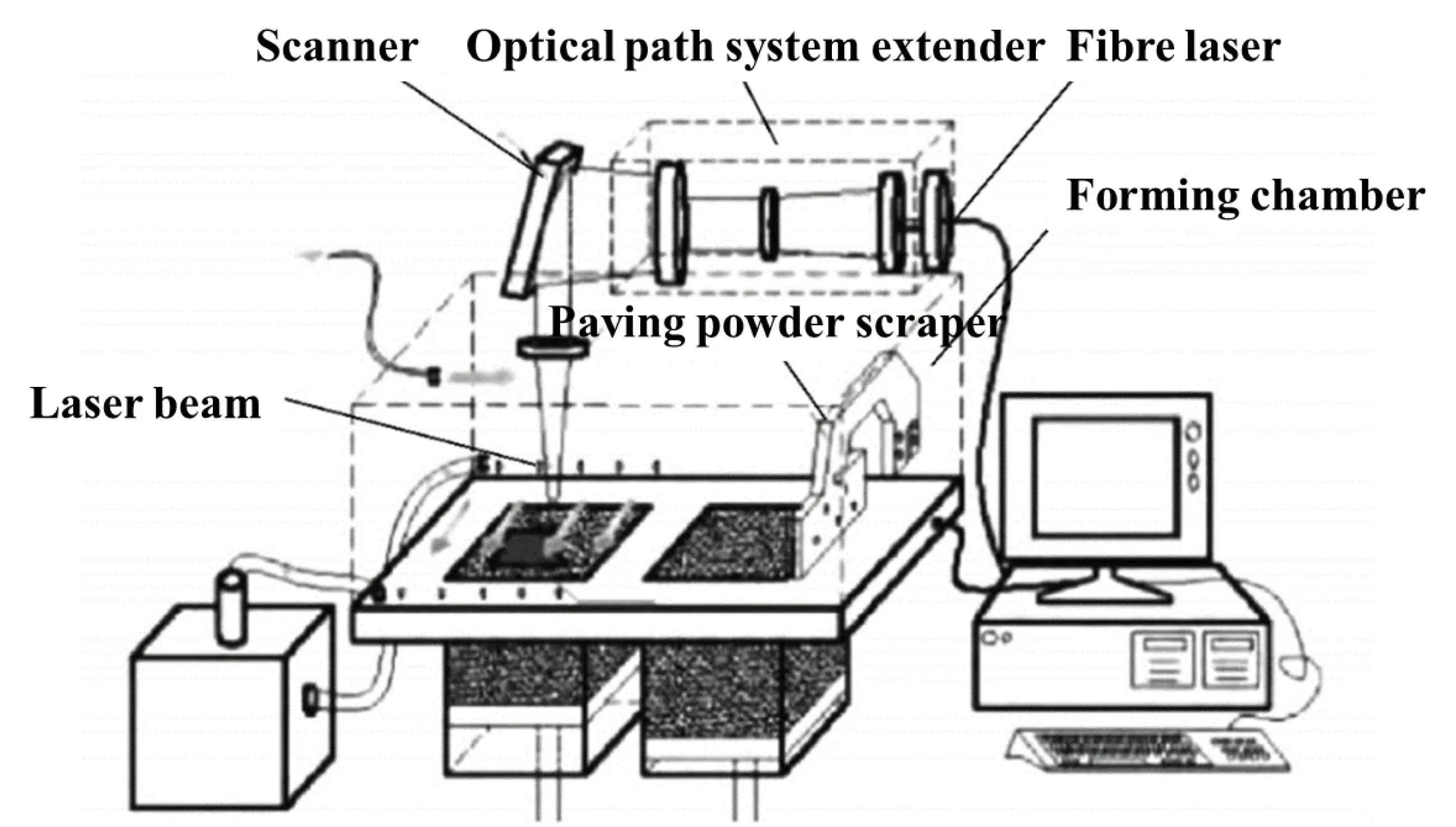
图2 激光选区熔化成形设备及原理示意图[20]Fig.2 Schematic diagram of the equipment and principle of selective laser melting technology[20]
激光选区熔化最主要的特点是出现传热学中的固液相变问题,即存在随时间变化的液相区和糊状区。激光选区熔化工艺下材料物理行为非常复杂,例如流体流动、传热和熔化/凝固。激光选择性地扫描粉末床时,粉末被加热,然后随着温度高于熔点而熔化,形成熔池。高强度激光通常会引起较大的温度梯度并导致表面张力的差异,称为马兰戈尼效应[22]。一旦温度超过沸点,就会出现反冲压力。马兰戈尼效应和反冲压力会极大地影响熔体的流动,进而影响熔池的形状。激光光斑离开后,熔体冷却下来,然后凝固形成一条实心轨迹。零件就是通过一层一层的熔化和固化制造出来的[23]。
德国是最早开始研究激光选区熔化技术的国家之一,并在2002年成功研发出相关设备。目前,国内外主要的激光选区熔化设备厂家和设备参数如表2[24]所示。
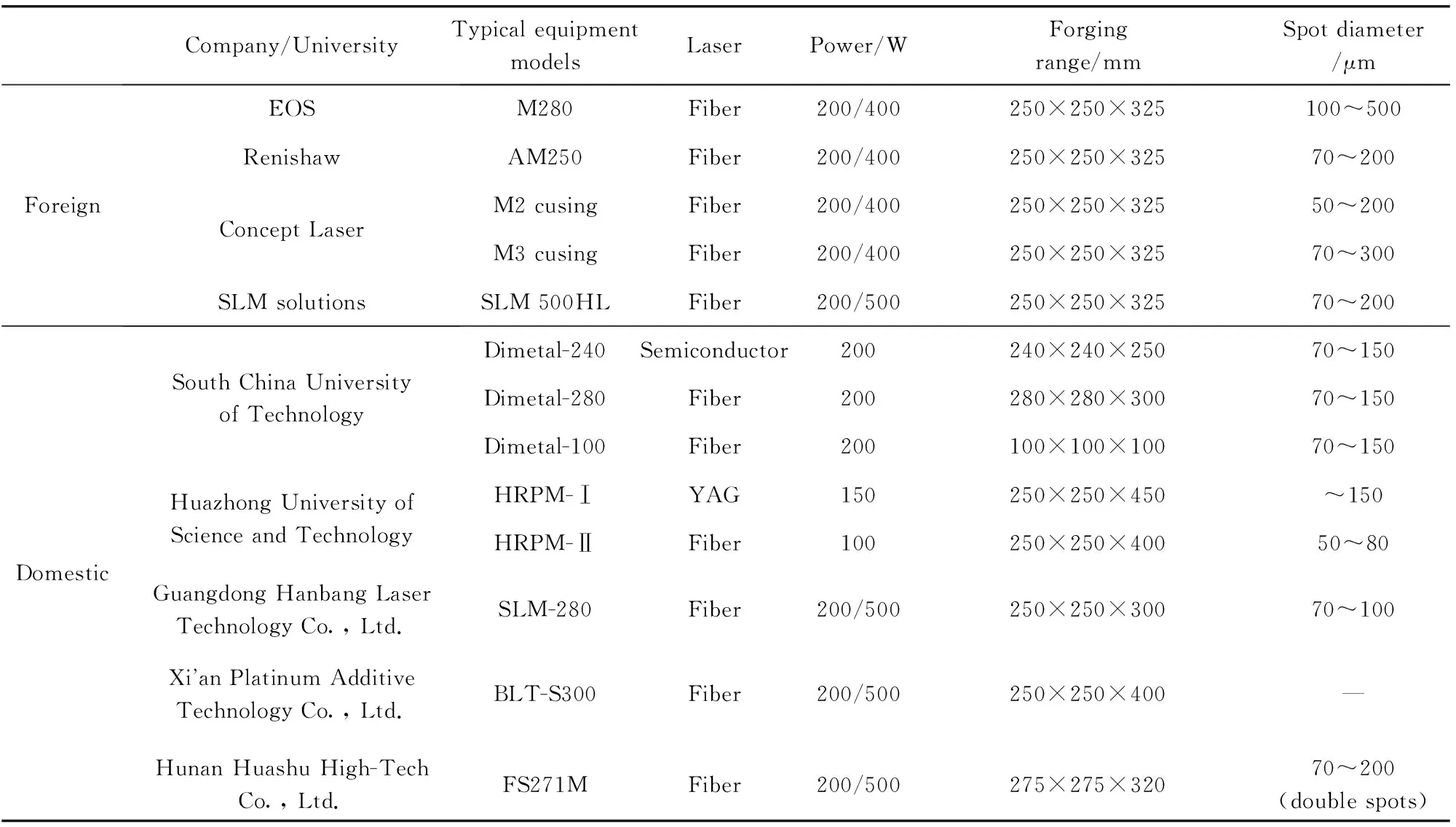
表2 国内外主要的激光选区熔化(SLM)设备厂家和设备参数[24]Table 2 Main selective laser manufacturing (SLM) equipment manufacturers and equipment parameters at home and abroad[24]
激光选区熔化成形件抗拉强度可高出常规铸件,达到锻件水平,孔隙率较低,成形精度高,致密性好。因此,激光选区熔化可以进行大型承力结构的高效成型和复杂精密构件的制造,迄今为止,仍是应用范围最广、成形结构最复杂、适用材料最多的一种增材制造技术,广泛应用在汽车、医疗、航空航天等领域[1,4,17]。
2.2 电弧增材制造
与基于粉末的增材制造工艺相比,电弧增材制造工艺需要的设备和焊丝材料成本更低,因为它结合了传统的电弧焊,以电弧为热源,焊丝材料有许多不同的等级,具有明确的质量标准。此外,电弧增材制造工艺提供了更高的沉积速率,从而提高了生产率。因此,电弧增材制造工艺广泛应用于大型国防和航天部件的生产,其原理如图3所示[24,25]。
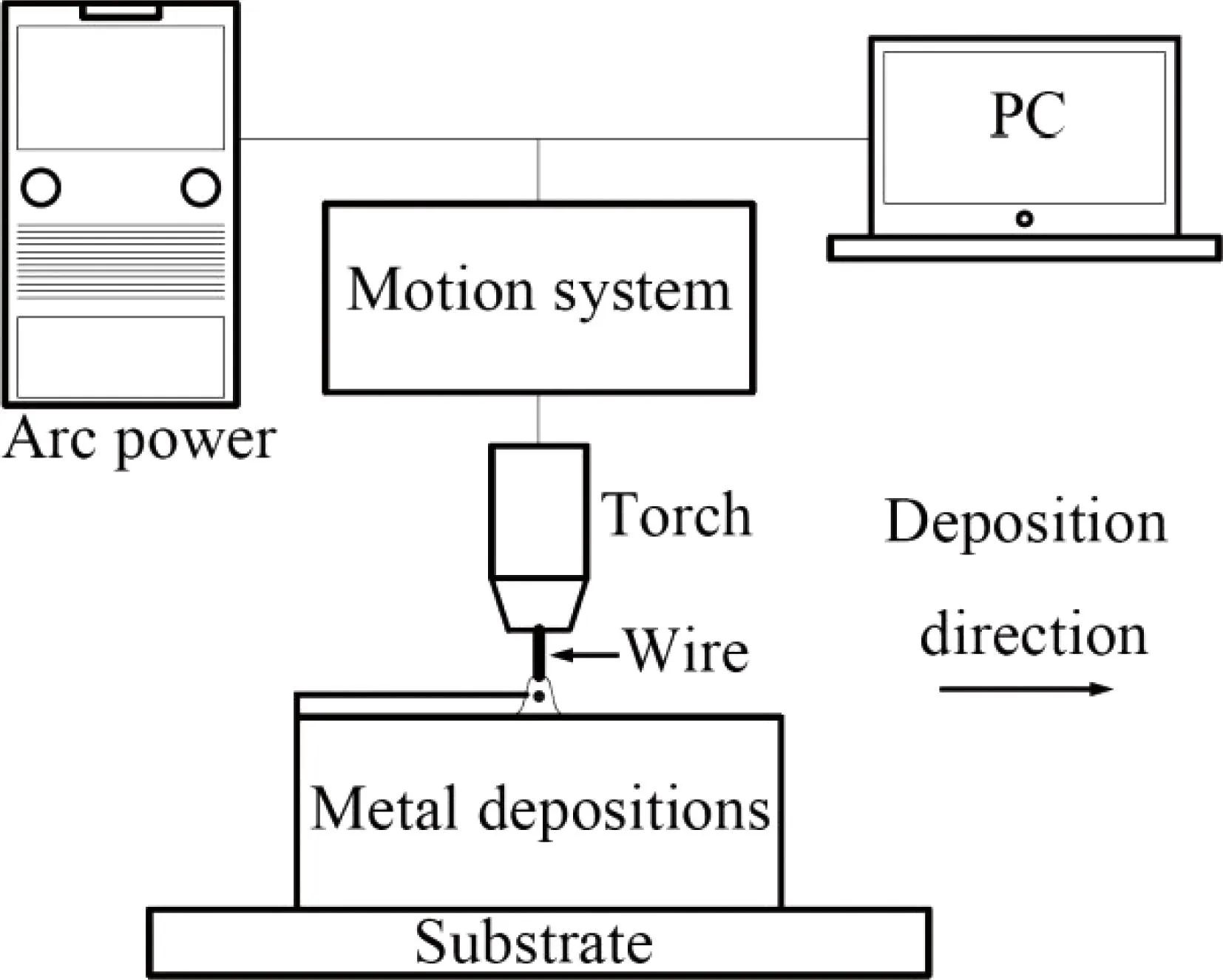
图3 电弧增材制造技术的设备及原理示意图[25]Fig.3 Schematic diagram of the equipment and principle of wire and arc additive manufacturing (WAAM)technology[25]
为了准确预测金属电弧增材制造过程中的实际情况,各种焊接热源模型被广泛应用。常用的热源模型有表面热源和体积热源。表面热源可以模拟等离子体和表面熔池对工件的加热效果,适用于小电弧冲击和浅熔池深度,包括表面高斯热源、双椭圆热源等。如果在表面热源的厚度方向上加入热相互作用,首选体积热源,如高斯热源、双椭球热源、半椭球热源。体积热源模型适用于激光焊接等高能焊接方法产生的窄而深的熔池以及熔化极气体保护焊焊接过程中熔滴的热源分布。当熔池较大且较深时,三维体积热源模型能较好地反映增材制造过程的传热过程[26]。然而,三维体积热源模型的函数方程比较繁琐,计算耗时长,特别是针对形状复杂的大型零件时[23]。
