低水泥用量3D打印混凝土流变性能及打印性能研究
2024-01-30王天恒崔维久
王天恒,王 胜,陈 旭,崔维久,,2,*,王 猛
(1.青岛理工大学 a.土木工程学院;b.智能建造实验室,青岛 266525;2.青建集团股份公司,青岛 266071)
3D打印技术又称增材制造技术[1],是一种新型的快速建造技术,具有自动化程度高、效率高、材料成本低等特点。该技术不仅在工业设计、医疗、航空航天、制造业等领域[2]中广泛应用,也为建筑行业带来新的挑战和机遇。水泥基打印材料虽在不断改进优化,但水泥用量过高的问题仍然存在,且对矿物掺合料的品质要求过高。此类原材料特点不符合国家双碳发展理念,也制约了3D打印混凝土(3DPC)规模化应用。因此,除对3D打印材料性能进行研究,还需结合建筑业绿色发展要求进一步探索如何减少3DPC中水泥用量。
3DPC对混凝土性能提出了更高的要求[3],准确的性能预评价及适宜的测试手段[4]是3D打印混凝土成功的关键所在。目前大多数研究者通常采用跳桌扩展度[5]、挤出一致性[6]、最大建造层数[7]等测试方法对3DPC进行性能评价,此类方法虽直观简单,但缺乏机理分析。流变性能是决定混凝土工作性能的本质因素,足够的剪切应力可以抵抗由于打印层自重及其上层重量而引起的变形[8]。流变性能的引入可提高3DPC性能评价的准确性[9],MOHAN等[10]认为动态屈服应力和塑性黏度可较好地评价打印材料的可挤出性,PANDA等[11]利用静态屈服应力大小来评价3DPC的可建造性。综上可看出,研究材料的流动性能及流变性能变化规律是检验材料能否3D打印的必经之路。
本文考虑3D打印混凝土绿色化发展需要,共设计6组低水泥用量的混凝土材料,分别探究其流动性能、流变性能变化规律,并建立3DPC流变性能与打印性能的相关关系,获取可打印流变参数范围。以期推动3DPC可打印性能的评价发展,为3DPC绿色化应用提供参考建议。
1 试验
1.1 原材料及配合比
本试验主要原材料包括:普通硅酸盐水泥P·O 52.5,比表面积为410 m2/kg;砂,水洗机制砂,最大粒径≤3 mm,含水量为 0%;减水剂为聚羧酸高效减水剂,固含量为25%,减水率≥30%;羟丙基甲基纤维素醚(HPMC),乳白色颗粒状粉末,黏度为4000 Pa·s,密度为1.37 g/mL;矿粉,含水量为0.2%;硅灰采用微硅粉,较一般硅灰品质低,其性能指标如表1所示。

表1 硅灰的主要技术性能
根据文献调研结果[12-14],本研究选取青岛地区常用掺合料粉煤灰、矿粉、微硅粉作为主要水泥基材替代组分,水泥替代量设置为40%,50%两组别。根据调研,所研究的3D打印混凝土强度设置在C30-C40,将水胶比设置为0.30,0.35。通过前期试验结果发现,胶砂比为1∶1.0,1∶1.5时所设计的材料打印性能良好。此外,前期试验中通过挤出性和建造性调试,确定HPMC含量为0.1%~0.2%,确定减水剂为0.5%~2.0%。最终,选取6组具有代表性的配合比,如表2所示。其中,减水剂、HPMC用量为胶凝材料的质量分数。

