后焊PCM自动生产线的设计与开发*
2024-01-09梁振锋王海涛吴丰礼陈天航陈湘尹甄玉珠
梁振锋,王海涛,吴丰礼,陈天航,庞 伟,陈湘尹,甄玉珠,饶 峰
(1.广东拓斯达科技股份有限公司,广东东莞 523800;2.武汉久同智能科技有限公司,武汉 430074;3.东莞市东莞理工科技创新研究院,广东东莞 523808;4.东莞理工学院机械工程学院,广东东莞 523808)
0 引言
随着电子设备快速迭代,相应的技术也在不断进步。PCM 板作为集PCB 印刷电路板与FPC 柔性印刷电路优势于一体的先进技术产物,对于将电子设备系统的温度控制稳定在理想状态具有重要意义[1]。由于PCM 板广泛应用于电子设备,其生产技术已成为研究热点,其生产效率和质量直接关系到电子设备的性能和可靠性。然而,PCM 板的大规模生产仍受制于多方面的技术。首先,现行的制造过程过度依赖于手工或半自动化工艺,这不仅严重限制生产效率,还增加了人为错误的风险。此外,半自动化的生产方式往往难以满足大规模生产的标准和需求,导致生产节奏缓慢,成本不断攀升[2];其次,传统的焊接工艺在处理高性能PCM 板时,可能会对材料造成不必要的热应力,进而影响板材的性能和稳定性,尤其是在极端温度环境下的应用场景中,这一问题尤为突出;再者,现有技术在适应不同PCB 和FPC 的尺寸、形状和材料方面存在局限,这不仅妨碍生产的个性化和灵活性,也意味着每个新项目都需要对生产线进行繁琐的调整,造成时间和资源浪费。针对上述问题,学者们已经进行了一系列的研究。刘海印等[3]采用田口试验设计方法对PCB板的焊接工艺进行了优化。廖新明[4]提出一种专用于微型步进马达定子组与FPC焊锡设备的专用夹具机构,通过自动夹具组装提高生产效率。这些研究成果为PCM板的生产技术提供了参考,但仍有进一步提升的空间。
本文为解决PCM 板实际生产过程中存在的PCB 板与FPC 板焊接和后处理自动化程度低等问题,设计一款后焊PCM 自动生产线设备。该设备涵盖从PCB 和FPC 的分板、自动焊锡、点胶、烧录,到最终的功能测试等一系列生产流程。通过高度自动化的流程,可显著提高生产效率,减少人为错误,降低成本,同时能改善PCM 板的性能和稳定性,提高焊接质量,适应多样化的需求。本文不仅关注生产效率的提升,还致力于通过自动化技术改善产品质量,以及满足市场对高性能电子设备不断增长的需求,旨在为电子设备智能制造领域提供一种高效、可靠、成本低且效益高的解决方案,推动行业的技术进步,减少能源消耗,并为企业带来显著的经济效益。
