圆柱锂电池铝极耳超声波点焊工艺研究
2024-01-16雷纪星张晓光
雷纪星,张晓光,汪 炜
( 南京航空航天大学机电学院,江苏 南京 210016 )
随着制造业努力应对能源危机和环境污染,现代工业正在转向绿色发展和环境保护。 环保问题日益凸显,新能源电池产业受到高度关注[1]。 圆柱锂离子电池是当前3C、 动力和储能领域的代表性产品,广泛应用在各类电子设备中。 在圆柱锂电池的生产制造中,各结构间的连接工艺尤为重要,电池的正极通常采用铝极耳,电池极耳和盖帽引片之间通过焊接相连接,连接质量将直接影响到电池的性能[2]。传统的焊接方法有激光焊接、电阻焊等。 电阻焊的焊接效率较低,焊接后的机械强度难以保证;激光焊接产生的热变形较大,焊接区的导电性也会受到影响[3]。
超声波点焊是一种固相焊接技术,相较其他焊接方法,具有高效、低能耗和绿色环保等优点,是目前连接圆柱锂电池极耳、 盖帽引片的最好方式,它能够通过高频声波在很短时间内实现两金属薄板件的融合。
超声波焊接的工艺参数包括焊接压强和焊接时间等。Ni 等[4]分析了铝金属超声波焊接整体过程,通过机械性能、显微组织、焊缝界面状态和应力分布等评测标准概述了焊接过程的各影响因素;Shin等[5]通过分析点焊区域的微观结构和断裂模式,发现控制焊接能量,避免焊接不足和过焊,有助于提高焊接质量;Michael 等[6]建立起了超声波焊接强度和接头电阻间的等效响应关系,通过研究超声波焊接的力学性能和接头电阻,确定了最佳焊接参数组合和Al-Cu 异种金属焊接质量的预测方法。
综上所述,目前对于超声波焊接的相关研究集中在单一焊接过程的结构、性能分析,对锂电池应用中的超声波焊接机制研究较少,针对圆柱锂电池极耳、盖帽引片的超声波焊接缺乏相关研究。 本文采用不同的超声波点焊工艺参数焊接的圆柱锂电池极耳和盖帽引片,通过测试极耳拉剪力、电池循环测试后的极耳拉剪力等极耳性能,研究了点焊工艺参数和焊接质量间的关系。
1 焊接过程的有限元仿真分析
1.1 有限元模型的建立
利用COMSOL 建立三维有限元模型,模拟超声波焊接时电池极耳的温升和形变。 仿真模型中涉及的组件包括超声波焊头、电池极耳、盖帽引片和砧座。其中,电池极耳长27 mm,宽4 mm,高0.17 mm,极耳和盖帽引片焊接时搭接部分为4 mm×8 mm 的矩形区域。 砧座的上表面长20 mm, 宽40 mm,高20 mm。超声波焊头的结构较为复杂,焊头主体底面边长为4 mm 的立方体,在下表面均匀分布有25 个金字塔形的四棱锥尖角,见图1。四棱锥尖角的长宽高均为0.5 mm。 Feng 等[7]的研究表明,焊头上的金字塔型尖角有利于焊接时金属材料的塑性流动,从而增大超声波焊接的强度,提高焊接质量。
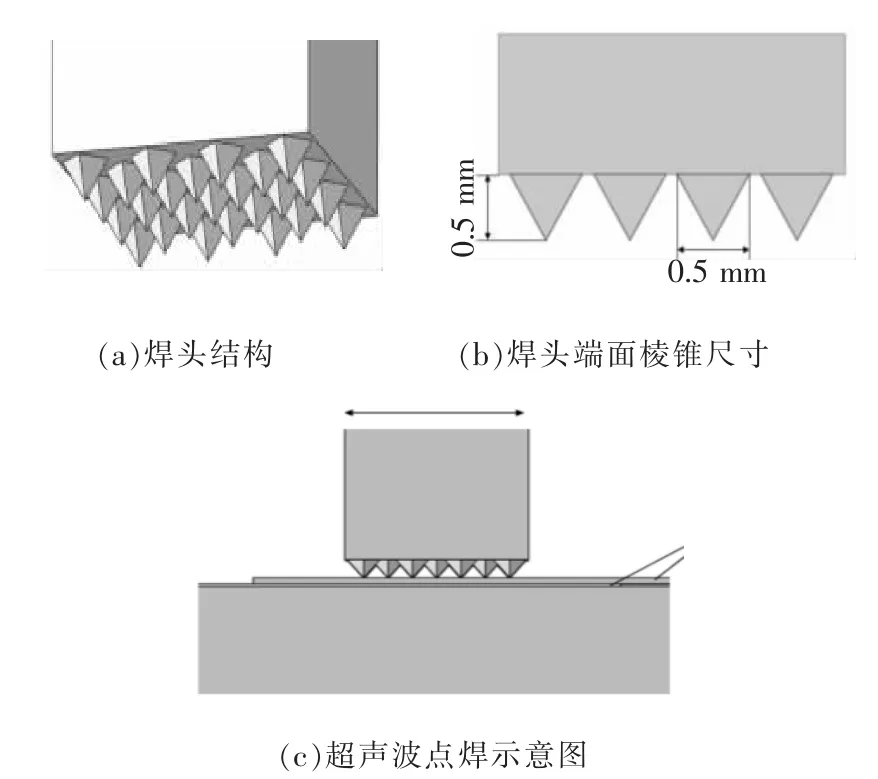
图1 超声波结构尺寸及焊接示意图
超声波焊接过程模型为对称结构, 为简化运算,实际模型只需分析一半结构。 模型中的极耳结构尺寸较薄,且焊接过程发生在极耳表面,因此热传导和温度变化主要集中在焊接工件上的焊接区域;焊头和底座的导热系数相对较小,且由于焊接时间极短,焊头和底座传热较少,在焊接过程中温度变化和形变量很小。
实际焊接中极耳工件采用的材料为LG5 超纯铝,密度为2 700 kg/m3,泊松比为0.33[7]。 铝的热导率、热膨胀系数、屈服强度和弹性模量力学性能见图2, 其中铝材料的弹性模量和屈服强度随温度的升高而降低,热膨胀系数和热导率随温度升高而增大。 未处在节点的力学参数根据已有参数采用线性插值法进行计算。

