基于A6 控制器的三维数控弯管机控制系统设计
2024-01-09冯德思
冯德思
(中山市科力高自动化设备有限公司,广东中山 528400)
0 引言
弯管机是实现管材弯曲成形的主要设备[1],它是把直铜管根据图纸的技术要求弯制成各种三维形状,以满足生产装配的需要。广泛应用于空调、汽车、家具、航空航天和军工等各个行业的管路弯曲成型。从最早的手工弯管和用继电器控制气缸或油缸定角度的平面弯管,到使用PLC 控制的简单的三维弯管,到现在用工业PC或NC开发的全自动数控弯管,管件弯曲成型成形也从手工弯管、半自动弯管方式发展到用数控系统控制的全自动弯管的加工方式,并且基于开放式的数控系统也逐步替代了传统的专用的PLC 数控系统[1]。但是它们大部分都是采用填表输入参数然后转换成G代码或手动编辑输入G代码方式编程,管子形状越来越复杂,弯管加工动作就更加复杂,对弯管加工编程技术人员的经验及技术能力要求也越来越高,编写和修改程序很不方便也容易出现错误。随着工业技术的发展,对弯管机控制系统的性能要求也越来越高,不仅要求能弯曲各种复杂的管路、还要求方便编程、稳定和高效率、高精度。本文通过利用开放式数控系统内置的基于ECMAScript 的脚本语言开发软件和插件,二次开发了具有3D 图纸导入、X、Y、Z三维坐标点数据输入、Y、B、C直线点和弯曲角度的相对坐标数据输入、三维图形的管件形状显示、用宏程序根据图纸或输入的产品数据自动转换编译成G代码加工程序等功能的控制系统。大幅降低了对编程及操作人员的技术能力要求,同时也提升了编程效率及操作的方便性,将物联网技术用于工业生产,能实时监控生产状况、管理生产计划[2],大大提高生产的自动化程度、实现企业信息化管理,将开放式数控系统优势和价值发挥充分。
1 三维数控弯管机的控制硬件规划
1.1 A6 CNC控制器功能简介
A6 系列控制器是一款开放式的运动控制器,本体带有6 个硬件脉冲轴,用总线控制模式时最大可控制40 个伺服轴,可以实现直线运行、直线插补、圆弧插补等运动控制[3]。最多可支持256 点的输入信号和256 点的输出控制信号。A6 系列控制器是基于RT-Linux 嵌入式控制系统平台开发的,它提供了全开放式的二次开发平台[3],开放式画面编辑、PLC 编辑和宏程序设计编辑-MACRO功能,用户可以根据需求自行设计屏幕的人机交互画面、PLC控制程序和宏程序;支持标准G代码编程;支持CAD 图形插件及CAM 插件功能[2],可以导入CAD图纸及三维图纸,实现3D 矢量图与笛卡尔直角坐标系之间的转换,三维图形转换及显示,根据不同的需求显示空间图形,更加形象、直观;提供完善的CNC物联网功能,能实现远程监控与管理。
1.2 三维数控弯管机的控制要求
数控弯管机由机械部分、气动系统、伺服系统3 大部件组成[4],它有定长送料轴(Y 轴)、铜管旋转轴(B轴)、弯曲轴(C 轴)3 个伺服运动控制轴;有弯管夹模、靠模、送料夹爪、抽芯4 个动作气缸,弯管机的整体结构示意图如图1 所示。三维数控弯管机要求控制精准、稳定可靠,编写修改产品加工程序方便。
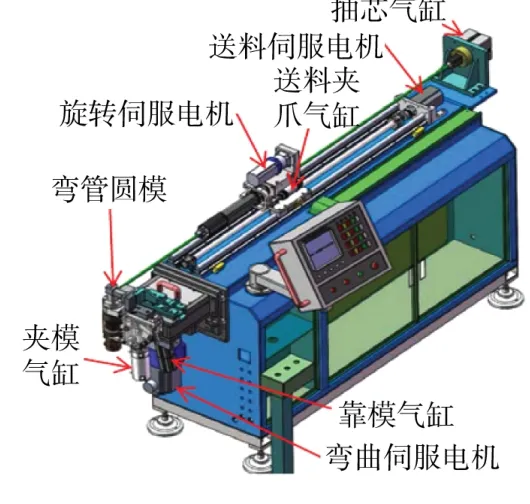
图1 弯管机的整体结构示意图
三维数控弯管机的动作流程如下:①送料夹爪夹住管子送料轴拉到定位位置→②夹模前进夹住管子、靠模前进靠住管子→③送料夹爪松开→三弯曲轴旋转弯管→弯夹爪夹紧、抽芯后退→夹夹模、靠模退回→夹完成就结束,没完成则送料轴送出设定的管长→完旋转轴旋转+弯曲轴回零→转到②。
1.3 控制硬件规划
根据上面的三维数控弯管机的控制要求,硬件规划如图2 所示。
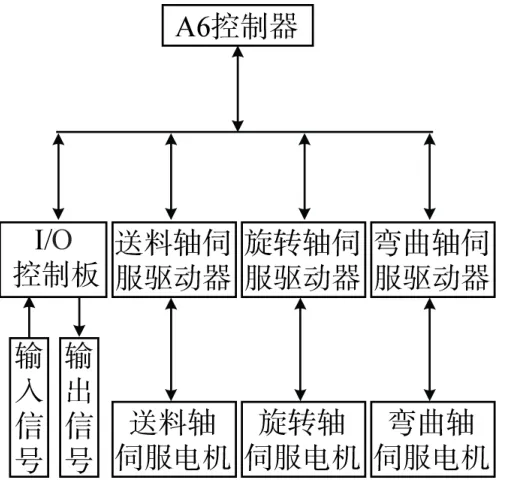
