压力容器相控阵超声检查工艺模拟仿真*
2024-01-12邹逸鹏柴玉琨
邹逸鹏,柴玉琨,阳 雷,唐 涛
(中国核动力研究设计院,四川 成都 610000)
0 引 言
反应堆压力容器(RPV)是反应堆的心脏,它在运行中承受着高温、高压、高辐射的交变复杂应力和腐蚀的影响,故其质量对于保障回路系统的完整性至关重要。
笔者提出了一种新型压力容器超声波相控阵检查系统。为确保超声检验工艺满足各型反应堆各部件的检查要求,依据反应堆的设计图,利用CIVA仿真软件,对被检区域进行了超声检测仿真。限于篇幅,仅列出对奥氏体不锈钢反应堆压力容器筒体对接焊缝的仿真过程和结果。仿真结果为超声检测工艺的设计和优化提供了参考。
1 超声检验工艺模拟仿真设置
CIVA仿真软件是由法国原子能机构(CEA)开发的一款用于无损检验的专业仿真平台,具有仿真、成像和分析等功能,能够用来设计或优化检验工艺,可以预测实际的检验能力。其超声仿真支持不同探头、工件和缺陷,并适用于多种检验方法,包括脉冲回波、串列、TOFD和相控阵。
此次仿真主要用到超声的两个模块:Beam computation(声场计算)和Defect response(缺陷响应)。该软件提供了大量的信号处理方法,包括一些常规的以及很多尖端的处理方法[1-4]。
在核反应堆关键部件中,裂纹是最可能发生的一种缺陷形式且是最危险的缺陷形式,故仿真时重点考虑的缺陷类型为裂纹。对于不同的检查部件,裂纹埋藏的位置也有所区别,若在对筒体区域进行仿真时,裂纹埋藏的位置为焊缝内外表面和中部;在对安全端焊缝进行仿真时,裂纹埋藏的位置也为焊缝内外表面和中部;在对接管-筒体焊缝进行仿真时,裂纹埋藏的位置为焊缝熔合线附近;在对法兰面上螺栓孔螺纹进行仿真时,裂纹埋藏的位置为螺纹齿根部位。使用矩形缺陷(Rectangular defect)来模拟裂纹,缺陷尺寸可根据标准测试要求进行设置。
2 压力容器超声检查技术介绍
压力容器自动检查系统如图1所示,该系统采用模块化设计,可根据实际需求更换机械臂前端的视频和超声检查模块;系统中可升降的立柱及三个具备伸缩、旋转和摆动功能的机械臂组合互补,具有极大的运动自由度,可实现灵活全面的路径规划;系统还能适应不同规格尺寸的反应堆压力容器在役检查,具备从压力容器内壁和外壁实施检查的功能。

图1 新型压力容器超声检查系统 图2 相控阵超声检测
一般压力容器的材质为低合金钢,往往采用常规超声检则技术。而对于某些材质为奥氏体不锈钢的特殊压力容器,常规超声检测技术并不理想,需要采用相控阵超声检测技术。
常规超声检测成像只是一维A扫信号(幅值时间),奥氏体不锈钢的粗大柱状晶粒结构会使得超声波在传播过程中产生较大的衰减和散射,造成声束和衰减的各向异性以及声束的偏转,引起较高的本底噪声而使得信噪比大幅度下降。因此采用常规手动超声进行检查时,容易出现漏报误报[5-6]。
相控阵超声检测技术因其对于复杂结构工件的适应性强、对缺陷定位准确等优点而在工业制造领域得到了广泛应用。相控阵超声检则技术利用相控阵技术和计算机软件来控制超声波,结合不同扫查方法,声束可大面积覆盖被测体,得到直观的可记录图像结果。其检测效率、缺陷检出率、定位定里精度等方面都比常规超声更优秀。
相控阵超声探头对试块的检测过程如图2所示。
进行测试研究的试块是参考某大型核电站反应堆压力容器筒体环焊缝及堆焊层的焊接工艺制作的,内部埋藏有若干类型人工缺陷。再结合文中的模拟仿真,可以验证该超声采集系统具备现场检则的能力。
3 奥氏体不锈钢筒体对接焊缝检测仿真
3.1 检验对象
奥氏体不锈钢筒体对接焊缝包括环焊缝和纵焊缝两种,焊缝设计厚度 50~70 mm,检验范围为焊缝及焊缝两侧1/2T范围内热影响区,包括整个厚度范围,焊缝和母材为308L和309L不锈钢材质,纵波声速为5 750 m/s、横波声速为 3 150 m/s。
仿真时近似为各向同性材料,检验对象焊缝示意图如图3所示。