图2 铝的力学参数
超声波点焊过程中,热源包括摩擦产热和铝片塑性变形产热,摩擦产热和塑性变形产热的热通量可表示为[8]:
式中,qf为焊接过程的摩擦产热;qp为极耳塑性变形产热;μ 为摩擦系数,由于摩擦产热的热源有极耳和焊头、砧座之间的表面摩擦、极耳和盖帽引片之间的表面摩擦, 摩擦系数要根据摩擦表面选不同的μ值;f 为焊头简谐振动频率;Af为摩擦表面的面积;σs为铝片材料的屈服强度;ξ 为焊头的振幅。
本文采取热-力场间接耦合的方式进行了热力学仿真模拟,仿真过程中的加载条件和边界条件见表1。其他焊接参数设置为:环境温度为25 ℃,模型各部分与环境的对流换热系数为15 J/(m2·℃)[5],焊接振幅为50 μm。

表1 加工参数表
1.2 焊接时间对焊接过程的影响
图3 为不同焊接时间下,焊接模型的温度场有限元分析结果,图中可见焊接过程各部分温度分布情况,焊接时间分别为0.02 、0.03、0.04 、0.05 s。 由图3 可知,随着焊接时间的增加,极耳表面最高温度不断增大,热影响区的范围也不断扩大。 热影响区集中在焊头尖端和工件的接触面附近区域,越远离焊头尖端区域温度变化越小。