1 总体方案设计与技术目标
本文设计的后焊PCM 自动生产线设备如图1 所示。在产线前端,工作站配备了PCB 分板机和FPC 分板机,这2个关键设备将确保原材料有效地进行铣板分板,为后续的焊接和再加工步骤提供高质量的元件。设备整体尺寸为17 080 mm×2 155 mm×1 900 mm,考虑空间的最大化利用,确保设备能够轻松适应各种生产环境,前段线可实现高达1 400 个/h 的PCM 板生产能力,为制造商提供更大的生产弹性,以满足市场需求的波动。此外,考虑了生产过程中可能出现的材料更换和维护需求,最小化生产中断时间,保持生产的连续性。设备夹具具有高防静电性能,其电阻为105~109Ω,并且摩擦电压低于100 V,有效避免了静电干扰和对元件的潜在损害。设备中使用的传送带寿命长达6 个月,且更换过程仅需0.5 h。
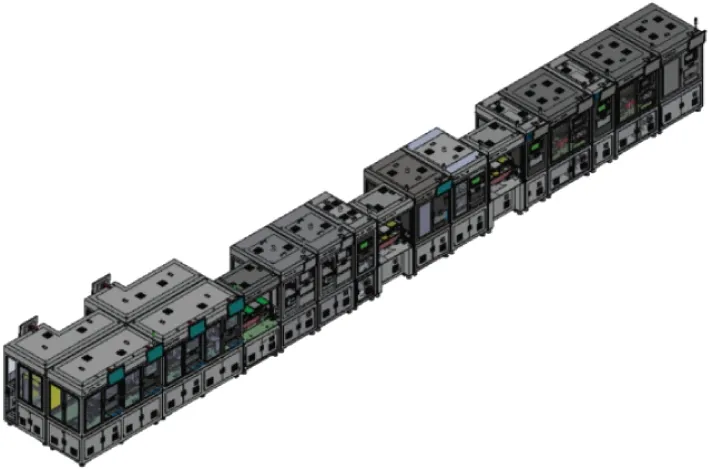
图1 后焊PCM自动生产线设备
本文设计后焊PCM 自动生产线设备的工艺流程如图2 所示,以确保能够高效完成每个步骤。在整板PCB 和整板FPC 完成分板操作后,在后焊流程开始之前,会进行一次人工检查,确保分板质量;通过自动焊接工艺将PCB 和FPC 紧密组合;为使焊接材料在合适的温度下固化,在此阶段会使用冷却夹具进行降温并再次进行人工焊点检查;随后,采用自动点胶和紫外线固化[5]方法固定电路板和其他电子元件,并进行人工点胶检查以确保焊接和点胶的质量;为实时跟踪每个PCM 板制造过程的状态,将自动扫描每个产品的信息,并将相关信息和标记烧录于PCM 板,在完成全面功能测试确保其性能达标后,对产品进行脱扣下料与包装操作。

图2 设备工艺流程
2 关键部件设计
基于工作流程和技术要求,针对后焊PCM 自动生产线的关键部件进行设计,侧重于合理性、紧凑性和实用性,以提升设备的稳定程度、工作效率以及流程化作业的连贯性[6]。
2.1 分板机部件设计
分板机是后焊PCM 自动生产线的关键组成部分,图3 所示为PCB 分板机的结构图和工作流程。首先,人工上料PCB 板,每次上料涉及一个料架,每个料架容纳约1 800 个PCB 板,整个上料过程持续约2.5 h。此过程通过安全光栅或双手按钮来确保人员的安全,并在需要时提前报警以提示人工更换料架。PCB 整板被自动送至上料皮带线[7],该皮带线采用防静电材料,同时配备勾板卡料报警机制。皮带线到位后停止,其上方设有弹夹仓储,可缓存一个料仓。