图4展示了多道焊、激光选区熔化和电弧增材制造的工艺模型。从仿真和工艺的角度来看,这3种制造工艺非常相似。尽管如此,这些工艺模型之间的差异也很明显。比较多道焊模型和电弧增材制造模型,可以看到多道焊所有的焊道都被周围的母材和附近的焊道包围,而电弧增材制造的打印层除了第一层外,主要与附近打印层相连接。激光选区熔化模型与电弧增材制造模型相比,其构件中的层厚度通常远小于电弧增材制造部件的[27]。
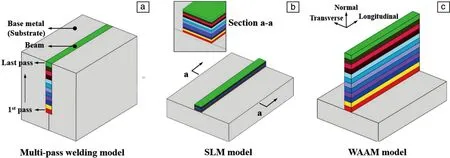
图4 相同焊道/层数下3种制造工艺的模型示意图[24]:(a)多道焊模型,(b)激光选区熔化模型,(c)电弧增材制造模型Fig.4 Schematic illustrations of three manufacturing processes models with the same number of passes/layers[24]:(a)multi-pass welding model,(b)selective laser melting (SLM)model,(c)wire and arc additive manufacturing (WAAM)model
3 增材制造过程中残余应力的产生机制及测量方法
3.1 残余应力的产生机制
残余应力是在增材制造过程中由高的温度梯度和快速冷却引发;在增材制造工件表面通常分布着较高残余拉应力,而衬底的存在对残余应力的大小也有显著影响[27,28]。增材制造中残余应力的起源可以用温度梯度机制来解释,如图5所示[16,29]。在加热时,由于热源作用产生一系列局部弹塑性变形,辐照区进一步产生拉应力,顶层熔融层在冷却过程中发生热收缩,形成拉伸和压缩的残余应力区(分别为上层和下层)。由于增材制造过程非常复杂,温度梯度机制模型仅代表了简化的残余应力生成方式。
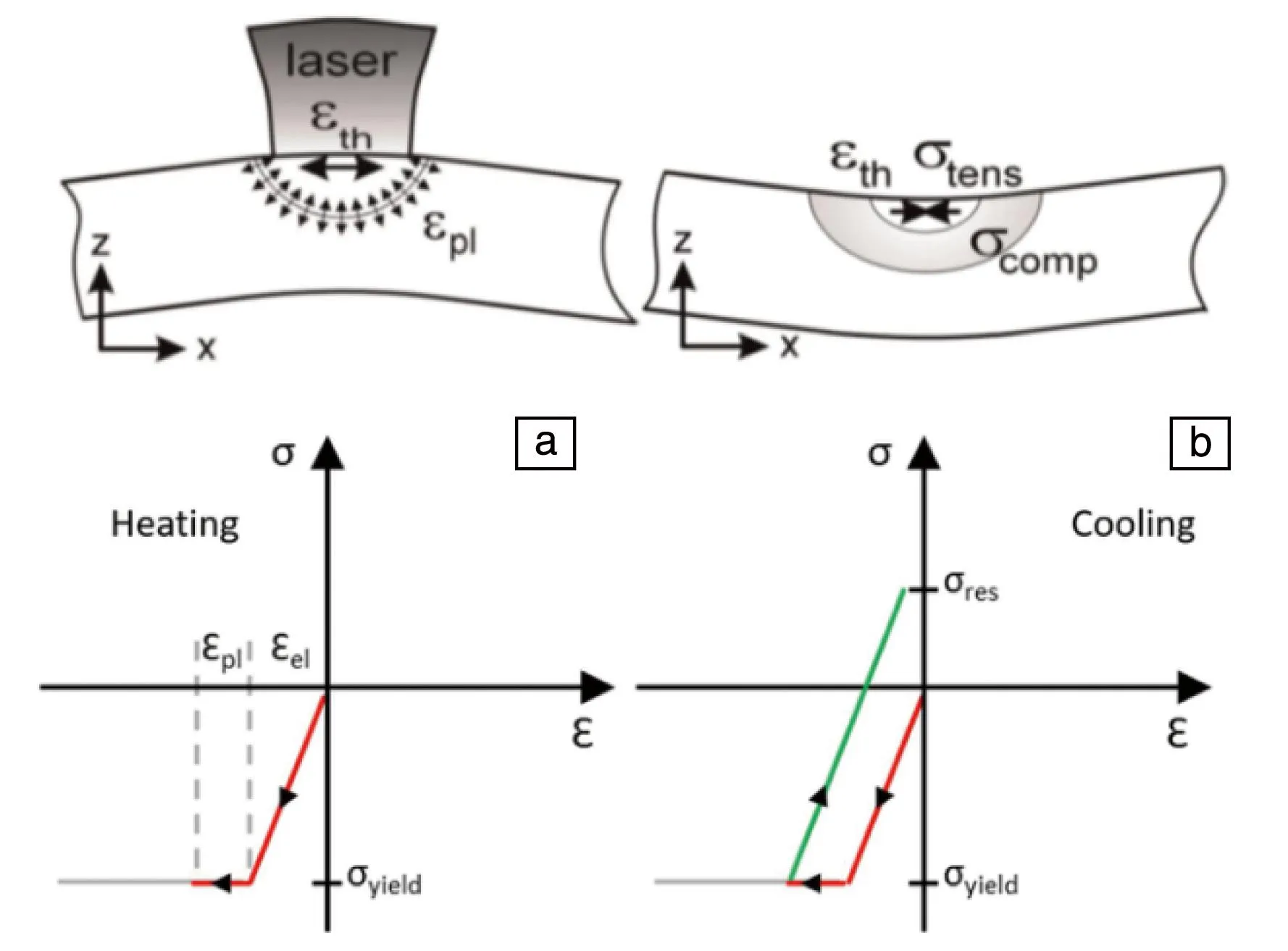
图5 增材制造时辐照区在加热阶段(a)和冷却阶段(b)的应力和变形示意图[29]Fig.5 Stress and deformation schematics in the irradiated zone of additive manufacturing during heating stage (a)and cooling stage (b)[29]
3.1.1 激光选区熔化残余应力的产生
在激光选区熔化过程中残余应力主要在受热和冷却2个过程中产生。有限元模拟表明[30],位于高能激光束中心和周围的金属粉末以更高的升温速率快速熔化形成熔池,打印层已成形部位热膨胀速率较快而且被周围约束,引起压应力;与此同时,高温部位屈服强度降低,某些部位的热应力超过屈服极限,引起熔池部分塑性热压缩应变的形成,如图6所示。

图6 有限元方法模拟所得的激光选区熔化受热过程熔池周围的热应力场[30]:(a)熔池的侧视图;(b)熔池的俯视图;(c)应力集中发生在靠近熔池的孔隙中Fig.6 Simulated thermal stress field around the molten pool during heating stage of selective laser melting by using finite element method[30]:(a)the side view of molten pool;(b)the top view of molten pool;(c)the stress concentration occurs in the pore near the molten pool