图3 不同焊接时间的温度场分布
当焊接时间为0.02 s 时,焊接区域的最高温度达到459 ℃,位于焊头尖端中心区域,不同焊头尖端下的高温区域相互独立,焊接平面整体的温度相对较低(图3a);当焊接时间为0.03 s 时,焊接区域的最高温度达到525 ℃,随着焊接时间的进一步增加,焊接区域的最高温度进一步升高,极耳表面的高温区域进一步扩大(图3b);当焊接时间为0.04 s时,焊接区域的最高温度达到551 ℃,焊接区域的温度分布呈近似的椭圆形[9],从焊头尖端向四周扩散,焊接区域整体的温度较为均匀(图3c);当焊接时间为0.05 s 时,焊接区域的最高温度达到574 ℃,铝的屈服强度随温度升高而减小[10],此时的最高温度达到铝熔点的87%,极耳的热应力和塑性变形也在超声点焊的作用下达到最大(图3d)。当焊接时间0.04 s 时, 焊接区域最高温度为铝金属熔点的85%左右,温度分布较为均匀,温度达到超声波焊接的要求[11],继续增大焊接时间不利于降低能耗和提高效率,且焊接时间的增大会带来焊接区域热应力和塑性变形量的提高。
如图4 所示,在焊接开始后0.02 s 由于焊接过程摩擦产热,极耳表面的温度快速增长;随着焊接的进行,工件中心和环境的温差增大,工件通过热传导散热,焊接表面最高温度的增长速率减小[12]。

图4 焊接中心区域温度随时间变化曲线
1.3 焊头压强对焊接过程的影响
固定其他焊接条件不变,图5 为不同焊接压强下,极耳表面各点形变量的分布情况,焊接压强分别为0.2、0.3、0.4、0.5 MPa。从图5 可知,受到焊头的压力和高频振动的综合作用,极耳表面形变主要集中在焊头尖端,形成网格状的高低起伏,在焊接后上下两工件相互啮合,一定程度上有利于提高焊接强度[13]。 从图5 可见,随着焊接过程焊头压强的增大,极耳表面的最大形变量逐渐增大。 当焊接压强为0.2 MPa 时,极耳表面最大变形量为0.08 mm;当焊接压强提高到0.5 MPa 时, 极耳表面最大变形量为0.18 mm。随着焊接压强的增大,金属材料的相互流动增加,促进了焊接界面的结合[14]。

图5 不同焊接压强的工件变形图
图6 是焊接表面最大形变量和焊头压强呈线性的关系。由于焊接区域厚度为0.34 mm,当焊头压强大于0.4 MPa 时, 极耳表面的最大型变量超过0.14 mm,总厚度的减少量超过40%,这会严重降低连接处的强度和使用寿命[15]。 焊接时焊头压强应当在适当的范围内,综合分析当压强为0.3 MPa 时,可获得更高的焊接质量。

图6 焊接表面最大形变量随焊头压强变化图
综上所述, 根据超声点焊的仿真结果分析,焊接时间为0.04 s,焊头压强为0.3 MPa 时,焊接区域的温度和应变量都为较理想的结果,此焊接参数下能得到较高的焊接强度。
2 试验方法
2.1 试验平台
焊接采用科晶公司超声波焊接系统 (型号:MSK-800 W),焊接功率为50~800 W,焊头端面形状为4 mm×4 mm 的正方形, 焊头的齿为四棱锥形状,焊接底座为平面。 焊接工件选用材质为1050 铝片,尺寸为5 mm×65 mm×0.1 mm,极耳和盖帽引片的搭接区域长度为8 mm。 超声波焊接机的主要调节参数为焊接压强和焊接时间,这也是对焊接质量影响较大的两个因素。 在设计焊接试验中,将焊接的超声功率设置为50 W, 改变焊接压强和焊接时间进行试验。
2.2 极耳性能测试
采用艾德煲HLD-1K 拉力机来对焊接后的试样做拉剪力测试。 试验时,取焊接好的极耳试样,根据不同焊接时间和不同焊接压强分组,每组取三个试样测试拉剪力,取三组试验的平均值作为该组测试参数下的拉剪力[16]。
每个焊接试样由铝极耳和盖帽引片焊接而成,做拉剪力测试时,用拉力机的两夹具分别夹在焊接后的金属带两端,设置拉力机的拉伸速度1 mm/min进行试验。 试验进行时,拉力机的夹具夹持在试样的两端,两端拉力呈180°方向,以均匀的速度进行拉伸直至焊接试样被加载到失效状态。 测试过程见图7。试样两端施加载荷直至焊接失效,过程中的最大拉力即为测试得到的拉剪力。

