内蒙古某白伟晶岩纯化制备高纯石英砂
2024-01-09李育彪何方李诗浩陈坤魏桢伦郭益群
李育彪 ,何方 ,李诗浩 ,陈坤 ,魏桢伦 ,郭益群
(1.武汉理工大学资源与环境工程学院,湖北 武汉 430070;2.矿物资源加工与环境湖北省重点实验室,湖北 武汉 430070;3.西乌珠穆沁旗天源矿业有限责任公司,内蒙古 锡林郭勒盟 026299)
高纯石英是SiO2含量大于99.9%以上的石英系列产品的总称,产品等级按照SiO2纯度进行划分,即低端WSiO2≥99.9%(3N),中端WSiO2≥99.99%(4N),高端WSiO2≥99.998%(4N8)[1-2]。高纯石英砂凭借其优异的热学、光学和电学性能等,被广泛应用于生产单晶硅,多晶硅,石英坩埚,二氧化硅薄膜等高性能材料,是现代高新技术产业以及社会经济各领域重要的一部分[3]。
高纯石英砂生产方式主要有三种:天然水晶粉磨加工、石英矿物深度提纯以及用含硅化合物化学合成[4]。但是,天然水晶资源日渐枯竭,而化学合成成本过高。因此,石英矿物深加工成为当前的研究热点。石英中杂质主要有脉石矿物、包裹体和晶格杂质等,其中赋存于石英颗粒内部的包裹体和晶格杂质难以去除,制约了高纯石英砂的制备[5]。
我国石英资源储量居世界前列,但高纯石英砂优质资源较少,太平洋石英公司对东海脉石英矿纯化后可制备SiO2含量达99.995%以上的高纯石英砂,江苏凯达石英公司对湖北蕲春等地区的脉石英进行纯化后,可生产SiO2含量为99.99%~99.996%的高纯石英砂[5]。目前拥有斯普鲁斯派恩矿的高纯石英原料矿,可规模化生产的SiO2含量达99.99%~99.998%的高纯石英产品,垄断了全球90%以上高纯石英市场[6-7]。而我国石英提纯制备技术与国外顶尖企业仍存在很大差距。
目前,我国高纯石英严重依赖进口。2015—2021 年我国石英进口金额达118.44 亿美元,但是,由于疫情等原因导致海运交期延长,导致供给处于严重不足状态。另一方面,许多国家已将高纯石英砂列为国家战略资源并限制出口,同时对技术实行严格封锁[8]。因此,以国产石英矿源为原料提纯制备高纯石英砂具有重要战略意义。
本文针对内蒙古某白伟晶岩石英矿,采用光学显微镜、X 射线衍射、电感耦合等离子发射光谱仪(ICP-MS)等测试技术方法对白伟晶岩进行系统的工艺矿物学,探究石英砂中的杂质赋存状态。然后采用焙烧水淬-化学酸浸工艺对白伟晶岩石英砂纯化制备高纯石英砂。
1 实验药剂与设备
药剂:所用硫酸、盐酸和硝酸均为分析纯,氢氟酸为优级纯,所用水为超纯水。