激光束远离阶段,熔池凝固时由于产生热收缩并被周围限制,会引起局部拉伸应力[29],而在熔池下部已固化部分的温度较低,形成了与之平衡的残余压应力[7,28]。在加工下一层时,之前受热的打印层变为下层,残余应力为压应力,并且之后的二次冷热循环会使压应力进一步增强,多层温度累积会平衡底层残余应力[30]。最大残余应力随着增材制造高度的增加先降低后增大,并最终趋于稳定,加工完成后零件最高层相比于底层径向收缩量随着加工层数的增大而增大[7,31]。在切割分离基板后,基板连接处较高应力水平快速释放,在制品中形成两侧为拉应力和中部为压应力的残余应力分布,其大小主要受材料屈服强度、基板刚度和制品几何尺寸影响[7]。过量残余应力的产生会使材料的力学性能发生显著的变化,特别是冲击疲劳性能,还会在加工过程中或之后造成过度的几何变形,最终导致增材制造部件的失效[5]。Li等[29]研究发现当使用增材制造打印CAD模型时,由于反复加热和冷却或独特的热循环,会在模型中产生残余应力。这种独特的热循环包括前一层“回融”的融化,同时熔化顶层和之前凝固的层,导致零件变形。Pidge等[32]进一步研究发现,高能热源迅速加热材料,材料向外膨胀,但由于热源与环境的温差,这种膨胀受到环境温度的制约而在加热区产生了压应力。当热源离开时,加热区域开始冷却,这就导致了材料的收缩,且与加热阶段形成的塑性应变相反。因此,拉伸残余应力被一个压缩区平衡。
3.1.2 电弧增材制造残余应力的产生
电弧增材制造过程中金属丝材和熔池的温度急剧上升和下降,高热量输入导致不可忽视的残余应力,这可能会影响构件结构的完整性和使用寿命。增材制造构件各方向交叉区域具有包含流体静力拉伸残余应力的理论风险,而这些残余应力最终不能被热应力解除,且电弧增材制造产生非常大的应力,需要限制每一次电弧沉积的冷却来防止热收缩[33]。
大量研究者对于电弧增材制造构件中残余应力的分布特征进行相应研究。Sun等[27]通过数值模拟分析了电弧增材制造铝合金部件的残余应力分布特征,其结果如图7所示。图7b表明,当梁的高度超过一定的值时,最后一层会产生纵向压应力,这明显不同于多道焊和激光选区熔化的构件;图7c和7d表明随着梁高度的增加,衬底和梁中纵向残余应力的变化先快后慢;但梁的高度对梁内横向残余应力的大小几乎没有影响(图7e),而衬底横向残余应力的大小随梁的高度先有明显的变化,后变化非常缓慢(图7f)。由于电弧增材制造构件的横梁横向约束程度较低,其横梁横向残余应力远小于基板横向残余应力。

图7 有限元模拟获得的电弧增材制造铝合金部件残余应力分布规律[27]:(a)有限元模型;(b)沿线条3(梁)的纵向残余应力分布;(c)沿线条1(衬底上部)的纵向残余应力分布;(d)沿线条2(衬底基层)的纵向残余应力分布;(e)沿线条1的横向残余应力分布;(f)沿线条2的横向残余应力分布Fig.7 Residual stress distribution of aluminum alloy wire and arc additive manufactured components by finite element method simulation[27]:(a)finite element model;(b)distribution of longitudinal