白象山选厂一段球磨机磨矿介质优化研究
2024-01-15常鲁平王荣林李明军梁朝杰杨松付郑思冉
常鲁平 王荣林 李明军 梁朝杰 杨松付 冯 建 王 欢 郑思冉
(安徽马钢矿业资源集团姑山矿业有限公司)
提高磨机利用系数是各大选厂普遍努力的方向[1-2],它受磨矿工艺[3-4]、磨机参数[5]、装补球制度[6-9]、磨矿浓度、给料性质等因素影响。关于这方面的研究,目前,我国处于国际先进水平,主要表现在钢球尺寸精确计算公式的创立、球磨机破碎统计力学原理研究的突破、选择性磨矿技术的系统化发展、磨矿介质与选矿指标的关联性研究等方面[10-11]。
马鞍山白象山选厂采用两段闭路磨矿工艺,第一段磨矿由φ3.6 m×6.0 m 球磨机与旋流器组成闭路,第二段磨矿由φ4.6 m×7.5 m 球磨机与旋流器、高频细筛组成闭路[12-13]。目前,一段磨矿磨机利用系数为2.41 t/(m3·h),产品0.074~0.019 mm 含量为30.40%,钢球单耗为1.48 kg/t、电力单耗为27.77 kW·h/t,钢球和电力单耗均较高[14]。从现场主要补加φ60 mm 钢球,仅偶尔补加φ40 mm钢球看,造成一段磨矿钢球及电力单耗较高的原因主要与加球制度不合理有关。
为提高一段磨矿效率,降低选厂球耗和电耗,在现场开展大量研究的基础上[12,15-17],围绕一段磨矿介质开展了系统的优化研究。
1 试验原料、装置与方法
1.1 试验原料
试验用原料为白象山选厂正常生产运行时所取一段球磨机给矿、排矿和旋流器沉砂与溢流,烘干、混匀后用于实验室试验。
1.2 试验装置及方法
实验室磨矿试验在φ240 mm×300 mm 球磨机中进行,磨矿试样由+0.5 mm 原矿与一段旋流器沉砂按1∶6.76的比例配制而成,每份试样1.5 kg,球磨机装球(详见表4)23.45 kg,单次磨矿时间465 s,磨矿浓度78%,控制磨矿产品-0.074 mm 在68%~72%(与现场相当)。
