金属饰面硬质聚氨酯夹芯板泡沫内部温度研究
2024-01-10韩肄鹏张建建王钢羌晨晨
韩肄鹏 张建建 王钢 羌晨晨
(南通四方节能科技有限公司 江苏南通226399)
金属饰面硬质聚氨酯夹芯板(简称聚氨酯夹芯板)是由两层金属薄板和粘接于两层金属薄板之间的硬质聚氨酯泡沫组合而成。 聚氨酯夹芯板具有保温、隔热、防水、防火且自重轻等优点,广泛应用于冷链物流、建筑保温、畜牧养殖等领域[1-3]。
在聚氨酯夹芯板连续化生产中,需要经过金属饰面板成型、聚氨酯发泡、聚氨酯泡沫熟化、尺寸切割、夹芯板冷却和堆垛包装等多道连续化工序。 而当前的聚氨酯夹芯板的冷却和堆垛包装阶段,生产企业多以生产经验来规定冷却时间,冷却时间短会导致堆垛包装好的夹芯板内部热量大、温度高,最终导致板材中间部位尺寸偏厚而影响夹芯板的整体外观和质量。 冷却时间过长会导致生产能力没有充分的利用,影响生产效率[4-9]。
本实验以相同配方和连续化生产工艺制得不同厚度的聚氨酯夹芯板,研究了在恒温的测试环境中不同厚度夹芯板的温度变化曲线、内部温度最高值和降温时间等。
1 实验部分
1.1 主要原料
组合多元醇(苯酐类聚酯,羟值200 ~240 mgKOH/g),斯泰潘(南京)化学有限公司;泡沫稳定剂X、复配催化剂C,赢创特种化学(上海)有限公司;阻燃剂TCPP,江苏雅克化工有限公司;发泡剂正戊烷,山东京博石油化工有限公司;多亚甲基多苯基异氰酸酯(M50Ex),巴斯夫(中国)有限公司。 以上原料均为工业级。
彩色涂层镀锌钢板TDC51D-Z120,宝山钢铁股份有限公司。
1.2 主要设备及仪器
导热系数测试仪,HFM446,耐驰科学仪器商贸(上海)有限公司;电子万能试验机,modelE43,美特斯工业系统(中国)有限公司;高低温交变试验箱,XK-8050-TSK80L,昆山向科检测仪器有限公司;吸水率测试仪,JA21002P,上海舜宇恒平科学仪器有限公司;极限氧指数测试仪,昆山莫帝斯燃烧技术有限公司;聚氨酯泡沫/聚异氰脲酸酯泡沫(PUR/PIR)夹芯板(本文简称聚氨酯夹芯板)连续生产线,德国HENNECKE-OMS 公司;JK7000 型多路温度记录仪,常州市金艾联电子科技有限公司;恒温保温房,自制。
1.3 聚氨酯夹芯板的制备
1.3.1 硬质聚氨酯泡沫配方及制作
聚氨酯硬泡的基本配方见表1。