residual stress along line 3 (beam),(c)distribution of longitudinal residual stress along line 1 (upper substrate),(d)distribution of longitudinal residual stress along line 2 (substrate base),(e)distribution of transverse residual stress along line 1,(f)distribution of transverse residual stress along line 2
3.2 残余应力的测量方法
残余应力的测量技术种类繁多,通常分为破坏性检测和无损检测2大类。
破坏性检测主要是机械法,即分离构件中存在残余应力的部分,并释放应力,通过测量应变的变化来计算获取残余应力,包括逐层切削法、钻孔法、电化学腐蚀剥层法、分割全释放法、基于钻孔法的云纹干涉法和全息干涉法等[30],应用最广泛的是钻孔法和轮廓法[34]。Liu等[35]采用双切轮廓法测量了试样内部的双轴残余应力分布,研究表明:环形电弧增材制造模型的应力分布与厚焊缝中心线多道接头的应力分布相似。Hönnige等[33]发现轮廓法的零应力假设在不平衡应力场中是无效的,需要进行后处理,而中子衍射测量的结果可以定性地揭示沉积交点的大应力和梯度区域。Robinson等[36]研究了一种将基于挠度的方法与钻孔法或轮廓法相结合的方法,利用挠度数据和有限元模型确定了从主衬底去除零件过程而减轻的应力。结果表明,当零件从主衬底中去除时,其内部的应力大大减少。构件的应力水平对钻孔方法的精度有直接影响:如果应力大于材料屈服应力的60%,那么分析要求考虑塑性。将钻孔法和轮廓法计算的应力与挠度法计算的应力相结合,计算结果表明,零件在加工后存在较大的应力。破坏性检测会损伤零部件,不适合在实际生产中对大批量零件进行残余应力检测,但精度普遍较高,技术也成熟,适合实验室研究[28,30]。
增材制造金属构件的残余应力无损检测主要借鉴针对传统锻/铸件的测试手段,暂未建立起金属增材制造专用的无损检测标准体系[11]。目前主要有X射线衍射(XRD)法、超声波法、磁测法和拉曼或荧光光谱法。X射线衍射可以精确计算残余应力,但只能测量材料表层的残余应力,对于内部应力效果较差[30]。随着中子和同步辐射衍射技术的发展,无损残余应力评价方法得到了极大的发展[34]。Marola等[37]利用拉曼光谱和XRD研究了激光粉末熔化AlSi10Mg的残余应力。XRD测定的应力是作用在Al合金基体上的宏观应力,而拉曼光谱测定的应力是作用在细Si析出物上的微应力(图8),并提供了一个详细的工序确定含游离硅的合金中的残余应力。超声波的方向性好、穿透能力强,主要用于残余应力、孔洞、粗糙度和缺陷的测量。但超声波法精度较低,未来的发展需要优化超声波设备与增材制造硬件之间的连接。由于超声波法局限于简单的几何形状,增材制造零件的复杂性也是超声波法面临的另一个挑战。中子衍射法可以测得构件内部深度达厘米级范围内的应力分布,且精度较高,但运行成本非常高[38]。Shen等[39]提出了一种用中子衍射法测量电弧增材制造工艺原位合成的Fe3Al金属间化合物的残余应力的方法。Pidge等[32]采用数字图像相关法和中子衍射法测得不锈钢316L的L形棒残余应力在中心处是压缩应力,在L形棒表面附近是拉伸应力。