随后,上料机器人和CCD 视觉系统开始协同作业。CCD 系统拍照并进行定位校准,同时检测来料的正反面、载具板上是否有残料以及物料是否放置正确。机器手将载具板置于铣板机待料位,同时吸取PCB 并将其放置于载具板上[8]。待加工完成后搬运产品至回流线,并将废边放入专用框中。在搬运载具板和吸取产品的过程中,实时真空检测保证物料不会中途掉落。分板载具作为PCB 铣削和搬运的载体,在防止产品移位中起到关键作用,确保了产品铣削的稳定性。

图3 PCB分板机的结构设计
铣板机置于机架两侧,便于调试和维护;分板载具由移栽平台销钉定位,铣板压板下压完成产品固定,并采用视觉拍照Mark 点来提高铣板精度,可模拟铣板路线,协助编辑程式,确保铣板路径准确性。引入自动换刀模组[9]确保换刀不需要停机,而工业集尘器则用于吸取铣板废料。载具移载过程采用多段速电机,具有缓启动和停止功能,以减少产品在载板上的潜在移位。为避免过度移位导致的载具掉落和卡板现象,系统引入了机械硬限位和真空感应,同时皮带线载具到位停止,其定位机构用于防止整板跌料和追尾现象,皮带还增加了防静电离子风机。下一步机器人拾取产品并使用CCD 拍照Mark 点以进行视觉定位。产品放置过程中,机械手会对空盘拍照检查以确保载板上没有残料,并在放完产品后,CCD 系统对产品位置进行检测以防止产品偏位。为防止对产品的过度压力产生压伤,机器人的取放板过程配备了弹簧缓冲机制[10]。最后,分板机械手使用CCD 系统进行产品的外形尺寸检测,检测项目包括镍片和划线的有无以及产品定位。随后,PCB 单板自动分拣,机械手分别拾取已检测的6 个产品,将其移至下相机定位处进行定位。最终,不合格产品被放入NG-box,而合格的产品则被置于后焊载具板的工位槽中。
图4 所示为FPC 分板机的结构图和工作流程。操作员将装有FPC 的Tray 盘放入上料仓储。仓储分为物料盘区和空盘区,机械手取完物料和空盘后,仓储自动将下一盘顶起。在填料期间,机械手会自动暂停。CCD 系统通过拍摄产品上Mark 点以取得FPC 板的定位基准和校准角度并检测来料的正反面[11],以及拍摄载具板的Mark 点获得载具定位。机器人依据视觉定位基准自动调整位置和角度,将FPC 板装入分板载具中。吸取产品或废料时配备真空感应器,以防止吸板失败或吸取过程中的掉落风险。机器人的取放板过程具有弹性限位,以避免对产品的过度压力,同时在机器人取载具时也配备了真空感应限位。在产品装入前,确认载具上是否有残料,装入后,增加检测作业确保整板放置到位。