图7 拉剪力测试图
测试过程中, 由于试样中心部分是偏心的,施加的载荷实际上并不处于一条直线(图8)。 因此在测试试样时,焊接区域受到拉力和剪切方向上力的组合,该测试得到的结果称为拉剪力[17]。

图8 拉剪力试验试样示意图
2.3 圆柱电池循环后测试极耳性能
采用不同的工艺参数焊接极耳和盖帽引片,并制作18650 圆柱电池,进行循环测试。 分别在电池充放电50 圈、100 圈和200 圈后对其进行拆解,对极耳焊接处进行拉剪力试验,测试电池循环后的极耳焊接强度,电池极耳和盖帽引片焊接前后及循环测试所用的圆柱电池见图9。
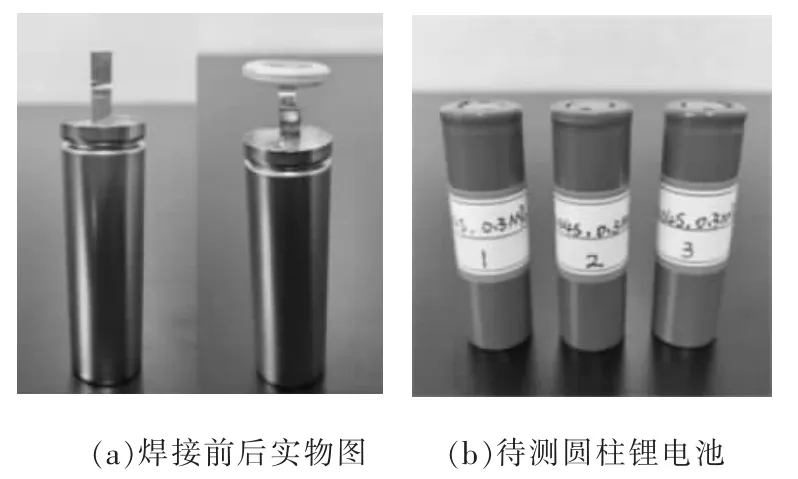
图9 测试用圆柱锂电池
3 试验结果及过程
3.1 焊接时间的影响
设置焊接压强为0.3 MPa,焊接频率为20 kHz,焊接时间分别为0.02、0.03、0.04、0.05 s 时,焊接的拉剪力见图10。

