基于HDT 气流式烘梗机的控制优化提高烘梗风选出口水分稳定性
2024-01-17唐芳丽赵晓雷
唐芳丽 赵晓雷
(广西中烟工业有限责任公司柳州卷烟厂,柳州 545000)
卷烟工业中,烘梗丝工序是最后一道对梗丝水分进行控制的关键工序,其控制效果直接影响成品烟丝的水分含量,从而影响卷烟内在品质。但是,梗丝生产过程的整体稳定性不足,传统设备控制参数复杂,烘梗丝受前加工工序、环境等因素影响较大,设备工艺控制方法急需优化。目前,研究人员针对卷烟工厂中烘梗丝水分优化进行了较多分析与改进。张福新等利用神经网络算法对烘梗丝机出口水分控制进行优化,测试发现烘梗丝机过程控制预测均方误差小于0.1%,标准差(Standard Deviation,SD)值提高70%,能有效预测烘梗丝机出口水分、实现控制模型的收敛,提升出口水分控制的稳定性[1]。余佑辉等以梗丝的水分质量指标为导向,对设备性能进行改进与创新,研制一种隧道式烘梗丝机风门自动调节装置,可达到稳定和提升产品质量的目的[2]。梁文斌采用单因子方差分析、回归分析等分析方法,分析烘梗丝工序的工艺参数、切丝宽度、来料含水率、STS 工作蒸汽压强、蒸汽喷射量对“水分倒挂”的影响[3]。任志军等提出了一种基于模糊控制和比例-积分-微分(Proportional Integral Derivative,PID)控制相结合的模糊PID 控制策略[4]。赵静芬等在单因素试验的基础上,利用响应曲面法的中心复合表面设计,对CTD(COMAS Tower Dryer)烘梗丝工艺参数进行优化分析[5]。文章基于HDT 气流式烘梗机的PID 控制系统进行优化改进,围绕各项设备参数、工艺流程设计等方面进行优化,进一步提升烘梗风选出口水分的稳定性和合格率。
1 材料与方法
1.1 材料、仪器与设备
ZL 牌梗丝及对应的配方材料,在线红外水分仪、烘箱、电子秤,3 000 kg·h-1梗丝生产线、HDT 烘梗丝机(HAUNI)、就地风选机。
1.2 HDT 气流式烘梗机进料装置密封系统
HDT 气流式烘梗机进料装置密封系统主要由筒体、固定设置在筒体两端的盖板、设置在筒体内的转轮组成,如图1 所示。通过在相邻的转轮片之间设置挡板,以及设置连通盖板内侧的压缩空气管道,实现进料密封系统的轴向密封,从而避免物料进入转轮片与盖板之间的间隙内而被挤压成团,同时防止物料进入侧隙以保证物料加工质量。通过设置不同的挡板间距和压缩空气压力,即可改变梗丝结团情况。
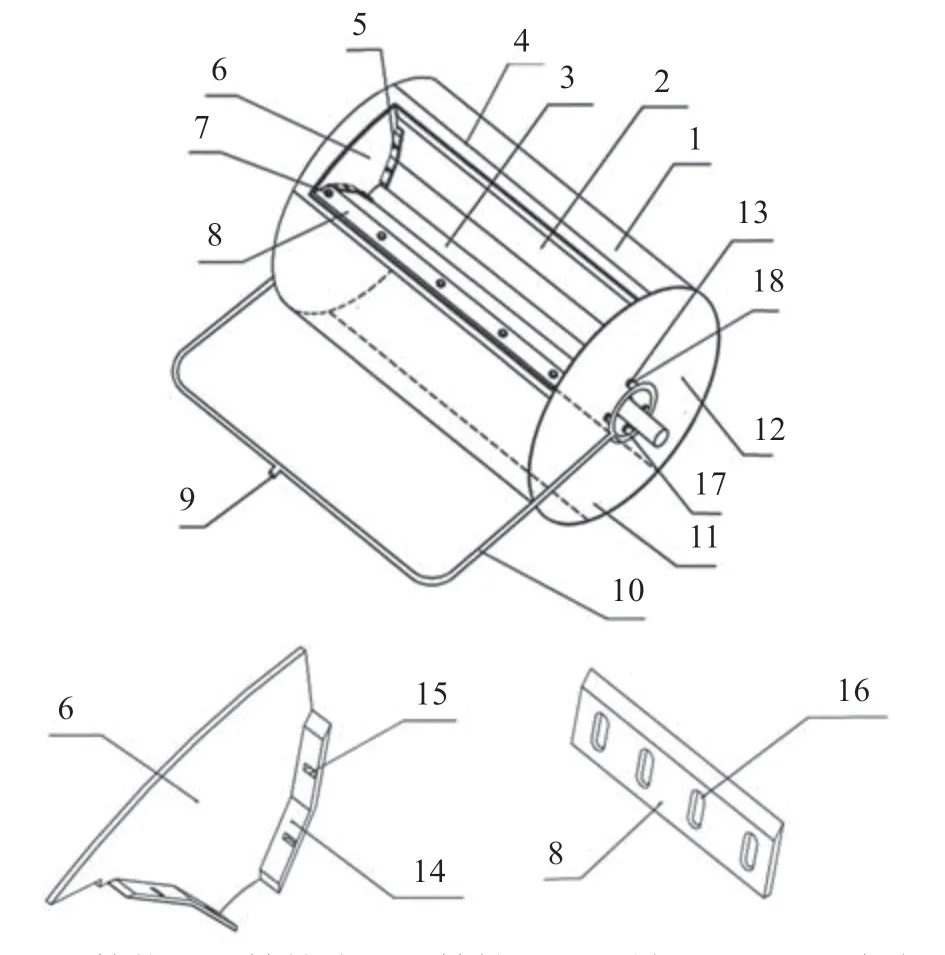
图1 HDT 气流式烘梗机进料装置密封系统结构图
1.3 试验设计