载具以销键定位,确保冲切的准确性。冲切模具压板下压住产品后进行FPC 冲切,模具上设有废料收集槽,以定期收集废料。龙门机械手吸取分板载具至FPC 回流线,并将废板边送至专用传送带。完成上述操作后进行一次CCD 检测[12],检测产品的外形尺寸是否存在毛刺或破损以及连接器的状态。下相机负责检测连接器的位置和数量。机械手分别拾取6 个产品,将其移至下相机处进行拍照和定位补偿。横臂上的相机用于检测小板连接器的情况。为防止产品掉落,夹爪配备了真空检测。机械手将合格的产品放入后焊载具板中,将不良的产品放入NG-box 中,完成FPC分板作业。
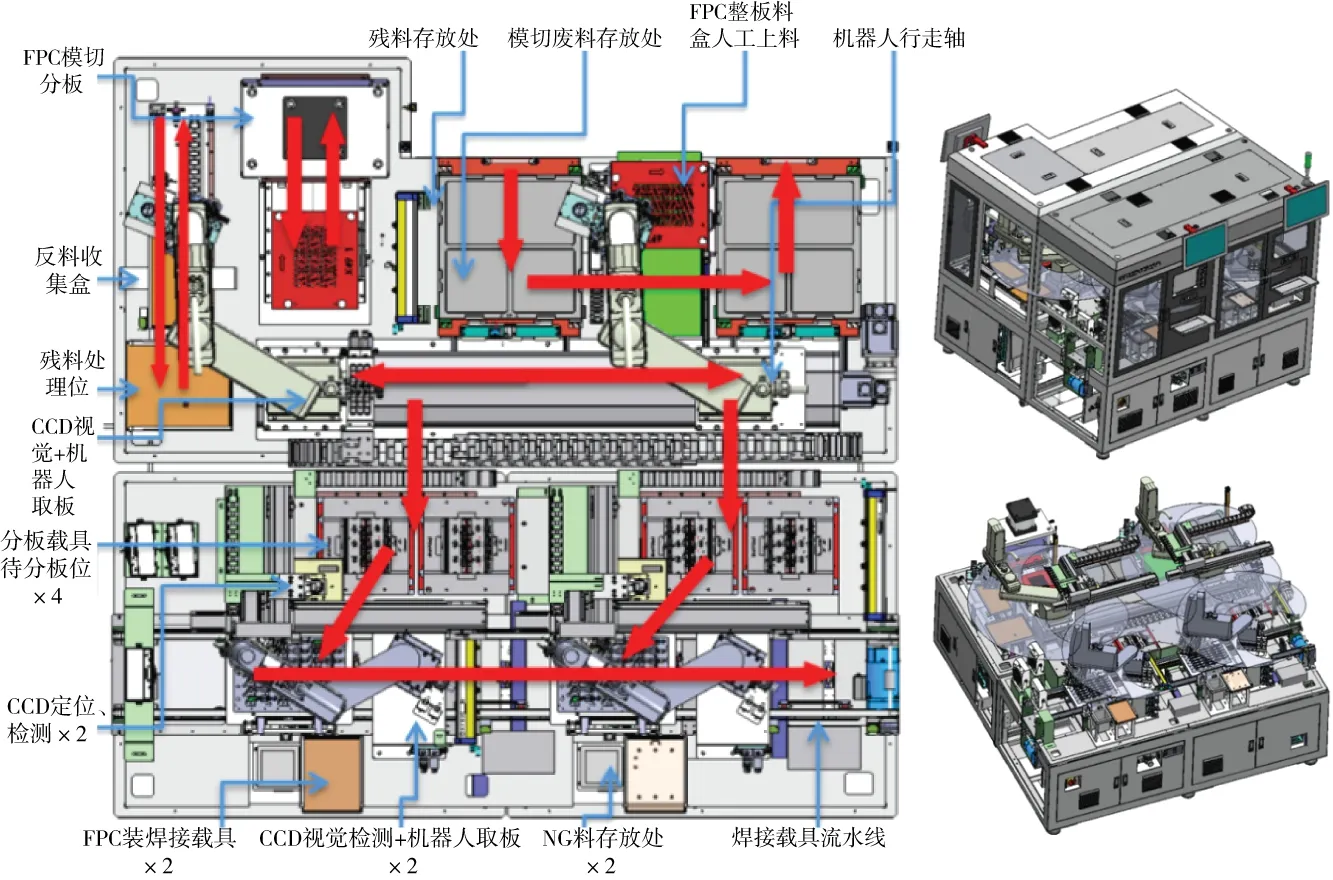
图4 FPC分板机的结构设计
分板机整体结构与工艺流程如图5 所示。最终,将PCB分板机和FPC分板机集成,构建完整的自动生产线。铣板机和分板机为可分离的独立单元,采用机器人进行分板载具的搬运。为了便于日常维护和修理,铣板机和模切机靠近机台边部。这些设计策略有助于提高生产线的效率和实用性,采用模块化的设计理念[13],允许单独更换或升级各个组件,从而最大程度地减少因维护工作而停机的时间。
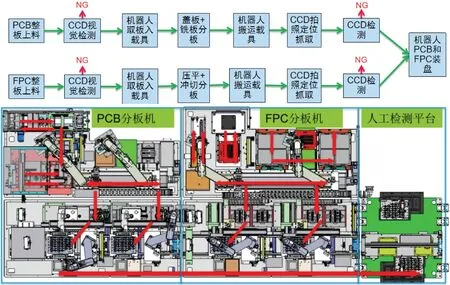
图5 分板机整体结构与工艺流程
2.2 焊接后端工艺装置设计
在自动线焊锡设备中,产品自动进入线体,焊接区的阻挡载具起到重要作用,通过顶升气缸将载具顶离主线体,从而实现产品在焊接区的精确定位,随后启动焊接流程。焊接完成后,产品顺利流入后线体,为下一个工位的处理做好准备。焊锡模组单元是焊接工艺中的关键组成部分,如图6 所示,其运动轴覆盖了载具板上产品工作区域的全范围,确保全面焊接。焊锡单元内置CCD 系统,用于捕捉载具上的Mark点并进行对位,以保证准确的焊接位置。在焊锡焊接载具的定位策略中,载具在流入焊接区域时被阻挡,并通过顶升压紧的方式实现可靠的定位[14]。另一方面,压焊防黏盖板压住产品减少了可能发生的移位情况。焊接完成后,弹簧机构会自动释放,防止焊锡松香黏住产品,从而确保产品的完整性和高质量。
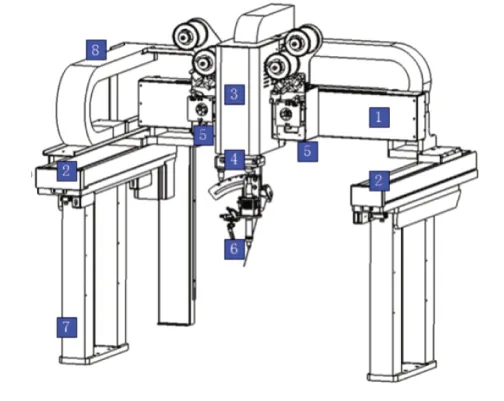
图6 焊锡运动轴结构