图2 硬件规划
A6 控制器通过I/O控制板接收外部的输入信号和输出控制气缸动作信号,通过控制器内置的运动控制卡控制伺服系统的运行。
2 系统控制程序设计
2.1 系统控制程序规划
根据控制功能要求,把相应的输入信号和输出信号分配给相应的输入点和输出点。在控制程序上规划有手动操作、自动操作、产品文件管理、I/O 输入输出信号监控、机械参数管理、故障诊断信息处理等功能。
2.2 手动操作设计
手动操作有气缸复位、伺服运动轴回零、气缸的前进、退回操作,伺服轴的点动移动、设定位置的定位移动操作等。
2.3 自动操作设计
A6 控制器自动运行时是执行标准G代码的。在自动方式下只要有启动运行信号它就按当前的CNC程序执行运行,自动运行过程中按下暂停运行按钮时它会暂时停止运行,再按启动运行信号时它会继续运行,G 代码的完成就会停止。因此设计自动控制操作只要处理启动运行信号和暂停运行信号就可以了。在触摸屏画面上设计有显示当前的生产状态、各动作机构位置、状态等待信息。
2.4 产品文件管理设计
产品文件管理设计包括新文件的建立、文件打开、删除、复制、查找、3D图纸文件导入、编辑修改等。
2.4.1 文件建立、打开、删除、复制、查找
A6 控制器是基于RT-Linux 嵌入式控制系统平台开发的,产品文件管理可按Windows 系统的界面操作方式进行规划,方便操作员容易上手操作。设计有建立新文件、打开文件、删除文件、复制粘贴文件、查找文件、文件重命名。
在工厂管理生产时所有的产品文件一般都是以产品图纸的编号进行命名管理的,方便用图纸的编号直接查找到产品文件。为了方便物料产品管理,一般的生产现场都是用条码或二维码对物料进行识别,每种物料产品的编码对应产品的编号,在产品文件管理上开发有扫码功能,打开扫码器扫描物料产品的编码后直接搜索找开到相应的产品文件。
2.4.2 3D图纸文件导入、转换及3D图形显示
A6 控制器支持CAD图形插件及CAM插件功能,实现3D矢量图与笛卡尔直角坐标系之间的转换[2],可以开发出能够直接导入” STP”格式的3D图纸文件和读取文件中的图形的X、Y、Z三维坐标点数据的功能,也可以根据需求显示铜管的3D空间图形,更加形象、直观,如图3 所示。
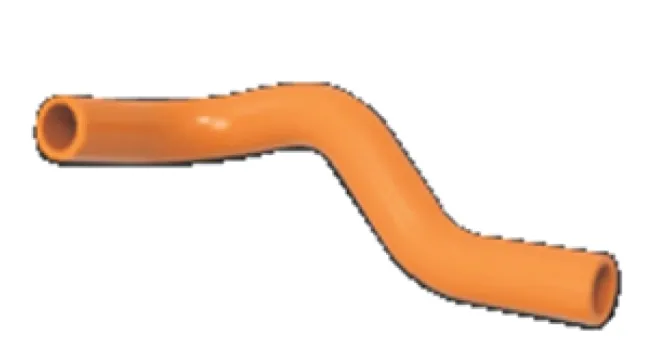
图3 3D空间图形
2.4.3 编辑、修改
铜管的弯管加工过程需要各直线段长度、折弯角度、旋转角度、弯曲半径和总长度等参数。通过矢量的方向余弦,计算出弯管的折弯角;通过矢量长度计算公式,计算出弯管直线段长度;通过面与面的法向量,计算出弯管的旋转角[5]。把读入的铜管3D 图纸文件或手动输入的X、Y、Z三维坐标点数据通过计算转换成相对坐标送料轴Y、旋转轴B和弯曲轴C 的直线点和弯曲角度数据,也可以把Y、B、C直线点和弯曲角度数据通过计算转换成X、Y、Z三维坐标点数据。
铜管有一条中心线,该中心线的位置代表了铜管的位置,用铜管中心线代表铜管本身。铜管以一定的弯管半径(R)弯曲形成圆弧,该圆弧两端直线的延长线必有一个交点,这个交点就称之为弯管尖点P[6],由此得出一个角度有3 个坐标点,如图4 所示,分别为A、B、C或B、C、D,当弯管角α =180°时,其弯管尖点为两个直角弯的弯管尖点。通过读入的X、Y、Z三维坐标点数据A点的坐标为(Xa,Ya,Za),B 点的坐标为(Xb,Yb,Zb),C点的坐标为(Xc,Yc,Zc),D 点的坐标为(Xd,Yd,Zd),3 个点形成一个平面,两个弯曲角度时就有4 个坐标点,会形成两个平面。
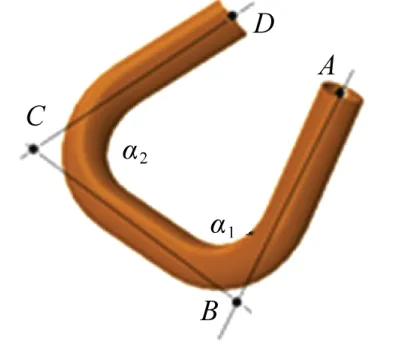
图4 铜管中心线示意图