生产流程包括投料、水洗梗、一级贮梗、光电除杂、一级蒸梗、二级贮梗、二级蒸梗、压梗、切梗、梗丝加料、梗丝干燥及梗丝风选。
首先,通过失效模式与影响分析(Failure Mode and Effects Analysis,FMEA),分析筛选影响烘梗风选出口水分的关键因素,并利用工艺原理分析与双因子方差分析、单因子方差分析、双样本T 检验等试验设计方法相融合,确定实际影响较大的参数进行优化。
其次,基于HDT 气流式烘梗机的PID 控制系统进行优化改进,利用因子分析、响应曲面法、全因子实验设计等工具方法,围绕模拟水量、物料流量、跟随系数、工艺蒸汽压强、进料装置侧隙等方面进行研究,优化HDT 气流式烘梗机的控制模式和参数。
第一,模拟水量的试验设计。将模拟水量作为HDT 烘梗机的重要设备参数,模拟梗丝进入生产的状态。模拟水量设置的参数与梗丝实际状态不一致时,将会影响设备的调控,影响烘梗料头的水分控制。根据生产情况,确定模拟水量在520~650 L·h-1进行优化设置,因此设定模拟水量的水平为520 L·h-1、560 L·h-1、610 L·h-1、650 L·h-1,每个水平测量4 次。
第二,烘丝物料流量与跟随系数的试验设计。跟随系数设置不合理,进入HDT 内梗丝密度和去水效果不一致,导致烘梗水分波动。为了保证流量的稳定性,对入口电子秤进行调整,降低计量管压辊高度,优化跟随系数,提高送料的连续性。采用全因子试验设计方法,分别确定计量管压辊高度和跟随系数,各因子的水平见表1。
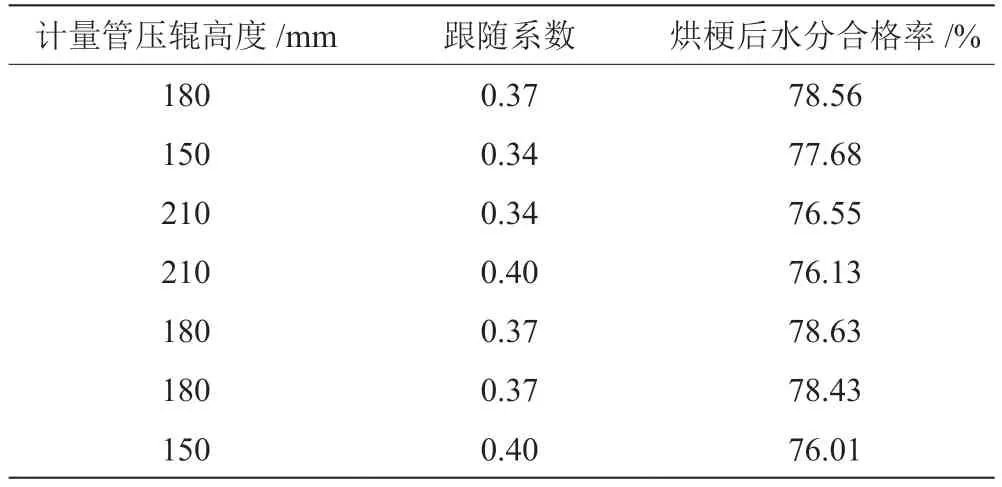
表1 物料流量、跟随系数与烘梗后水分合格率的数据表
第三,工艺蒸汽压力的试验设计。工艺蒸汽压强的大小会影响生产阶段蒸汽流量波动,蒸汽施加不均匀,将会导致烘梗水分不均匀、不稳定。根据生产情况,确定工艺蒸汽压强在3.8~6.5 kPa 进行优化设置,设定工艺蒸汽压强的水平为3.8 kPa、4.7 kPa、5.7 kPa、6.5 kPa,每个水平测量4 次。
第四,进料装置侧隙的试验设计。梗丝厚度仅有0.10~0.13 mm,容易进入烘梗进料装置侧隙,通过堆积、挤压后结团,导致烘梗来料不均匀稳定。风选风门开度决定了风力大小,剔除梗签梗头、结团对出口水分仪水分检测有影响。因此,设计进料装置密封系统,基于该系统两侧增加可调节的挡板,在挡板侧隙内注入空压气,形成完整的密封系统,为确定进料装置侧隙和压缩空气压强最佳值,进行全因子试验,各因子的水平见表2。

表2 烘梗进料装置侧隙与压缩空气压强的全因子实验设计表
最后,进行烘梗风选出口水分的合格率、过程稳定性、标准偏差等指标的验证。
2 结果与分析
2.1 烘梗丝模拟水量对烘梗出口水分合格率的影响