图3 奥氏体不锈钢筒体对接焊缝示意图
3.2 检查工艺
奥氏体不锈钢焊缝组织多为粗大柱状晶体,超声波传播时在晶界发生散射以及波形转换,会引起声波衰减、信噪比和灵敏度下降。
因此,为增加特定检查区域的检测灵敏度,将被检焊缝区域分为近外表面区域和内表面区域两个部分,分区域覆盖被检焊缝,两区域有部分重叠。相应的声场仿真聚焦法则也分为上下两层,以覆盖特定的检查区域。
利用CIVA2016,选择了如表1所列参数的双晶面阵相控阵探头进行了检查,相控阵检查工艺采用上下两层聚焦法则,具体设置如表2所列。

表1 相控阵超声探头参数统计表
表2 检查工艺参数统计表
3.3 声场仿真
将工件模型、探头参数和检测工艺等参数输入CIVA仿真软件中,可以得到工件中声场能量的分布情况。
(1) 自然声场(无聚焦法则)
聚焦法则选择激发探头的全部晶片,不设置延迟法则,自然聚焦,扇扫角度范围纵波45°~60°,一发一收模式,全激发自然聚焦的扇扫声场和主声束角度45°的声场如图4、5所示。

图4 扇扫自然声场(45°~60°L)示意图

图5 主声束自然声场(45°L)示意图
全激发自然聚焦主声束角度45°的声场的声压极大值在深度处83 mm,-6dB声压覆盖深度范围约为44~187 mm,-6dB声束焦柱宽度16.2 mm,焦柱长度约为198.7 mm。
(2) 上层聚焦法则声场(0~15 mm)
上层聚焦法则选择激发部分探头的晶片(16×2),采用深度聚焦FD10,目标检查区域深度范围0~15 mm,扇扫角度范围纵波45°~60°,一发一收模式,全激发自然聚焦的扇扫声场和主声束角度45°的声场如图6、7所示。
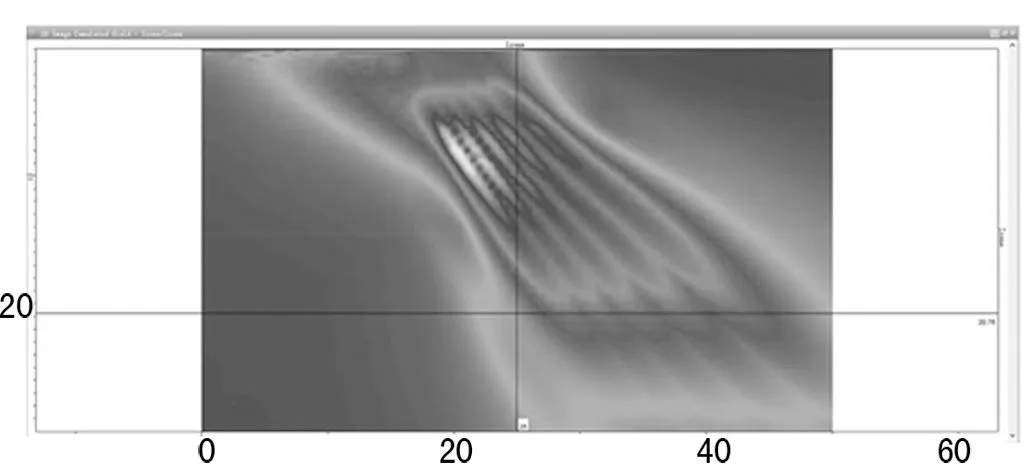
图6 上层聚焦法则扇扫声场(45°~60°L)示意图
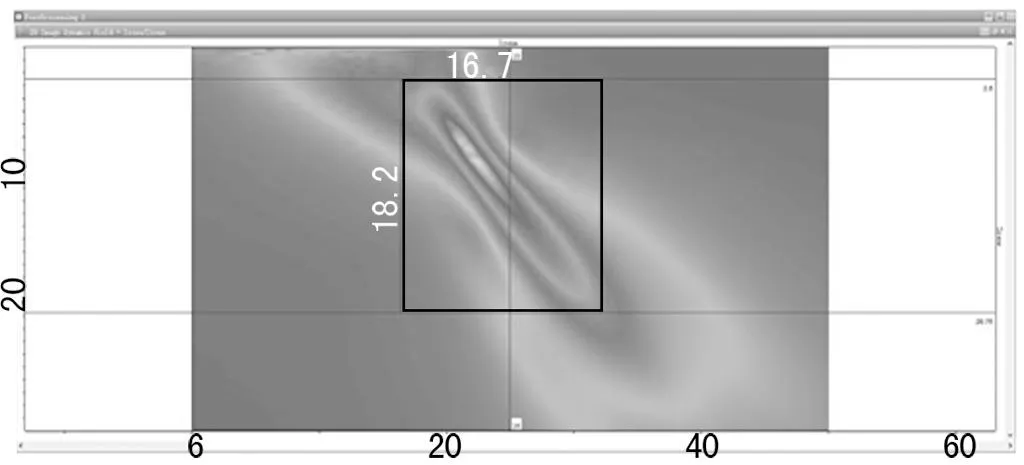
图7 上层聚焦法则主声束声场(45°L)示意图
全激发自然聚焦主声束角度45°的声场的声压极大值在深度处9 mm,-6dB声压覆盖深度范围约为2.5~20.7 mm,-6dB声束焦柱宽度5.1 mm,焦柱长度约为22.6 mm。
(3) 下层聚焦法则声场(15~50 mm)
下层聚焦法则选择激发探头的全部晶片,采用深度聚焦FD35,目标检查区域深度范围15~50 mm,扇扫角度范围纵波45°~60°,一发一收模式,全激发自然聚焦扇扫声场和主声束角度45°声场如图8、9所示。
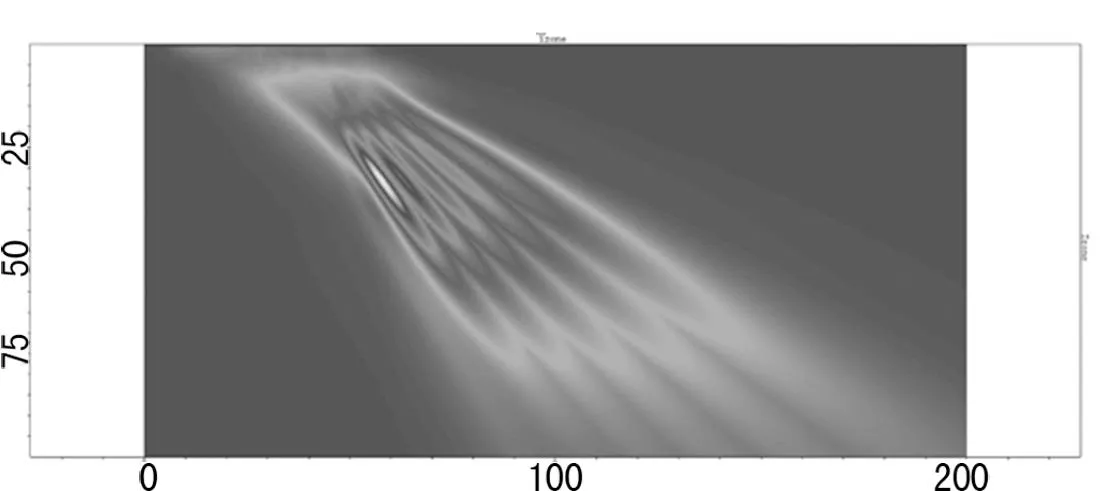
图8 下层聚焦法则扇扫声场(45°~60°L)示意图