表2 3D打印混凝土配合比
1.2 试验方法
1.2.1 流动性能测试
流动性能测试参照《水泥胶砂流动度测定方法》(GB/T 2419-2005)进行,流动性能由跳桌扩展度表征,如图1所示。将测试试样放置于截圆锥模中,表面刮平,移除截圆锥模(图1(a)),均匀跳动25次,待其稳定后记录扩展度,如图1(b)所示。
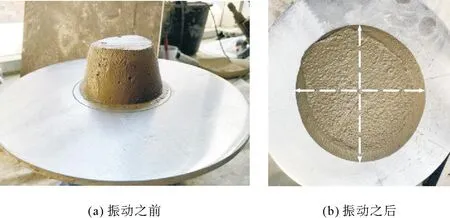
图1 流动性能测试
1.2.2 流变性能测试
流变试验采用的是德国史莱宾格公司的eBT-V混凝土流变仪,如图2所示。该流变仪为同轴圆筒型流变仪,由装料筒、电机和叶片组成。测试时主要是通过电机带动叶片旋转获取转速及扭矩,并利用蓝牙功能将数据传输到智能手机上,再根据假定的流变模型,计算得到流变参数。

图2 eBT-V流变仪
根据相关文献[15]及前期测试经验,以恒定低转速0.5 r/min进行持续剪切180 s,当测得扭矩达到最大值时,进而转换为应力值,得到静态屈服应力。动态屈服应力测试时采用如图3所示阶梯段方式进行设置,剪切时间总长为80 s,预剪切20 s,测试时最大剪切转速设定为30 r/min,最小剪切转速设定为3 r/min,各测试点均匀递减,每个测试点的测量间隔为10 s,进行持续剪切。
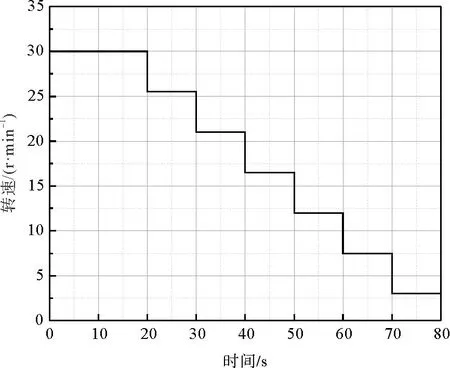
图3 动态屈服应力设置方式
1.2.3 打印性能测试
打印试验采用自主研发的3D打印框架机,如图4所示,几何尺寸为2 m×2 m×2 m(X,Y,Z)。该3D打印机由打印机系统和附属部分组成。打印机系统由控制系统、步进装置、打印头组成,打印头直径为20 m。附属部分由打印平台、整体框架等组成。该打印系统中挤出螺旋转速为1 mm/s,打印喷嘴行走速度为35 mm/s,另外打印单次提升高度为10 mm。
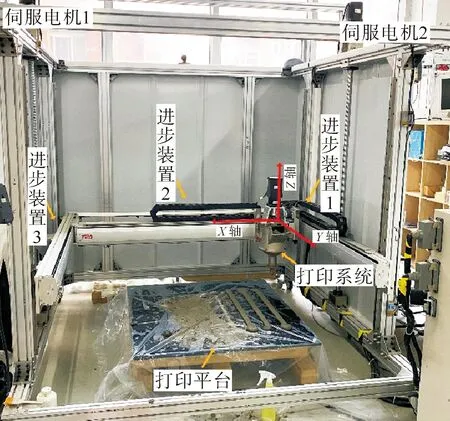
图4 3D打印框架机整体架构
3D打印试验包括可挤出性和可建造性测试。可挤出性以挤出条带表观质量及挤出连续性为主要衡量指标,如图5(a)所示,而可建造性则以混凝土可打印的最大层数作为衡量指标,如图5(b)所示。

图5 打印性能测试
2 试验结果分析与讨论
2.1 流动性能与流变性能变化规律
2.1.1 流动性能变化规律
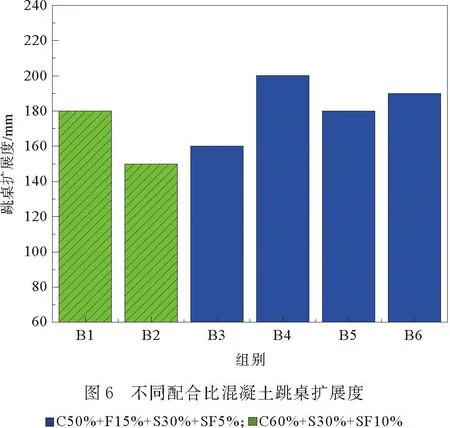