扩大试验在φ450 mm×450 mm 球磨机中进行,装球97.7 kg,充填率36%,磨矿试样由+0.5 mm原矿与一段旋流器沉砂按1∶6.76 的比例配制而成,每份试样10 kg,单次磨矿时间25 min,控制磨矿产品-0.074 mm在68%~72%。
工业试验直接在白象山选厂进行。
2 实验室试验
2.1 矿石力学性质测定
白象山选厂原矿力学性质测定结果见表1。
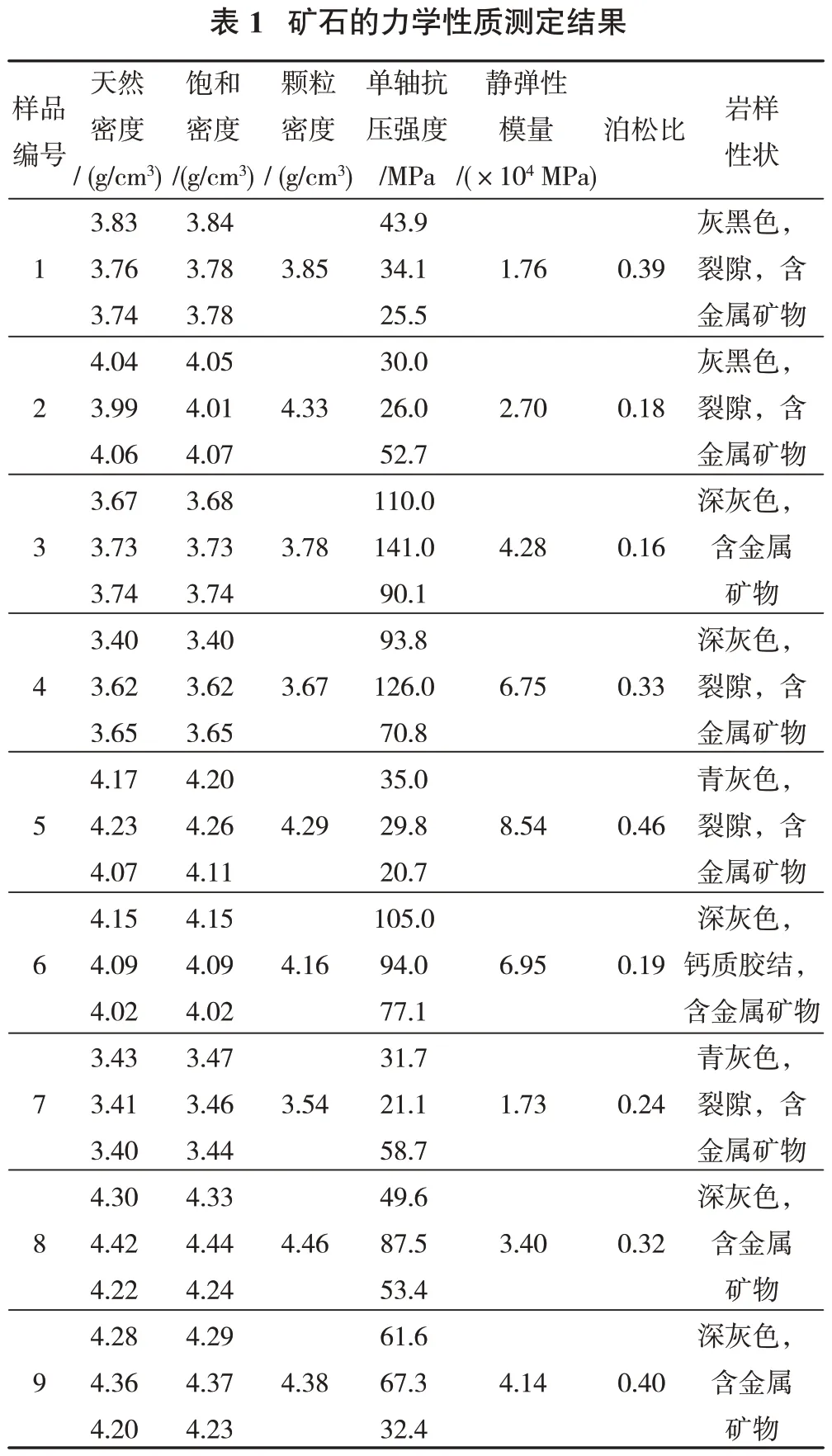
从表1 可知:①矿石最大密度4.42 g/cm3、最小3.40 g/cm3、平均3.93 g/cm3,密度较大,在磨矿分级过程中易沉积在浆体底部,易产生过粉碎;②矿石普氏硬度系数最大14.1、最小2.07、平均6.18,软硬分布不均匀,整体属于中等硬度矿石;③弹性模量最大8.54、最小1.73、平均4.47,部分矿石脆性较大;④矿石泊松比最大0.46、最小0.16、平均0.30,总体表现为韧性较大。因此,在实验室确定钢球制度时,既要考虑密度大的矿石易离析,也要考虑少量矿块硬度大、高韧性、较难磨的特点,同时要兼顾部分脆性矿石的存在。
2.2 一段磨矿循环产品粒度测定
根据选厂提供的有代表性矿样,测定的一段磨矿循环各产品的粒度组成见表2。
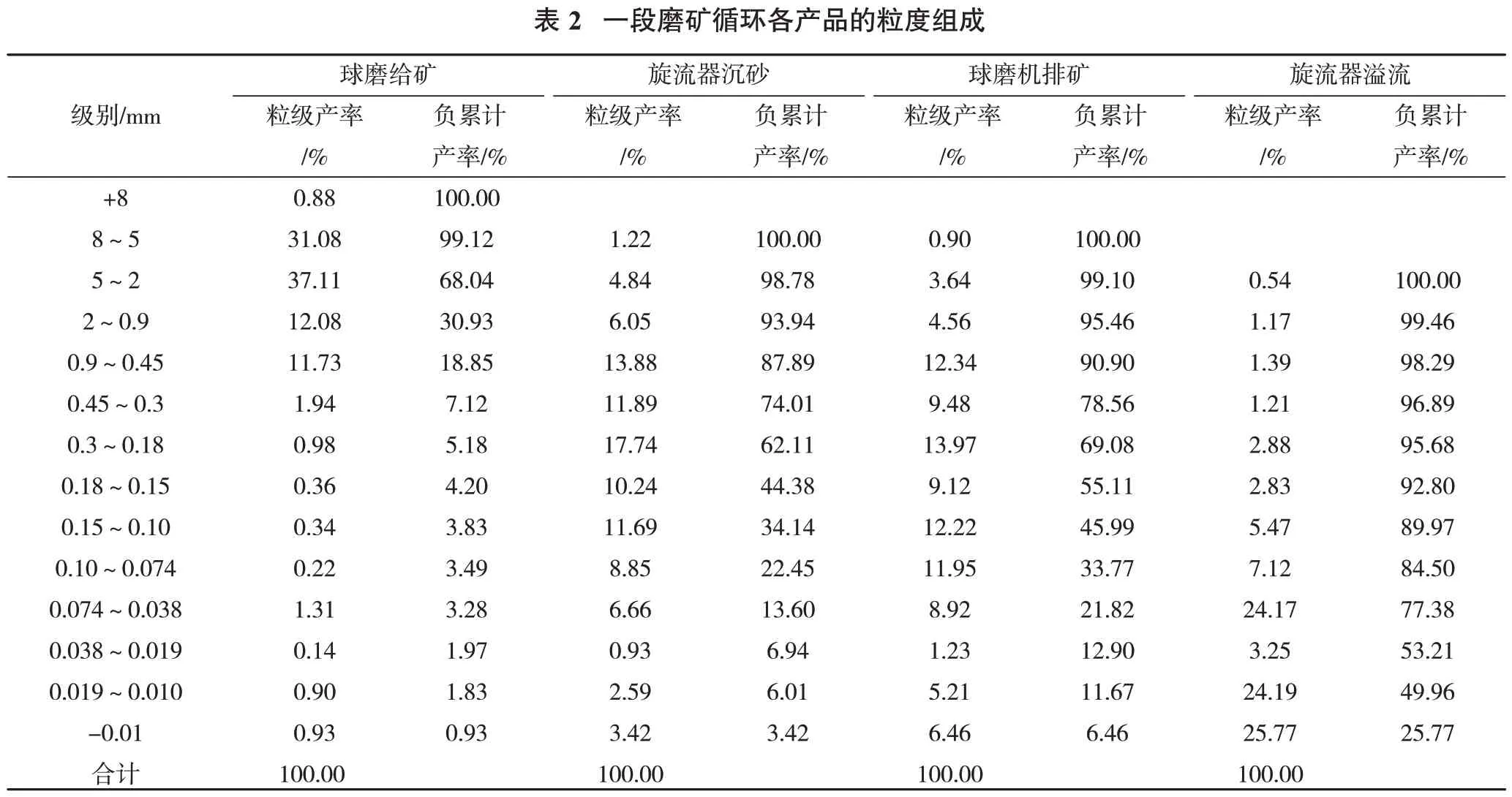
从表2 可知:①球磨给矿P95约7.60 mm、-0.074 mm3.28%,粒度偏粗、粉矿较少;②旋流器沉砂P95约2.66 mm、-0.15 mm34.14%,沉砂粒度较粗,旋流器分级效率偏低,致使沉砂-0.15 mm 含量较高;③球磨机排矿P95约1.89 mm,返砂+0.15 mm 65.86%,按返砂比676%计的全给矿+0.15 mm69.76%,而排矿+0.15 mm54.01%,经过磨矿减少15.75 个百分点,故磨机磨碎+0.15 mm 粒级效率仅22.58%;给矿-0.074 mm3.28%,返砂-0.074 mm13.60%,按返砂比676%计的全给矿-0.074 mm12.27%,而排矿-0.074 mm21.82%,则一次性生成-0.074 mm9.55 个百分点,其中-0.019 