表1 聚氨酯硬泡的基本配方
按照上述配方将组合多元醇、泡沫稳定剂、阻燃剂、蒸馏水按比例混合均匀制成组分A,复配催化剂为组分B、正戊烷为组分C、多亚甲基多苯基异氰酸酯为组分D,分别配制加入到聚氨酯夹芯板生产线的储罐中。
1.3.2 金属饰面硬质聚氨酯夹芯板的生产
生产工艺控制:控制生产线速度5 m/min、金属饰面层温度40 ℃、履带板温度60 ℃,混合发泡温度30 ℃,高压发泡压力130 kPa,聚氨酯泡沫拉丝时间35 s,聚氨酯泡沫触顶时间30 s。
聚氨酯夹芯板生产:上下两层彩色涂层钢板,经过开卷机开卷成型,金属饰面层经过预热进入到聚氨酯发泡段。 聚氨酯泡沫按照配方比例将A、B、C、D 组分经过高压混合枪头发泡均匀浇注在下层金属饰面板上并送入至双履带板中,聚氨酯泡沫在上下履带板中熟化。 聚氨酯夹芯板熟化完成后,按照实验测试要求切割相应尺寸的聚氨酯夹芯板样品。
1.4 分析与测试
板材厚度按GB/T 23932—2009 测试;密度按GB/T 6343—2009 测试;导热系数按GB/T 10295—2008 测试;压缩强度按GB/T 8813—2020 测试;尺寸稳定性按GB/T 8811—2008 测试;吸水率按GB/T 8810—2005 测试;氧指数按照GB/T 2406.2—2009测试。
聚氨酯夹芯板内部温度测试:切割一块经PUR/PIR 夹芯板连续生产线生产的夹芯板(4 000 mm×1 100 mm×板厚)并立即放入到自制的恒温保温房中。 在夹芯板的芯材聚氨酯部位沿长度方向每间隔1 000 mm 钻出孔洞(孔洞深度为550 mm)后,将热电偶的测温端头插入至聚氨酯芯材内(每组测试在聚氨酯芯材放置3 组热电偶测温),测试的热电偶的端头位于夹芯板的宽度和厚度的中心点位置。 在热电偶布置完毕后,测试孔洞处用双组分聚氨酯发泡封堵,热电偶的数据线用双组分聚氨酯发泡包裹(包裹的聚氨酯泡沫直径≥200 mm),防止热对流和热传导影响测试。 热电偶的数据端连接于JK7000 型多路温度记录仪进行温度和时间的数据记录。 待测试结束通过JK7000 型多路温度记录仪的软件系统对所测数据进行统计和分析。
2 结果与讨论
2.1 聚氨酯夹芯板的性能测试
表2 是本实验不同厚度聚氨酯夹芯板的性能测试的数据。
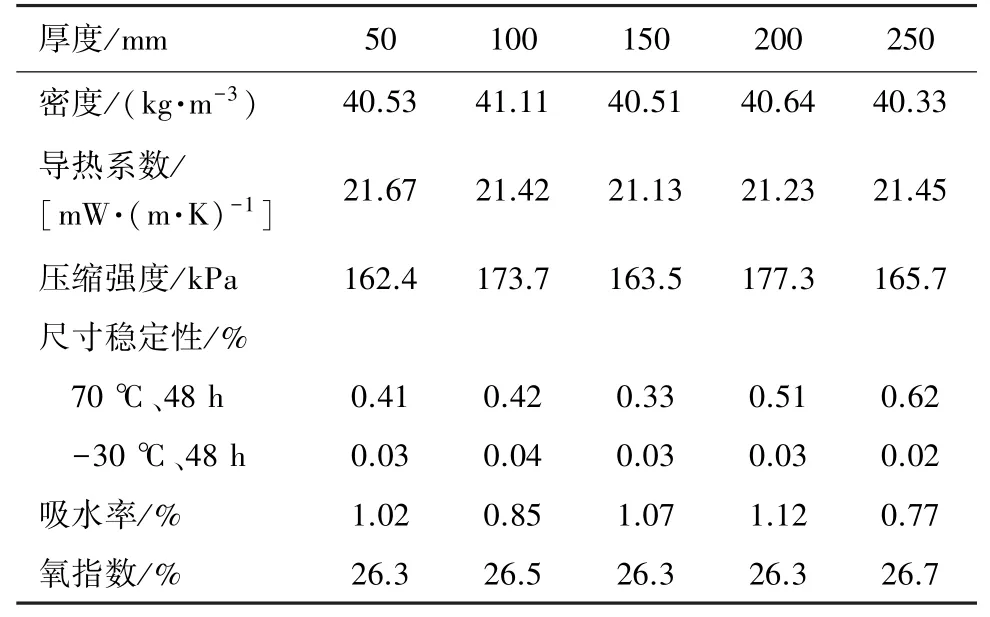
表2 聚氨酯夹芯板的性能检测数据
从表2 可知,各种规格的夹芯板的性能(尺寸、强度、导热系数和阻燃性能)均满足国标要求,且测试数据相近,各项性能保持一致,避免由于夹芯板的质量不同,而影响其内部温度测试的准确性。
2.2 聚氨酯夹芯板内部温度随时间变化曲线
5 种厚度聚氨酯夹芯板的内部温度-时间曲线见图1,厚度分别为50、100、150、200 和250 mm。