不同组别混凝土跳桌扩展度如图6所示,蓝色和绿色分别代表水泥含量为50%,60%组别。由图6易得,B2组别的跳桌扩展度最小,为150 mm,而B4组别的跳桌扩展度最大,为200 mm。相对水泥占60%组别来说,水泥占50%组别流动度整体偏大,但这不能说明跳桌扩展度受水泥含量影响。造成此现象的原因主要有2个方面:①粉煤灰能够发挥“滚珠效应”,提高流动性;②较多减水剂可释放水分促进流动性,且过少或过高HPMC用量都会造成增稠效果差的问题。综上可得,降低水泥用量不影响混凝土的跳桌扩展度,可借助跳桌扩展度进行低水泥用量混凝土打印性能的简单评价。
2.1.2 流变性能变化规律
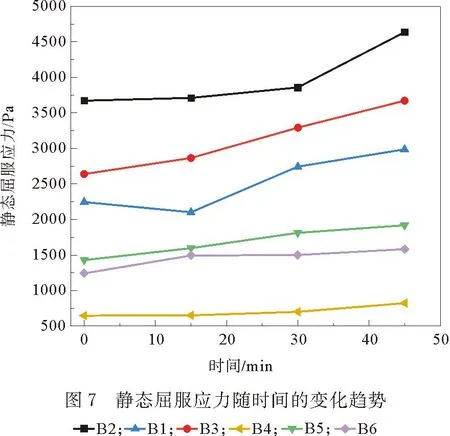
不同配合比混凝土静态屈服应力随时间增长趋势如图7所示。由图7易得,各组别混凝土静态屈服应力均随时间增长而增大。其中,B2组的静态屈服应力最大,初始值为3674.15 Pa,45 min时增长为4712 Pa,主要原因是硅粉[16]可提高混凝土的致密性、结构重建速率,从而提高屈服应力和塑性黏度,另外较低的水灰比、较高的胶砂比可提高屈服应力的发展,对可建造性更为有利。B4组的静态屈服应力最小,初始值为648.14 Pa,且随时间发展较慢,45 min时仅为763.2 Pa,主要原因:①粉煤灰过多,研究发现粉煤灰[17]起到“滚珠效应”,可提高混凝土的流动性,降低屈服应力及延缓屈服应力的发展;②较少的HPMC用量不能起到增稠作用。
不同配合比混凝土动态屈服应力及塑性黏度如图8所示。B4表现出最低的动态屈服应力,主要因为粉煤灰可提高流动性,且过多外加剂用量导致黏结性差、建造性差。B2表现出最大的动态屈服应力和塑性黏度,主要原因是硅灰可提高混凝土的屈服应力,且胶砂比较大可提高建造性。上述规律揭示屈服应力和塑性黏度呈正相关,当屈服应力变大时,塑性黏度也会变大。
2.1.3 流变性能与流动性能相关关系
测试混凝土的跳桌扩展度与静态、动态屈服应力相关关系如图9所示。由图9易得,随着跳桌扩展度的增大,静态屈服应力和动态屈服应力均呈现下降的趋势,说明跳桌扩展度与静态、动态屈服应力成反比关系。当跳桌扩展度为150 mm时,静态屈服应力、动态屈服应力分别达到3674.15,486.4 Pa。而当跳桌扩展度达到200 mm时,静态屈服应力、动态屈服应力仅分别达到648.14,161.43 Pa。上述规律进一步表明,在流动性评价的基础上,将静态、动态屈服应力纳入评价体系可以提高3DPC性能评价的准确性。
2.2 打印性能影响分析
2.2.1 跳桌扩展度对打印性的影响
测试混凝土的跳桌扩展度与最大打印层数关系如图10所示。由图10易得,随着跳桌扩展度的增大,可打印层数先增加后减少。当跳桌扩展度在200 mm时,打印层数仅为5层,高含量粉煤灰大幅度提高混凝土流动度,导致可建造性降低。当跳桌扩展度在150 mm时,打印层数为7层,混凝土流动性过差导致可挤出性差。当跳桌扩展度为160 mm时,打印层数可达到26层。结果发现,当跳桌扩展度在160~200 mm,打印层数呈现逐次下降的趋势,其中跳桌扩展度在160~180 mm时打印性能更优。