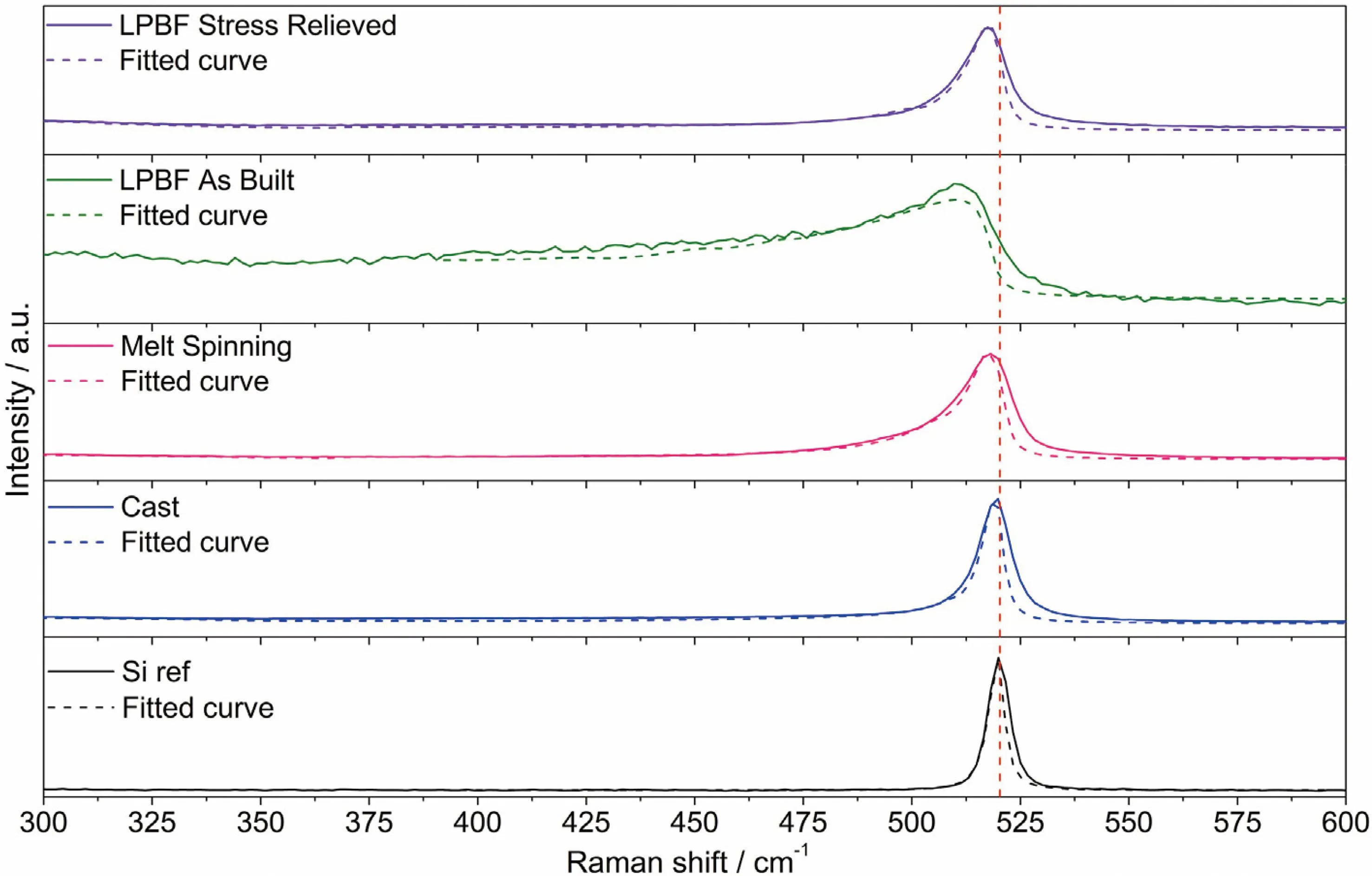
图8 拉曼光谱技术测量的激光粉末熔化的AlSi10Mg中细Si析出物上的残余应力[37]Fig.8 Residual stress on fine Si precipitates in AlSi10Mg melted by laser power measured by Raman spectroscopy[37]
随着测试仪器的发展,一些新的残余应力测量方式也相应出现。如采用裂纹柔度法对电子束选区熔化和激光选区熔化构件的残余应力进行对比分析[40]。研究发现电子束熔化的残余应力可以忽略不计,而激光选区熔化在构件中间产生压应力,在底部和顶部产生拉应力,进一步研究发现,在激光选区熔化过程中对搭建平台进行预热,可以显著降低构件的残余应力和孔隙率。Zhan等[41]首次将激光超声技术作为一种先进的无损检测方法应用于激光加工TC4钛合金的残余应力测量,利用脉冲激光诱导的表面波反演纵向和横向残余应力。研究发现:试样的残余应力水平属于低残余应力域,平行于扫描方向的残余应力明显大于垂直于扫描方向的。
对于激光增材制造,加工过程中温度、应力变化较快,采用传统的测试方法不能对其成形过程的应力变化进行实时的精确测量[30]。随着计算机技术的发展,数值模拟以其经济、科学、可靠的优势在增材制造应力场变化规律研究中的应用越来越广。郭玉[42]采用每增加一层,扫描路径与原路径相比顺时针旋转67°的方式,激光增材制造GH4169镍基高温合金长方体试样,利用ANSYS软件进行残余应力模拟,得出残余应力主要分布在零件底部两端以及中间位置,且两端的残余应力集中要比中间更严重,与试验结果吻合。李桂伟[43]通过模拟仿真发现,金属玻璃三维样件与基板接触的底层和样件的棱角处容易产生较大的残余应力。对于激光选区熔化,严重热梯度会产生巨大的残余应力,从而使构件几何扭曲并改变构件性能。Bartlett等[44]开发了一种用于激光选区熔化部件残余应力测量的程序,使用三维数字图像来捕获原位表面畸变,建立二维解析模型,将数字图像表面曲率测量值转换为面内残余应力的估计。使用316L不锈钢“倒锥”构件进行实验验证,研究发现,残余应力在打印零件表面存在差异,且与零件几何形状相互作用强烈。Bieglar等[45]提出了一种新的方法来量化变形,将数字图像与光学滤波器结合,直接测量由激光增材制造产生的金属层几何形状的原位畸变。
残余应力的测量方法多种多样,但是,从实验和理论的角度来看,残余应力的确定过程仍然是非常复杂的。
4 残余应力调控
由于残余应力是诱导增材制造构件产生裂纹、尺寸变形的重要原因,因此,采用一些手段控制增材制造构件的应力水平,防止构件内部应力集中具有非常重要的意义[46]。
4.1 工艺参数调控应力变形
优化增材制造工艺参数可以实现应力累积过程的控制,减小变形开裂倾向[30]。合理设计的填充材料或粉末成分可以在焊接或增材制造过程中通过固相相变产生压缩来抵抗局部拉伸残余应力。通过预热过程还可利用有利的相变在某些方面降低内部压缩残余应力,特别是有研究表明[47,48],当线膨胀系数更接近时,粘结材料之间的变形会减少。因此,在设计粉末成分和激光选区熔化工艺时,利用热效应和相变来抵消残余应力不失为一种有效方法。Robinson等[36]发现单向矢量制造的激光选区熔化构件的残余应力主要集中在扫描方向,在垂直于扫描矢量方向上存在大约一半大小的应力,X-Y交替多向扫描策略获得了最均匀的应力分布和最低的残余应力。