烧结混合机湿式除尘系统的应用改造实践
2024-01-11穆固天郑志强张德千任建伟
穆固天,李 强,郑志强,张德千,任建伟,马 健
(山东钢铁集团日照有限公司,山东日照 276800)
0 引言
2019 年4 月生态环境部印发《关于推进实施钢铁行业超低排放的意见》[1]中明确指出,烧结生产中物料破碎、筛分、混合等设备应设置密封罩,并配备有除尘设施,积极推进超低排放改造。随着烧结工作者环保意识的提升和环保检查力度的加大,烧结混合机除尘系统成为区域环境治理的重点研究对象。
因烧结混合机烟气的独有特性,常见的重力除尘、布袋除尘、静电除尘等方法难以实现粉尘的有效捕集。近年来,国内部分烧结厂在一次混合机旁增设湿式除尘器,长时间运行后发现存在除尘管道结垢、污泥处理复杂等缺陷,长期不清理会导致除尘管径逐渐变小,失去了除尘效果。宝钢集团于2012 年开展了基于塑烧板除尘器的一次混合机除尘技术实践,烟尘处理效果良好,但仍存在横直管道堵塞问题,通过将进风与排灰管道合并设置为竖直管道的技术改造,解决了水平管道堵塞问题[2]。莱钢集团型钢对原混料工艺布局进行优化,加强混合机入口密封,从根本上有效的消除扬尘现象[3]。干雾抑尘技术在皮带机上应用广泛,应用到混合机筒体内亦能取得良好效果,但对维护保养的要求较高、经常存在喷嘴堵塞问题,已逐渐被弃用。
近年来,随着环保要求日益严格,对于混合机扬尘问题的重视程度逐渐增加,相关除尘领域的技术应用、专利应运而生,包括干法、湿法除尘技术,其中多数方法是对原有技术的改进,可实践性有待长时间验证[4-6]。
1 烧结混合机系统及烟尘现状
1.1 混合机系统
圆筒混合机作为烧结生产系统的主要设备之一,承担着将铁矿粉中和料、燃料、熔剂、返矿等经加水混匀、制粒成烧结混合料的作用。目前,国内常见的混合机系统分为一次混合机、二次混合机,为二段混合。为进一步提高混料效果,强化物料混合作用,稳定烧结矿质量,国内外众多企业的烧结混合机系统在一混前增设强力混合机,也有一些企业采用三段混合技术。
1.2 混合机产尘机理
烧结物料中熔剂(生石灰、白云石、石灰石等)、燃料、除尘灰、高温返矿等物料水分小,经皮带运输至圆筒混合机,皮带机头卸料与混合机存在一定落差,干物料在下落过程中产生粉尘的扩散。以生石灰为主的钙基物料在混合机加水过程中产生消化反应,生成Ca(OH)2小颗粒的同时放热,产生大量蒸汽,各类粉尘随蒸汽在混合机中扩散并溢出造成扬尘。在通过混合机加高温热水或通蒸汽提高混合料料温等措施下,扬尘现象会进一步恶化。
对宝钢、莱钢、宁钢等烧结厂的一次混合机排放的粉尘成分进行化学分析,结果如表1 所示[2-3,7]。因烟尘取样方式、位置不同,成分占比略有差异。其中,烟尘中以生石灰粉、细粒燃料占比较高,CaO 含量占36%~66%,C 含量占12%~30%,含铁粉尘占4%~15%;从粒径分布上来看,>30 μm 粒级占50%以上;而且烟气具有含湿量高、烟尘颗粒湿容量大、粘附性较强等特点。

表1 一次混合机粉尘主要成分占比 %
2 烧结混合机湿法除尘探索应用
日照有限公司有2×500 m2烧结机,设计年产量1117.2 万吨烧结矿。烧结混料为两段混合,目前粉尘外溢现象主要体现在一次混合机入口位置。投产初期皮带和一次混合机机头位置的干雾抑尘系统应用效果较好,混合机粉尘无外溢现象。但是随着混合机筒体内干雾抑尘系统长期运行维护不当,导致喷嘴堵塞日益严重、溢尘现象明显,混合机区域地面卫生每班定时清理2~4 次,耗费大量人力物力,且环境较为恶劣,影响厂区容貌。
2.1 湿式除尘系统设备的应用
为解决烧结混合机粉尘外溢带来的环境问题,综合成本、物料循环利用等方面考虑,采用混合机湿式除尘系统,并于2021 年3 月开始投用。集尘罩设置在混合机的入口、出口位置,在引风机作用下,含尘气流经管道进入离心湿式除尘器,管道上方等间隔设置喷嘴,喷水后在管道内形成水流,沉降的粉尘在水流和引风机的作用下流向除尘器。除尘器的工作原理为:含尘气流在通过一个局部浸没在水中的静止叶轮片时会产生水幕,粉尘被截留下来进入水中。通过高速通过叶轮片的气流形成湍流水幕以及气流方向的快速改变产生的离心力从而提高了收尘效率。