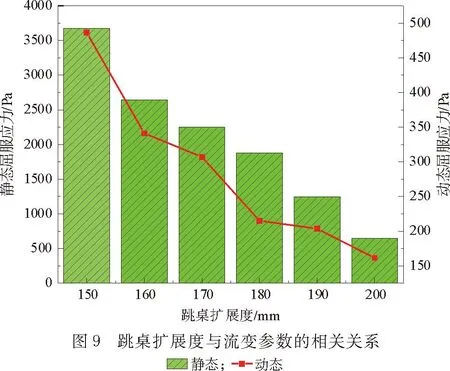
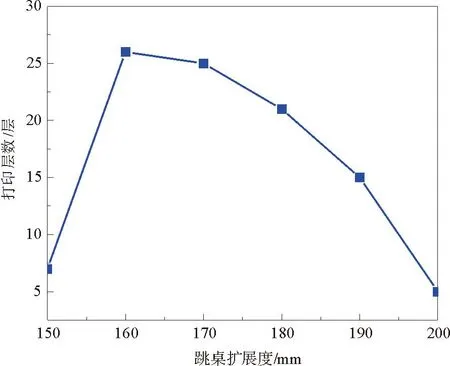
图10 跳桌扩展度与打印层数的关系
2.2.2 静态屈服应力对打印性能的影响
混凝土静态屈服应力大小与实际打印层数的对应关系如图11所示。由图11易得,混凝土可打印层数随静态屈服应力增加而增加,但增加到一定数值后出现锐减。B4组的静态屈服应力最低,打印层数亦最低,仅为5层。B2组的静态屈服应力达到最高,而打印层数仅为7层。主要原因是过高静态屈服应力使混凝土难以挤出,从而导致建造性差,出现局部断裂。另外,B3,B1,B5,B6组的打印层数分别达到26,25,20,17层,对应的静态屈服应力分别为2413.0,2248.2,2079.8,1445.5 Pa。此规律证明当静态屈服应力达到(2300±200) Pa时,3DPC具有较好的打印性能,并且在可连续挤出的前提下,打印层数越高打印性能越好。
2.2.3 动态屈服应力对打印性能的影响
混凝土动态屈服应力大小与实际打印层数的关系如图12所示。由图12易得,打印层数随动态屈服应力增长而增加,增加到一定数值后出现锐减。B4组的动态屈服应力最低,打印层数亦最低,仅为5层。而B2组的动态屈服应力达到最高,而打印层数仅为7层。主要原因是动态屈服应力过高对混凝土可挤出性有较大影响。试验结果表明:当动态屈服应力达到341.2 Pa时,打印层数最高可达26层。当动态屈服应力分别为307.1,275.3 Pa时,打印层数分别可达20,17层。这同时证明当动态屈服应力在(310±30) Pa时,3DPC具有较好的打印效果。
综上所述,流动性能从宏观表现评价混凝土3D打印性能,流变参数从内在机理层面描述混凝土的3D打印性能。这两者中前者测试简单,后者学术机理明确,利用流动性能、流变性能及打印性能的相关关系为指导后续打印性能提供准确评价。
3 结论
本文研究了低水泥用量混凝土的流动性能、流变性能变化规律,并对其打印性能进行评价,主要结论如下:
1) 依据本研究的实际打印效果分析,在可连续挤出的前提下,打印层数越高打印性能越好。对于B3组(水泥50%+粉煤灰15%+矿粉30%+硅灰5%),胶砂比为1∶1时,打印层数最高可达26层,说明所设计低水泥用量胶凝材料满足3D打印要求。
2) 跳桌扩展度在160~180 mm,静态屈服应力在(2300±200) Pa,动态屈服应力在(310±30) Pa时,3D打印混凝土具有较优的打印性能。
3) 研究发现流动性能与流变性能具有较好的关联性,可综合运用两者进行3D打印混凝土性能评价。