Nadammal等[49]研究了4种不同扫描策略对激光粉末床熔融镍基高温合金零件完整性的影响,发现在预处理阶段,通过将扫描策略、舱口长度和舱口间距有效结合来控制残余应力状态,可减轻残余应力的影响。Rasul等[50]利用有限元方法建立了研究激光光斑重叠对AlSi10Mg成形件残余应力影响的热力学模型,模拟结果表明,随着激光光斑重叠度的增大,成形件残余应力增大。当重叠区为2 mm×2 mm时残余应力最小,但出现多条裂纹;5 mm×5 mm的重叠区为高密度的最佳扫描策略,扫描出来的零件有更好的力学性能,将产生相对较少的残余应力[32]。Bian等[51]研究了激光选区熔化的激光功率(160和200 W)和扫描策略(条纹扫描和棋盘扫描)对316L钢残余应力分布的影响,模拟和实验结果均表明,4种情况下的敏感区域(每层的中心区域),拉伸残余应力从表面到内部逐渐增加;且与切换2种扫描策略相比,激光功率从160 W增加到200 W时,残余应力增加更显著。Chen等[52]针对热残余应力/变形的控制问题,提出了一种基于水平集的扫描路径优化方法。该方法可实现几何轮廓分明零件的分层连续扫描路径优化。同时研究发现,在L型托架应力最小化问题中,从结构和扫描路径2方面并行设计后最大等效应力比只优化扫描路径的最大等效应力更小。Matthews等[53]提出了通过定制的激光束轮廓来控制微观组织和残余应力的实验和模拟方法。与高斯光束相比,椭圆光束和贝塞尔光束可以产生更多的等轴显微组织,而基于二极管的分布式照明光束可以减少残余应力。且采用较短的扫描矢量可以获得高表面温度、小凝固前沿热梯度,从而实现残余应力的最小化[54]。
4.2 预热缓冷及重熔调控应力变形
为了解决增材制造过程中温度梯度较大导致残余应力的问题,基板预热、气氛预热、多光束、光束重复扫描等多种方法应运而生[55]。采用基板预热的方式,可以减少温度梯度,使整个激光增材制造零件内应力均匀分布。但是对于大型零件,整体实行基板预热会产生较大的成本,不易实现。可借鉴局部热处理技术的思想,通过对应力集中点进行预热,抑制应力集中点的应力产生,使之不足以产生裂纹。一般来说,激光增材制造应力集中点主要集中在扫描路径轨迹方向改变的转角位置、加工的起始点及终止点。专门针对这些应力集中点进行点加热,可以取得较好的应力控制效果,防止零件变形开裂。赵宇辉等[46]基于有限元模拟对单点预热应力控制方法进行验证,发现点热源预热可以达到去除应力的效果,对加工结束时刻整体应力水平去除效果更为明显,预热温度值变化对应力去除效果影响不是很显著。与激光选区熔化零件相比,电子束熔化加工的零件具有更低的残余应力。这是由于粉末在床上进行了充分的预热,并在惰性环境中打印,避免了氧化。在金属共晶体系中,通过控制无锚激光选区熔化或半固态加工输入激光能量和预热,使加工层材料保持半固态状态,可以降低零件的残余应力[56]。
4.3 结构设计调控应力变形
结构优化设计通过使结构过渡均匀、支撑结构优化进而减小应力变形,进而减小或改善残余应力的分布,这是一种新的应力调控思路。采用连续拓扑优化算法,在优化过程中将增材制造过程中的散热过程考虑到模型中,通过高散热效率的支撑结构使激光热量高效地通过支撑结构传递至基板,最终确保原型件残余应力及热变形可控[57]。在增材制造过程中,沉积模式对残余应力分布有显著影响。Sun[58]提出了一种适用于金属增材制造过程的新模式—S模式(如图9所示),采用有限元方法研究了S型、锯齿型、光栅型、交替线型及内外螺旋型5种典型长方体结构的温度场和应力场,结果表明:S型结构的等效残余应力、最大主残余应力都能达到最低限度。