上游工位的载具进入夹具移载工位,系统通过感应机制检测载具的到位状态,一旦确认到位,系统会自动进入暂停模式并启动风冷机制,将产品和载具处于适宜的工作温度状态。夹具移载模组负责沿横向方向搬运载具板,将其从上游工位移动到人工检测对接口,并顺利流至下游工位。这一横向搬运[15]设计的初衷是为了有效连接不同工位,进而实现生产流程的连续性和高效性。为确保载具在工位之间准确对接,系统采用了升降阻挡机制,能够确保载具在到位时得到稳固的支撑,避免不必要的移位或偏移。升降阻挡结构如图7 所示。此外,设备还配备了自动风冷系统,确保焊接后的载具和产品迅速冷却。

图7 升降阻挡结构
当载具到达指定位时,系统自动进入暂停状态,等待人工介入。人工检查焊点设备如图8所示。操作员将载具取出并将其放置在专用检测台,通过人工移动滑台,以便对每个产品进行目测检查。同时,通过搭载CCD组件的设备,可实时观察产品,并将观察结果反映在显示器上,以协助操作员进行检查和处理,完成后将载具放回主线体。

图8 人工检查焊点设备
当载具进入下一工位时,自动设备进行定位。CCD系统捕捉Mark 点,随后阀体进行点胶操作[16],在此过程中,胶水以精确的量和位置施加于产品。根据生产线的实际需求,载具板可继续流出或者在2号位暂缓。如图9所示,自动点胶设备还包括擦胶机构,其功能在于确保点胶过程的质量。该机构依次旋转无尘布圈,同时感应模组实时检测无尘布的耗损情况,一旦检测到无尘布短缺,系统会发出警报。为了确保点胶的准确性和稳定性,载具板侧定位组件负责当载具板到位并顶起后,通过侧插和定位销的方式,确保载具板的稳定定位。
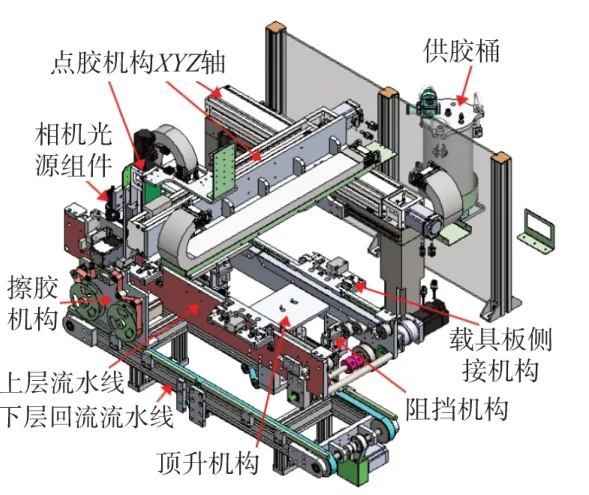
图9 自动点胶设备
自动UV 固化操作涉及输送载具板进入设备,并在UV 炉内进行缓慢移动,确保其充分受到UV 灯的均匀照射,实现光敏材料的快速固化。这一工艺的设计着重于确保光固化的均匀性和产品可靠性。结合现代光学技术[17],对UV 光的传递和照射进行精确控制,以满足高质量制造的要求。
在自动扫码设备中[18],通过下CCD 机构先进行扫码操作,获取产品的标识信息。随后,载具板被提升至上CCD 机构,进行第二轮扫码,确保获取信息的完整性。双重扫码完成后,提升机构自动复位,同时载具板回到皮带线上,为流向下一工位做好准备。
载具板进行阻挡定位后,烧录操作启动。载具板被顶升,为测试机构做好准备。在测试过程中,产品数据经过核对,然后脱扣并继续流向下一个工位。烧录测试的动作流程包括以下步骤:当载具到位时,定位机构抬起以将载具板从皮带上脱离;如图10所示的上下测试机构[19]进行烧录和测试,验证产品的性能和数据的完整性;一旦测试完成,定位机构下沉,使载具板复位到皮带上,并将产品流出到下一个工位。