图9 下层聚焦法则主声束声场(45°L)示意图
全激发自然聚焦主声束角度45°的声场的声压极大值在深度处33 mm,-6dB声压覆盖深度范围约为18.5~52 mm,-6dB声束焦柱宽度5.8 mm,焦柱长度约为40.7 mm。
小结:相控阵探头的上层聚焦法则-6dB覆盖深度范围为2.5~20.7 mm,下层聚焦法则-6dB声压覆盖深度范围为18.5~52 mm,上下两层聚焦法则能有效覆盖整个焊缝厚度区域,并且部分检查区域重合,能达到理想的聚焦检查效果。
3.4 检测能力仿真
实际焊接和无损检测过程中发现,缺陷多为侧壁未融合,裂纹、夹杂和气孔等。按照ASME 规范第Ⅺ卷附录Ⅷ中要求可知, 试块的设计缺陷应为机械疲劳裂纹和穿晶应力腐蚀裂纹或热疲劳裂纹,至少75%的裂纹应为穿晶裂纹或热疲劳裂纹。所以,检测能力的仿真研究为危害性最大的裂纹类平面性缺陷。
此次仿真采用矩形缺陷(Rectangular defect)模拟裂纹缺陷,主要研究缺陷对所选检测工艺的响应并对该探头和检查工艺的检测能力进行仿真评估。参考ASEM标准中筒体对接焊缝的缺陷尺寸测试标准,选择最小可接受的表面缺陷(4.5 mm×15 mm)和埋藏缺陷(9 mm×15 mm)进行评估,裂纹埋藏深度距表面的距离分别为30 mm、40 mm和50 mm。
此次仿真以焊缝中Φ4.8×70 mm的横孔为基准灵敏度,横孔深度为与裂纹深度相同。分别使用对应法则扫查对应深度的Φ4.8横孔,仿真计算获得A扫回波为100%满屏时的幅值,并以此定义为探头扫查时的0dB,制作DAC曲线。
表面缺陷的仿真结果示意图如图10所示,详结果如表3所列。埋藏缺陷的仿真结果如图11所示(仅展示最深缺陷图),详细结果如表4所列。
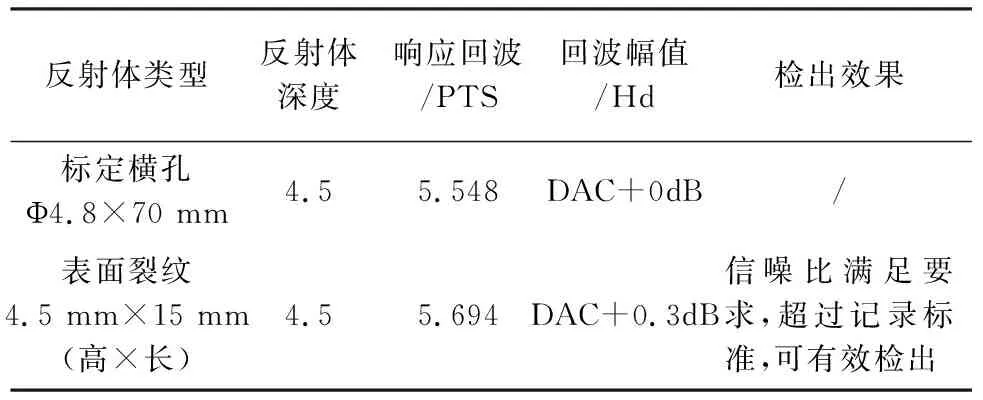
表3 表面缺陷响应结果