mm产率占-0.074 mm的53.48%;④旋流器溢流-0.074 mm77.38%、-0.019 mm49.96%,-0.019 mm 粒级产率占-0.074 mm产率的64.56%;-0.010 mm产率占-0.074 mm 产率的33.30%,过粉碎现象明显;分级量效率45.70%、质效率41.98%,均偏低;一段返砂比676%,循环负荷偏大;产品特性不好是球径配比不合理造成的。因此,确定合理的球径配比非常必要。
2.3 球磨机初装球及补加球配比实验室试验
2.3.1 球磨机最大钢球尺寸的确定
根据国内外通用的球径半理论公式确定的白象山选厂一段球磨机最大钢球尺寸57 mm,故取60 mm为最终确定的最大球径。
2.3.2 球磨机初装球比确定
研究依据矿石的粒度组成来确定配球,按球磨机新给矿与旋流器沉砂质量比1∶6.76,将球磨全给矿分为5 个粒级:+2、2~0.45、0.45~0.3、0.3~0.15、-0.15 mm。要求磨矿产品-0.074 mm70%以上,最后得出确定的初装球比见表3。

从表3可知:采用精确化装补球方法确定的球磨机初装球级配φ60、φ50、φ40、φ30 mm 质量比为20∶30∶15∶35。
为了进行充分的比较选择,另外选取与计算结果相比总体球径偏大(φ60、φ50、φ40 mm 钢球质量比为30∶40∶30)和偏小(φ50、φ40、φ30 mm 钢球质量比为30∶40∶30)各1组初装球配比进行试验。
根据初装球级配制作的累计比例曲线(图1)可知,在不添加球的情况下,磨矿将导致钢球实际级配累计比例曲线向左下方移动,为维持装球级配累计比例曲线不移动,添加球级配累计比例曲线则需以初装球级配累计比例曲线向右上平移获得,对应φ60、φ50、φ40 mm 添加球的配比为50∶15∶35(图1),试验采用的球磨机钢球初装及补加球配比见表4,根据这7组配比进行相同条件下的磨矿效果对比试验,以最佳的磨矿效果确定最佳的初装球比和添加球。


2.3.3 球磨机磨矿试验