图10 焊接时间对拉剪力的影响
由图10 可知,当焊接时间为0.04 s 时,焊接后极耳的拉断力达到最大值。 结合图3 的仿真结果分析,当焊接时间较短时,焊接区域的中心温度较小,金属键合较差,因此焊接强度较低;随着焊接时间增大,焊接区域的变形量逐步增大,所以焊接时间过长也不利于提高焊接质量。
3.2 焊接压强的影响
设置焊接时间为0.04 s,焊接频率为20 kHz,焊接压强分别为0.2、0.3、0.4、0.5 MPa 时,焊接的拉剪力见图11。
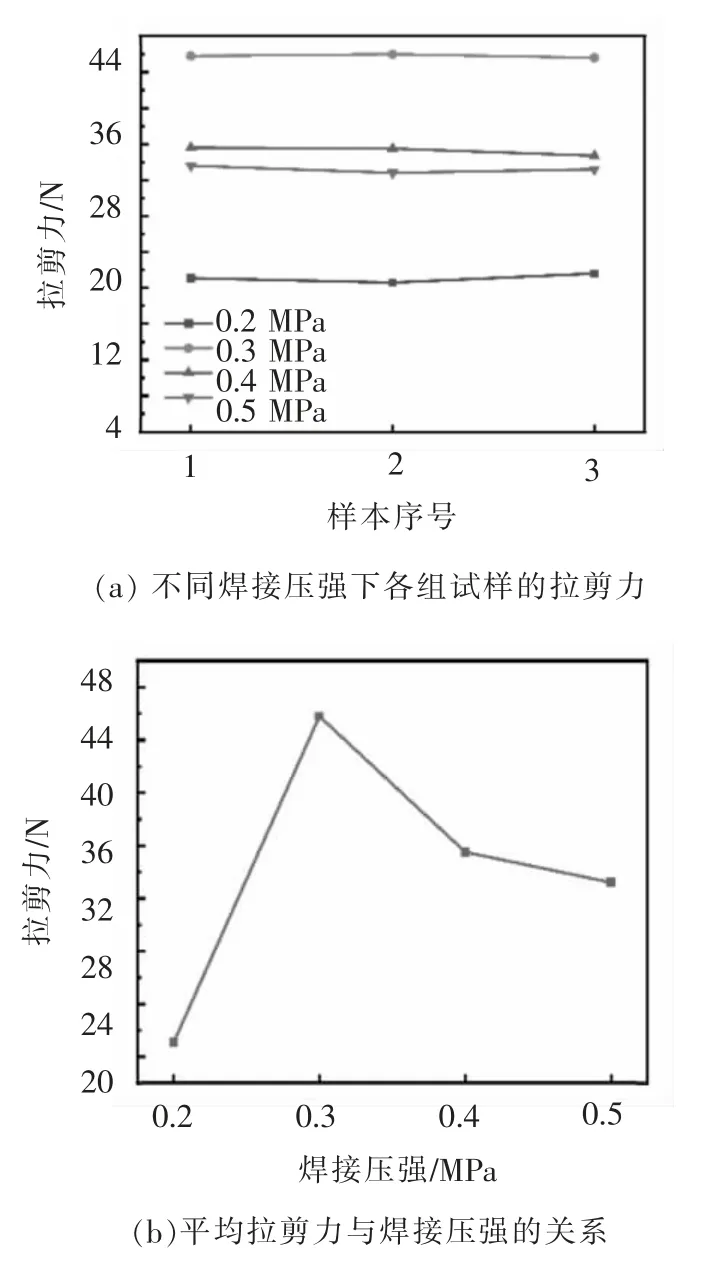
图11 焊接压强对拉剪力的影响

图12 循环测试后的拉剪力变化
由图11 可知,当焊接压强为0.3 MPa 时,焊接后极耳的拉断力达到最大值45.8 N。 结合仿真结果图6 分析,这是由于当焊接压强较小时,超声焊接过程的摩擦力较小,焊接界面的啮合较差,从而导致焊接强度差,拉剪力小;当焊头压强达到0.4 MPa以上时,焊接区域的变形量过大,金属带变薄,导致焊接强度降低。
3.3 电池循环后对极耳进行拉剪力试验
焊接的极耳在电池循环测试过程中受到电解液腐蚀、高温和充电膨胀带来的交变应力等因素的影响, 随着电池循环过程的进行拉剪力逐渐下降。对比不同焊接时间和焊接压强下的测试结果,符合循环测试前的规律。
由试验测试结果可知,当焊接时间为0.04 s,焊头压强0.3 MPa 时, 焊接后试样的拉剪力达到最大值,试验与仿真结果相吻合。
4 结论
本文针对圆柱锂离子电池极耳和盖帽引片的焊接问题,研究了工艺参数对超声波焊接过程的影响,得到了最佳的超声点焊工艺标准。
(1)试验表明,超声波焊接过程中的焊接时间和焊头压强都对焊接质量产生影响,焊接时间过长或压强过大,会造成金属过熔导致过焊;焊接时间过短或压强过小,金属间结合较弱,焊接强度低。
(2)随着超声波点焊焊接压强的增大,焊接时的形变增大,极耳拉剪力先增大再减小,焊接强度随着压强的增大先升高再降低;随着超声波焊接时间的增加,焊接过程的总能量不断增大,焊接强度先升高再降低。
(3) 当焊接时间为0.04 s, 焊头压强0.3 MPa时,焊接效果最佳;同时,此超声波点焊条件下获得的电池极耳在全电池循环测试中可以保持稳定的焊接质量。