图1 聚氨酯夹芯板内部温度-时间曲线
由图1 可知,5 种聚氨酯夹芯板生产后,其内部温度会在短时间内快速上升达到最高值,随着时间延长,内部温度会缓慢下降至环境温度后不再变化。
2.3 不同厚度聚氨酯夹芯板的内部最高温度
表3 是相同的生产工艺下,不同厚度的聚氨酯夹芯板内部的最高温度。

表3 不同厚度聚氨酯夹芯板内部最高温度
由表3 可以看出,聚氨酯夹芯板的厚度越大,其内部的最高温度就越高。 当厚度在150 mm 以下,随着厚度增大,内部最高温度增大明显;当聚氨酯夹芯板的厚度在150 mm 以上时,内部最高温度随着聚氨酯夹芯板厚度增加上升较少。 这是因为聚氨酯夹芯板内部的温度升高主要是由聚氨酯发泡时产生的热量导致。 硬质聚氨酯是一个闭孔的保温结构,厚度越大保温效果越好,所以厚度较大的聚氨酯夹芯板内部的热量不容易散发到环境中,内部热量积聚温度升高。 因此,聚氨酯夹芯板随着厚度增大,内部最高温度也增大并趋于一个极限值。
2.4 不同厚度聚氨酯夹芯板内部温度降温情况
2.4.1 聚氨酯夹芯板内部温度降至70 ℃
一般50 mm 厚的聚氨酯夹芯板生产后不需要进行晾板降温可直接进行堆垛放置,而50 mm 厚聚氨酯夹芯板的内部最高温度71.3 ℃,因此本实验选定70 ℃为降温的一个标准点。
表4 是相同的生产工艺条件下,不同厚度的聚氨酯夹芯板其内部温度降至70 ℃时所需时间。

表4 聚氨酯夹芯板内部温度降至70 ℃时所需时间
由表4 可知,厚度越大,所需的降温时间越长。这是因为厚度越大的聚氨酯夹芯板泡沫的最高温度高,且硬质聚氨酯本身是一个优异的保温材料,厚度越大保温效果越好,降温时间就越长。
2.4.2 聚氨酯夹芯板内部温度降至环境温度
表5 是相同的生产工艺条件下,不同厚度聚氨酯夹芯板其内部温度降至25 ℃环境温度所需时间。

表5 聚氨酯夹芯板内部温度降至25 ℃时所需时间
由表5 发现,聚氨酯夹芯板内部温度降温至环境温度需要较长的时间。 这是因为刚开始时,聚氨酯夹芯板内部温度与环境温度的差值很大,所以降温较快;当内外温差慢慢变小后热量通过硬质聚氨酯泡沫材料传导的速度会变慢,所以需要较长的时间才能够降温至环境温度。
3 结论
(1)聚氨酯夹芯板厚度越大,其内部最高温度也越大。 当聚氨酯厚度<150 mm 时,随着厚度增加,最高温度增加幅度较大;当聚氨酯夹芯板厚度≥150 mm 时,随着厚度增加,聚氨酯泡沫最高温度增加较少。
(2)聚氨酯夹芯板的晾板时间可参考内部温度降至70 ℃所需时间。 厚度为50、100、150、200 和250 mm 的聚氨酯夹芯板晾板时间分别需要约30、60、120、200 和300 min 左右。 结合目前生产线工况条件,厚度≥150 mm 的聚氨酯夹芯板生产要充分考虑线速度、晾板工位排布来保证晾板的时间,提高聚氨酯夹芯板的产品质量。
(3)聚氨酯夹芯板的反应完全、性能稳定的时间可以参考内部温度降至环境温度的时间。 厚度为50、100、150、200 和250 mm 的夹芯板,其时间分别需要200、500、800、1 000 和1 200 min 左右。 所以聚氨酯夹芯板最好放置24 h 后再进行入库、性能检测和发货等操作。