根据实验数据,建立回归方程拟合曲线,得到烘梗后水分合格率(y)与模拟水量(x)回归方程为y=-43.23+0.397 9x-0.000 33x2。根据拟合方程及图2,求得当模拟水量为603 L·h-1时,可使烘梗后水分合格率达到最大值为76.70%。

图2 烘梗出口水分合格率的拟合线图
2.2 烘丝物料流量与跟随系数对烘梗出口水分合格率的影响
将实验分析结果表1 数据输入响应优化器中,得到最佳点。图3 中的响应变量曲面图结果可以看出,当计量管压辊高度为176 mm、跟随系数为0.36 时,烘梗出口水分合格率理论上可以达到最大值78.61%。但考虑到生产过程中的可操作性,最优点取整,将计量管压辊高度最优值定为176 mm,跟随系数定为0.36。

图3 烘梗后水分合格率与跟随系数、计量管压辊高度响应变量曲面图
2.3 工艺蒸汽压强对烘梗出口水分稳定性的影响
建立回归方程拟合曲线,得到烘梗后水分合格率(y)与工艺蒸汽压强(x)回归方程为y=52.85+10.12x-0.892 8x2。根据该方程,求得当工艺蒸汽压强为560 kPa 时,可使烘梗出口水分合格率达到最大值,为81.52%。
2.4 烘梗进料装置侧隙对烘梗出口水分稳定性的影响
将实验分析结果表2 数据输入响应优化器中,得到最佳点。图4 中的响应变量曲面图结果可以看出,当进料装置侧隙调整为5.2 mm、压缩空气压强调整为32 kPa 时,烘梗风选出口水分合格率理论上可以达到最大值82.95%。
2.5 烘梗风选出口水分稳定性验证
由于HDT 烘梗丝机后直接连接就地风选机,通过对烘梗水分合格率的提升,有效优化了烘梗风选出口水分合格率和稳定性,验证2 个月的烘梗风选出口水分合格率数据为98.77%、标准偏差值为0.189 9%。

图4 烘梗后水分合格率与压缩空气压强、进料装置侧隙响应变量曲面图
3 结语
采用回归分析,确定设置模拟水量603 L·h-1,减小料头控制过程的波动。通过全因子试验调节螺杆,将计量管压辊高度调整为176 mm,设置跟随系数为0.36,提升电子秤皮带速度,尽量保证送料的连续性,优化烘梗来料和水分控制的稳定性。采用回归分析,设置工艺蒸汽压强为560 kPa,减少蒸汽波动,均匀施加蒸汽,提升烘梗水分均匀性。设计了新式HDT气流式烘梗丝机进料装置,在原进料装置的基础上增加了气锁挡板,并在侧隙通入空压气,通过全因子试验结果,将侧隙调整为5.2 mm,压缩空气压强设置为32 kPa。改进措施实施后,烘梗风选水分的标准偏差由0.221 0%降低至0.189 9%,过程合格率均值由96.30%提高到98.77%,有效提升烘梗风选出口稳定性。