按表4 所列初装球及补加球级配进行实验室试验,表征磨矿产品粒度特性的数据见表5,其中不合格粗粒级(+0.15 mm)产率用于判明有效磨碎的情况,可选级别(0.15~0.01 mm)产率用于判明中间可选级别的生成情况,易选级别(0.074~0.019 mm)产率用于判明易选级别的生成情况,过粉碎级别(-0.01 mm)产率用于判明过粉碎情况,-0.074 mm粒级产率用于判明磨机生产能力的大小。

从表5 可知:①偏大配比情况下,+0.15 mm 产率最高,这是因为整体平均球径过大,在同等充填率下,钢球个数偏少,能有效磨碎粗颗粒的概率也减少;②偏小配比情况下,由于整体平均球径偏小,在同等充填率下钢球个数多,研磨面积大,使得该配比-0.074 mm 产率最高,但同时过细级别-0.01 mm 产率也最大;③推荐钢球初装配比情况下,因其冲击、研磨力较合理,可选级别0.15~0.01 mm 产率比偏小配比高0.82 个百分点,易选级别0.074~0.019 mm 产率较偏大初装及偏小初装配比分别提高5.50 和1.25个百分点,-0.074 mm 产率比偏大初装配比提高8.57个百分点;④以推荐初装配比为基础,确定推荐补加配比,磨矿细度-0.074 mm 产率较现场补加方案提高12.94 个百分点,中间可选级别0.15~0.01 mm 产率较现场补加1、现场补加2、现场补加3 配比情况下高3.65、0.48、0.35 个百分点,易选级别0.074~0.019 mm产率较现场补加1、现场补加2、现场补加3 配比情况下高5.94、1.11、0.62 个百分点,同时-0.01 mm 产率较现场补加3配比情况下下降1.80个百分点。因此,磨机的最终初装球φ60、φ50、φ40、φ30 mm 质量配比为20∶30∶15∶35,补加球φ60、φ50、φ40 mm 质量配比为50∶15∶35。
2.4 球磨机磨矿补加球配比扩大试验
按表4所列的补加球配比进行扩大球磨试验,表征磨矿产品粒度特性的数据见表6。