图9 S型沉积模式[58]:(a)一层,(b)多层Fig.9 S-type deposition mode[58]:(a)one layer,(b)multiple layers
Cheng等[59]为了使拓扑优化计算易于处理,在增材制造模型中采用固有应变法对残余应力进行快速预测。采用梯度点阵结构优化设计支撑结构,通过将最大应力限制在屈服强度之下,可以防止残余应力引起的开裂。为了验证该方法的可行性,分别设计了双悬臂梁和髋关节种植体的支撑结构。优化后的支撑结构可实现减重约60%。优化支撑结构后打印的构件不再发生应力开裂,证明了该方法的有效性。蒋聪等[60]将激光增材制造应用于制备微型导向器,通过增加零件余量设计、改进零件变形支撑设计和磨粒流精度控制等方法,解决了目前准确控制变形、减少或去除残余应力方面的难点。
4.4 辅助外场调控应力变形
对于复杂结构残余应力的控制,研究人员将其他物理能量场,如超声波、磁场、激光冲击波,引入到激光增材制造中,对激光增材制造熔池凝固行为进行辅助干预,改变其微观组织和应力分布,实现应力变形的调控[30]。任朝晖等[61,62]利用ANSYS软件对TC4合金激光熔丝过程进行热-结构耦合数值模拟并施加超声滚压微锻造,研究发现激光熔丝熔覆层应力分布更加均匀,拉应力减小,甚至转化为压应力,有效地抑制制件内部缺陷的形成。Zhou等[63]用实验方法和数值分析方法研究了超声冲击处理对激光沉积成形304不锈钢零件的影响,结果表明,超声冲击处理后残余应力在塑性变形区由拉应力状态转变为压应力状态,从而显著提高了增材制造金属零件的疲劳性能。摩擦搅拌加工有助于降低增材制造AlSi10Mg的残余应力,在激光选区熔化过程中有助于将残余拉应力转化为残余压应力[21]。
4.5 后处理调控应力变形
表面后处理分为3大类:机械处理、激光处理和化学处理。机械加工包括磨削、铣削、抛光、滚动轧制、喷砂/珠、喷丸、空化冲击、超声纳米晶表面改性。抛光包括磁驱动磨料抛光、水动力空化磨料抛光和超声空化磨料抛光。合适的参数下轧制可以产生晶粒细化,并在处理层中诱发残余压应力,改善构件力学性能,并降低其表面粗糙度。一定参数下喷砂/珠可以轻微提高表面硬度,并在亚表层产生相当大的残余压应力。在增材制造中应用喷丸进行后处理,可以控制表面粗糙度,细化表层晶粒,产生高残余压应力,提高表面硬度,提高疲劳寿命。对增材制造金属在外表面/终极层上进行一个道次轧制或在沉积过程中每一层都进行轧制(称为道次间轧制),可控制镀层的微观组织。激光喷丸是一种具有高应变率的机械表面处理方法,通过对工件进行冲击使工件表面硬化,并产生压缩残余应力,从而改善材料的力学性能。Sun等[58]研究发现,激光喷丸使电弧增材制造的2319铝合金的残余应力状态由拉伸状态变为压缩状态。激光冲击强化是一种新型表面强化与改性技术,产生的残余压应力普遍高于喷丸产生的,表面和深部均能够较好呈现。Kalentics等[64]提出将激光选区熔化和激光冲击强化这2个过程结合起来,对316奥氏体不锈钢采用激光选区熔化进行沉积制造,并用此方法改善残余应力,发现两者结合的方法与传统的激光冲击强化方法相比较,具有更小光斑尺寸和脉冲能量,获得了更大和更深的压应力,增加激光冲击强化处理之间的激光选区熔化层数量可以增加压应力深度。