有了坐标点数据后就可以根据两点间距离公式计算出各段直线的长度,则有:
各段矢量计算式如下:
根据角度计算公式有:
通过弧长公式弧长L =a·π·R/180计算出弯管各段圆弧长。
铜管的直线段长度为相邻两点之间的距离减去切点到交点之间的距离[7-11],各段直线分别为Y1、Y2、Y3,设管路对应的折弯半径为R,具体计算式如下[12-16]:
弯曲旋转角B的计算如下[17-20]。
弯曲的旋转角B 可以看作是相邻2 个平面的夹角,从而转化成平面法向量之间的夹角,两平面的法线可通过向量积计算得到,即:
相邻平面的法线之间的角度通过余弦定律求得,计算式如下:
通达上面的公式计算转换就可以算出弯曲每一个弯时送料Y、弯曲C及旋转B的数据。再把Y、B、C数据编译转换成CNC能运行的G代码程序。这种转换关系如图5 所示。

图5 数据程序转换关系
根据弯管功能要求的不同,把弯管的程序用宏程序封装做成可以选择的程序模板,可选择编译转换的G 代码CNC程序模板有两种模式,分别是拉弯模式程序和助推弯管程序。
拉弯模式程序就是在C 弯曲轴弯管的时候Y 送料轴后退到下一次送料长度的位置,这个弯位完成后送料到0 的位置,这种弯管方式的优点是送料夹爪离弯模比较,铜管和芯轴不会因重力下垂,防止铜管和芯轴脱离弯模,一般弯曲比较长比较重的管时用这种方式。它和宏程序模式如下:
助推弯管程序就是Y送料轴一次后退到铜管夹料长度的位置,在B 弯曲轴弯管的时候夹爪夹紧铜管,Y 送料轴同步跟随B弯曲轴移动相应的弯管的长度距离,这种弯管方式的优点是在C轴弯管时Y送料轴同步送出相同弯曲弧长的铜管,有一个弯管的助推力,使得弯管时不会打滑,铜管不会起皱,铜管表面光滑圆润。它和宏程序模式如下:
2.5 I/O输入输出信号监控设计
为了方便检查各种输入输出信号、运行的内部继电器状态及各寄存器数据值,设定了监控查看画面,可以查看输入输出信号,输入内部继电器编号后查询内部继电器的运行状态,输入数据寄存器编号后查询数据寄存器的数据当前值。
2.6 机械参数管理设计
A6 CNC控制器可以用硬件脉冲输出方式控制带脉冲功能的伺服,也可以用总线控制带有总线功能的伺服。根据控制不同的品牌、型号伺服要求,设计开放对应的控制伺服的参数,让用户可以自行设置修改,包括:电子齿轮比的调整、伺服电机旋转方向、回零方式、零位偏移、最高运行速度、伺服轴的最大行程限位等参数。
2.7 故障诊断信息处理设计
当机器出现故障时,把相应的信息在显示屏上显示出来,提示用户发生故障的地方,什么故障,给出处理故障的方法,方便用户快速地处理故障。包括紧急停止信号断开、伺服故障、伺服运动轴超过行程报警、气缸前进或退回不到位报警、设定参数错误等。
2.8 物联网功能设计
A6 系列控制器支持有线网络和无线网络功能。把机器连接到工厂的管理网络服务器,管理者通过网络服务器查看机器的生产信息或将生产数据发送到机器上。
3 结束语
本文根据弯管机的控制要求,利用A6 系列控制器的全开放、完善的二次开发平台,开发了弯管机控制系统软件。用控制内置器的插件和基于ECMAScript的脚本语言开发软件,把读取3D 图纸导入的X、Y、Z 三维坐标点数据,通过计算转换成Y、B、C直线点和弯曲角度的相对坐标数据。利用宏程序把Y、B、C数据编译转换的G代码CNC程序。开发出的三维数控弯管机控制系统能完全满足生产的需要。三维图形文件的导入,铜管三维图形的显示,三维绝对坐标数据的转换,用宏程序开发的G代码程序转换模块,方便用户使用,减少用户编辑加工程序的错误。A6 控制器整合电机编码器回授信号组成的半闭环控制系统使控制位置更精确。完善的CNC物联网功能,方便实现远程监控与生产管理,实现管理的信息化。