表4 埋藏缺陷响应结果

图10 表面缺陷响应仿真

图11 埋藏缺陷响应仿真(深度65.5 mm)示意图
小结:针对表面缺陷和不同深度埋藏缺陷的缺陷回波响应进行了仿真,结果表明,裂纹类缺陷的反射回波均大于记录标准(DAC-12.0dB),且信噪比满足要求,均能有效检出。
4 仿真结果分析
声场仿真和缺陷响应仿真的结果汇总如表5、6所列。
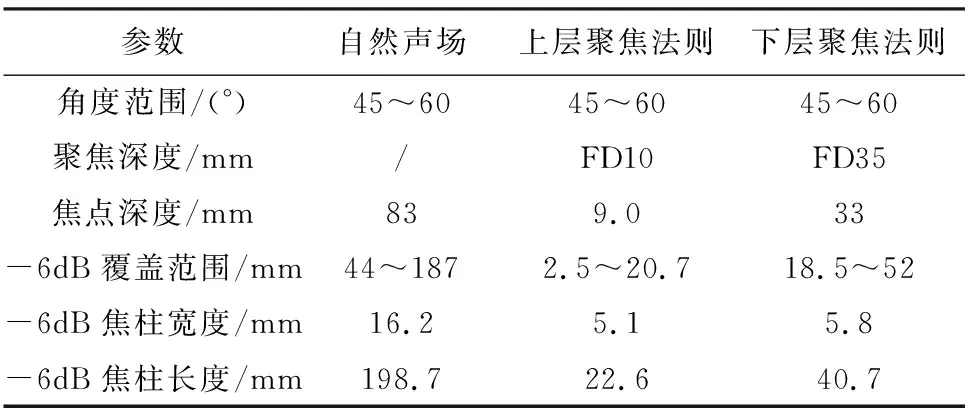
表5 声场仿真结果汇总表

表6 缺陷响应仿真结果汇总表
声场仿真结果表明:所选择的相控阵探头及其所设置的聚焦法则能有效覆盖整个焊缝厚度区域,并且部分检查区域重合,能达到理想的聚焦检查效果,满足检查的基本要求。
缺陷响应仿真结果表明:表面缺陷和不同深度埋藏缺陷的缺陷响应反射回波均大于记录标准(DAC-12.0dB),且信噪比满足要求,均能有效检出,能达到理想的检查效果,满足检查的基本要求。
在进行仿真计算时,未考虑工件表面的耦合状况、工件的结构噪声、工件表面粗糙度、楔块磨损等因素的影响,且声速测量结果存在一定误差。因此,超声仿真结果与实际检测结果存在一定的误差,但这不影响根据超声仿真结果来优化超声检测工艺或设计超声检测工艺。
5 结 语
文中使用CIVA2016软件对奥氏体不锈钢反应堆筒体的超声检测过程进行了仿真研究,声场仿真和缺陷响应仿真的结果证明选用的超声检验技术满足检查的要求。模拟仿真有助于超声检测工艺的设计和优化,并对提高反应堆压力容器现场检测可靠性具有非常重要的意义。