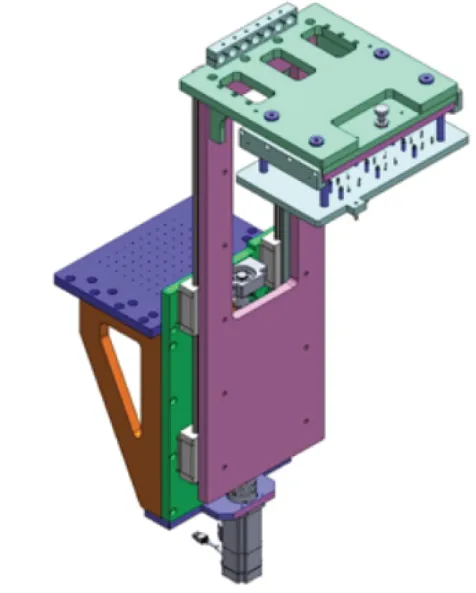
图10 上测试上下活动机构
自动下料设备内部结构如图11 所示。自动下料设备需完成的操作是当后焊夹具进入设备并被定位机构顶升时,载具板得到准确定位,同时CCD 系统捕捉产品相关信息[20]。随后,机器人预设程序启动,其夹爪移至取料位,取出产品放置在指定的tray 盘。过程循环进行,直至tray盘依次叠满产品后送出。
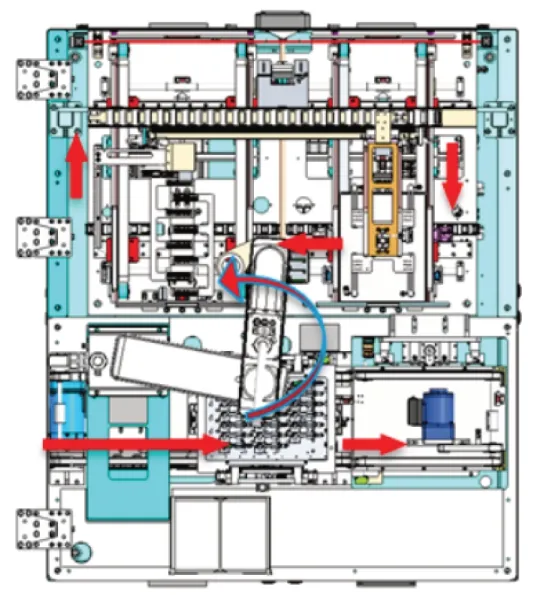
图11 自动下料设备内部结构
3 关键技术验证
关键技术验证的核心目的在于评估CCD 摄像系统在读取单板二维码方面的性能[21]。验证方法基于以下技术规格:CCD 摄像头安装在SCARA 机器人上,用于检测单板上的二维码并执行图像识别和检测任务。验证的定位标准包括单板上的二维码图标区域,视野范围为150 mm×150 mm,工作距离为150~280 mm,定位误差在±0.1 mm范围内,视觉CT(图像处理时间)介于300~500 ms之间。
为确保验证的严谨性,本文进行了4 组实验,每组实验进行了10 次,实验结果如表1 所示,扫描样例如图12 所示。在视野范围内,CCD 摄像系统能够100%检测和识别二维码。这一验证结果表明,CCD 系统在读取二维码方面表现出高度准确和可靠的性能,为整个生产线的产品追溯性和质量控制提供了坚实的基础。
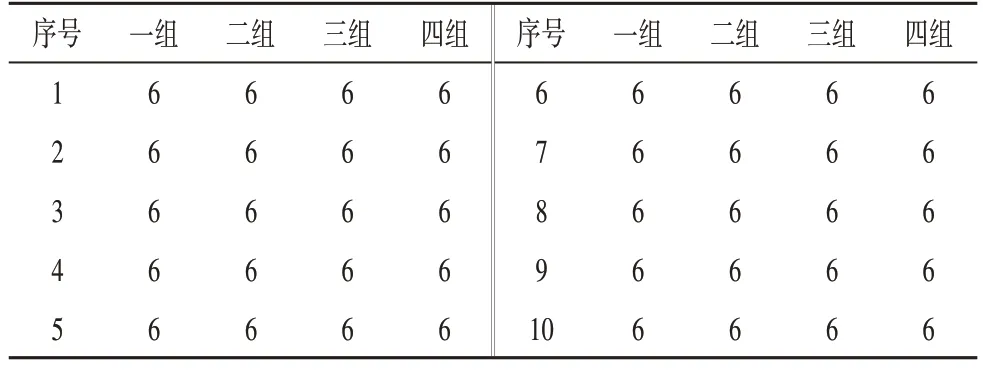
表1 CCD扫码准确率数据个
4 结束语
本文提出一种后焊PCM 自动化生产线设备,系统阐述了该设备的基本构造、关键技术以及工作流程。通过对分板机的设计和后焊工艺的精细化管理,确立了一套高效率、高精度的生产流程。特别地,本研究对CCD 摄像系统在二维码识别应用中的高准确性和可靠性进行了验证,对于整个生产线的质量控制至关重要,确保了产品的一致性和可追溯性。综上,本文将高度自动化和先进制造技术集成于PCM 板制造过程中,旨在提高PCM 板的制造效率和质量,不仅满足了当前市场对高性能电子设备的生产需求,而且为整个生产线的质量管理和追溯性提供了强有力的技术支持。通过本研究的实际落地,PCM 板制造过程的自动化程度得到了实质性的提升,为行业内其他相关技术的发展和应用奠定了基础。未来,随着技术的不断发展,期待更多类似的自动生产线设备能够涌现,为PCM 制造领域带来更多的经济和社会效益,进一步推动PCM制造领域的技术创新和产业升级。