湿式除尘系统用水流程如图1 所示:除尘管道内的水与粉尘形成的污水与风分离后进入一级、二级沉淀池,一级、二级沉淀池的污水流入泥浆池内,通过泥浆泵回用至一次混合机物料加水。另设有清水池,清水池内的水来自于二级沉淀池和补充工业新水,经循环水泵用于除尘管道内的喷淋用水,从而实现水的循环利用。
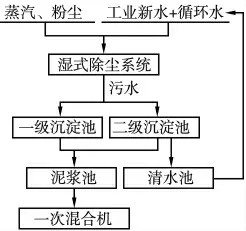
图1 湿式除尘系统用水流程
一级、二级沉淀池内污泥沉淀后,如果直接返回烧结配料皮带,会引起配料水分波动,而直接外排则会造成二次污染。因此,在设计一级、二级沉淀池时底部安装有搅拌泵和叶片,通过搅拌促使粉尘与水的混合作用,直接用于一次混合机内加水,彻底解决了污泥处理的难题。
泥浆池内的污水水温20~25 ℃,直接用于一混加水后混合料料温35~40 ℃。为进一步提高混合料料温至露点温度,减轻过湿现象对烧结矿产质量的影响,采取向泥浆池通入低压蒸汽用于加热的方式,目前水温40~45 ℃、混合料55~60 ℃。
2.2 运行后存在问题与分析
(1)除尘管道堵塞。运行近10 个月后,一次混合机入口处逐渐出现粉尘外溢现象,检修时排查除尘管道,发现管道堵塞严重,堵塞点主要位于一次混合机入口、管道弯管位置,其余位置无堵塞。管道内的结垢形貌不一,影响水流、含尘气体的正常走向,是长期结垢未及时清理导致的后果,最终除尘管道有效直径变小,除尘效率明显下降。
(2)管道内循环水量偏小。除尘管道内水流量小是除尘管道堵塞关键因素之一。因各集尘口位置距离远、管道总长度长,水流量小时导致粉尘逐渐在管道内淤积,因粉尘中CaO 含量高而产生CaCO3等结垢,集尘口附近管道位置结垢现象更为严重。
2.3 设备改造与维护
针对湿式除尘管道堵塞、除尘效率降低,导致混合机入口位置粉尘出现外溢现象,检修期间对整个除尘设备系统进行排查,探索解决措施:
(1)管道疏通。检修时采用高压水枪进行清理、冲洗除尘管道,排出管道内沉淀的污泥,避免污泥淤积、管道承重增加带来的安全隐患(图2)。

图2 管道堵塞、结垢清理前后对比
(2)除尘管道弯管、除尘罩附近常见堵塞点新增检修平台、人孔门,便于日常检修点检、管道、喷嘴等位置的清理工作。
(3)增大循环水量、水压,并在一混入口附近管道位置再增加两个喷嘴,提高粉尘捕集效率,减轻粉尘在入口管道处的沉积现象,对该位置的管道堵塞有一定抑制作用。
(4)混合机加水方式优化。从产生机理和扩散现象动力学分析,粉尘多为生石灰消化放热产生蒸汽,蒸汽内附着有各种物料颗粒引起的。通过将混合机加水喷嘴适当后移1.3 m,可以降低粉尘外溢量,从而减轻除尘系统负担。
(5)针对一级、二级沉淀池内沉淀形成的污泥板结,造成搅拌泵叶片磨损,搅拌效果下降的问题,清理后更换搅拌装置。改造前,搅拌装置电机功率0.75 kW、转速1 r/min,改造后电机功率1 kW、转速45 r/min,提高搅拌效果,实现污泥全利用。
2.4 下一步设备改造方案
日照有限公司的两台烧结机对应4 台混合机,混合机入口、出口的集尘罩共计8 个,结合一次、二次混合机入口和出口位置所产生的蒸汽、粉尘量存在明显差异的现状,计划在一次混合机出口、二次混合机入口和出口集尘罩后方管道安装球阀,通过控制球阀开度来调整各除尘支管的除尘风量,进而实现增加一次混合机入口风量、优化除尘风量分配、提高整体除尘效率的目的。
3 结论
(1)烧结混合机除尘是环保要求的必然选择,而湿式除尘系统的应用具有投资小、运行成本低的优势。
(2)除尘系统运行中的管道堵塞问题是混合机湿式除尘技术推广应用过程中需解决的重难点。
(3)日照有限公司烧结混合机湿式除尘系统经长期摸索、改造实践后,目前已处于除尘效果见好、运维趋向稳定的阶段,达到环保排放标准要求,区域环境改善明显,职工劳动量降低。