从表6 可知:扩大试验结果与小型试验结果基本一致,推荐补加配比情况下,因其冲击力较为精准,+0.15 mm粒级产率比现场补加配比1情况下降低3.18 个百分点,0.074~0.019 mm 粒级产率较现场补加1、现场补加2、现场补加3、配比分别提高6.29、2.12、1.43 个百分点,-0.074 mm 粒级产率较现场补加1 情况下提高3.44 个百分点,-0.01 mm 粒级产率较现场补加2、现场补加3 情况下分别下降1.80、2.02 个百分点。
2.5 球磨机最佳充填率试验
理论上现场一段磨矿36%的充填率偏低。为了验证充填率对磨矿效果的影响,以一段推荐初装球配比进行了不同充填率试验,结果见表7。

从表7 可知:随着充填率的提高,破碎粗颗粒的能力增强,+0.15 mm 粒级产率降低,-0.074、0.15~0.01、0.074~0.019 mm 粒级产率均总体上升,过粉碎粒级产率总体小幅增加。综合各项指标,认为适宜的充填率为38%。
3 工业试验
现场于2021 年11 月对一段球磨机按推荐方案补加钢球,2022年2月底一段球磨机磨矿介质基本达到推荐钢球级配状态,充填率达38%左右,并将一段球磨磨矿浓度由75%左右下调至70%左右,并进行了优化前后的一段磨矿系统考察,结果见表8。
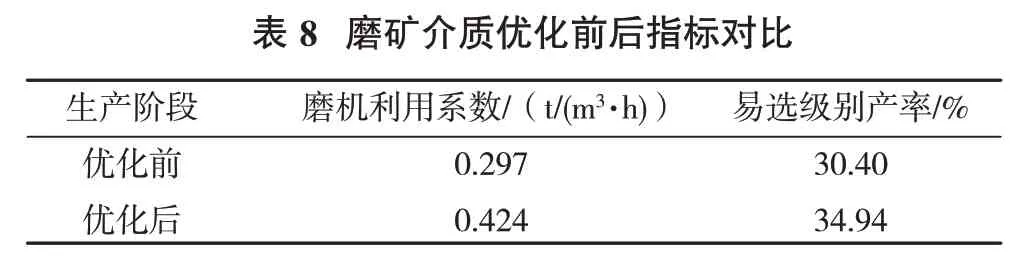
从表8可知:现场一段磨矿介质优化后磨机利用系数提高42.76%,易选级别产率提高4.54 个百分点。进一步的研究表明,单位钢耗降低42.77%、电耗下降6.66%,节能、降耗、提质效果明显。
4 结论
(1)马鞍山白象山选厂的矿石密度较大,易在磨矿分级循环矿浆中下沉,进而易产生过粉碎;矿石软硬分布不均匀,总体属于中等硬度、韧性较大的矿石,部分矿石脆性较大。
(2)实验室试验推荐的一段磨机初装φ60、φ50、φ40、φ30 mm 钢球级配为20∶30∶15∶35,补加球(φ60、φ50、φ40 mm)级配为50∶15∶35,最佳充填率为38%。
(3)现场一段磨矿介质优化后磨机利用系数提高42.76%,易选级别产率提高4.54 个百分点,单位钢耗降低42.77%,单位电耗下降6.66%,节能、降耗、提质效果明显。