Hönnige等[65]研究了垂直跨间轧制和沉积后侧轧制对电弧增材制造2319铝壁的影响,结果表明:与Ti-6Al-4V和软钢壁材不同的是,垂直跨间轧制改善了铝合金的残余应力,消除了变形;沉积后侧轧制对控制电弧增材制造铝合金零件的残余应力和变形非常有效,并通过加工硬化提高了硬度。将金属增材制造与传统制造工艺进行结合,形成一种“表面轧制”,通过坚硬和高度抛光的滚轮,使焊道表面发生塑性变形,以改善表面光洁度,并引起压应力,抵消焊接加热-冷却循环产生的残余应力;在电弧增材制造的连续层上使用喷丸处理,在喷丸过程中,每个沉积层的表面被小硬球反复冲击,产生塑性变形和压应力,可以减轻残余应力并减少变形[66,67]。
车削、磨削、喷丸强化、精加工(磁场辅助精加工、激光精加工)等都会在工件表面及工件表面以下产生残余压应力。从这个角度来看,增材和减材联合制造有望组合各自的残余应力特性,从而产生残余应力的平衡效应。Zhang等[68]电弧增材制造Al5Si铝合金,发现通过铣削产生的压应力可抵消初始残余拉应力,降低表面残余应力,并消除内部最大应力点,使得具有先前初始残余应力的材料在不同的铣削深度下达到新的平衡。Colegrove等[69]发现轧制工艺对沉积部分的残余应力和变形的改善有限,因为大部分变形是在沉积方向的侧面引起的。通过采用开槽辊或侧轧这种防止横向变形的轧制方法,可以实现更大的残余应力降低。
4.6 热处理调控应力变形
常用的热处理后处理技术主要有整体/局部退火热处理。热处理对增材制造金属构件来说,是一种均匀微观组织、消除各向异性、释放不良拉伸残余应力的标准方法[70]。
热处理有助于降低激光选区熔化零件的残余应力,例如热等静压可以在一定程度上降低孔隙率和残余应力,从而提高强度和抗疲劳性能。Pidge等[32]的研究表明,对增材制造构件进行后退火可以使残余应力降低70%。Chi等[71]采用高温热处理和激光冲击强化相结合的后处理方法,使得表层产生了严重的塑性变形和高强度的表面压缩残余应力(~-763 MPa)。O’Brien等[72]利用有限元技术对增材制造工艺链进行了模拟,结果表明采用热处理可使增材制造引起的高拉伸残余应力降低约75%。
5 结 语
增材制造技术在当前的先进制造领域中发展势头强劲。增材制造部件在制备时的受热和冷却过程中会产生复杂的残余应力,检测残余应力以及如何调控残余应力至关重要。目前对残余应力的产生机制的解释主要是温度梯度机制,最常用的残余应力破坏性检测方法是轮廓法和钻孔法,而无损检测的方法是X射线衍射法。针对不均匀的温度梯度造成的残余应力,预热缓冷及重熔可以很好地调控应力变形。借助辅助外场调控也是一个热门的研究方向,或施加超声滚压微锻造或振动,或将激光调幅精细织构和电弧增材制造高沉积速率等结合。热处理、表面处理等后处理技术也是控制残余应力的常用手段。因此,未来金属增材制造技术的发展和残余应力控制及研究,可以从以下3个方面展开研究:
(1)增材制造件残余应力标准的建立和完善。目前尚未形成金属增材制造构件检测标准体系,且大部分不能实现在线监测,这将严重制约增材制造构件的广泛应用。建立增材制造金属构件的性能评价体系以及应用评估准则,实现金属材料增材制造的标准化和制度化将是未来重点发展方向之一。
(2)多尺度的残余应力研究。目前残余应力的研究大都基于温度梯度机制,多尺度多场耦合将是未来研究的热点。
(3)借助材料基因组技术发展。建立材料成分、工艺、组织、性能和构件结构形状之间的模型,是实现对增材制造构件残余应力、尺寸精度和力学性能的控制的重要途径。