设备:DHG-9075(A)型电热鼓风干燥箱;202 系列型电热恒温干燥箱;AR2140 型电子天平;对位聚苯罐(PPL);SX-2-21 箱式节能电阻炉;DFD-700 型电热板。
2 实验结果与讨论
2.1 工艺矿物学
实验原料为内蒙古某地粒级为106~280 µm的白伟晶岩石英砂,对原矿进行X 射线衍射分析(图1),主要为石英衍射峰,未见其他脉石矿物,说明该样品纯度较高。采用电感耦合等离子体质谱仪(ICP-MS)对其溶解样进行全元素含量分析,测试结果见表1。

表1 白伟晶岩石英砂中主要杂质元素含量/(g/t)Table 1 Contents of main impurity elements in white pegmatite quartz
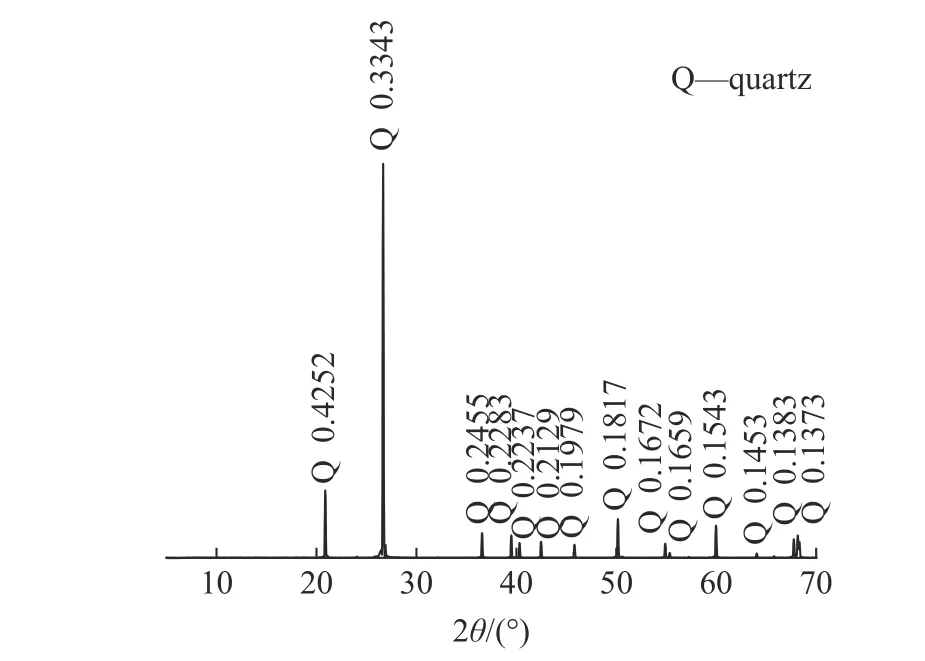
图1 白伟晶岩石英砂原矿XRDFig.1 XRD pattern of white pegmatite quartz sample
由表1 可知,原矿中SiO2含量99.917%,与ICP-MS 测试结果相符,杂质元素主要是Al、Fe、K、Na、Li、Ti、S、B 等,其中Al 元素含量最高,占59.75%,是重点去除对象。
选择具有代表性白伟晶岩石英块状样品进行制片,然后进行光学显微镜分析,所得结果见图2,判断其主要脉石矿物为白云母(M)。
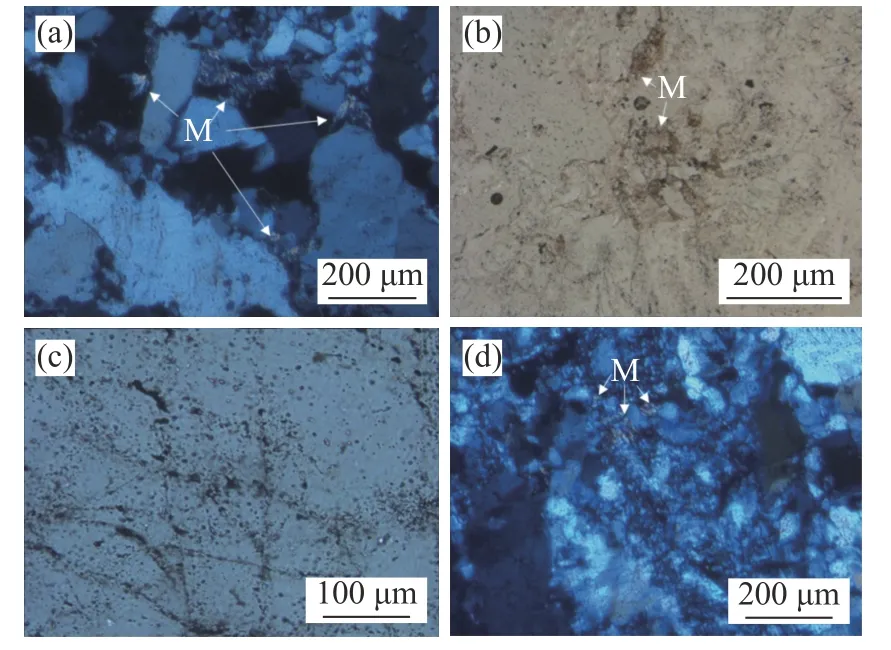
图2 白伟晶岩石英砂光学显微镜照片Fig.2 Optical micrographs of white pegmatite quartz sample
目的矿物石英单体在光学显微镜下呈无色透明状,外观为颗粒状,大小不均匀,图2a 中的云母大小分别为52、38.2、71.2、20.5、82.7 µm;图2b 中的云母大小分别为91、63 µm;图2c 中石英砂表面存在少量不均匀坑洞;图2d 的脉石矿物白云母大小约30.2 µm。所见白云母矿皆与石英矿形成连生体。
经工艺矿物学分析可知,该石英砂中主要脉石矿物为白云母,杂质元素Al、Ca、K 赋存于白云母矿中,其他杂质元素可能赋存于石英晶格中,故使用焙烧-水淬工艺,再用热压浸出工艺溶解石英砂表面杂质与晶格杂质,对该石英砂进行提纯。
2.2 焙烧条件实验
2.2.1 焙烧时间
焙烧实验在900 °C 进行,焙烧时间分别为4、6、8、10 h,焙烧结束后立即进行水淬处理,产物过滤烘干后进行热压浸出反应,浸出液为HCl、HF、HNO3混合酸(浓度分别为3、1、1 mol/L),取焙烧水淬后石英砂10.000 g,在液固比5∶1,温度180 ℃时浸出,浸出精矿用超纯水洗净并对Al 元素含量进行检测,结果见图3。
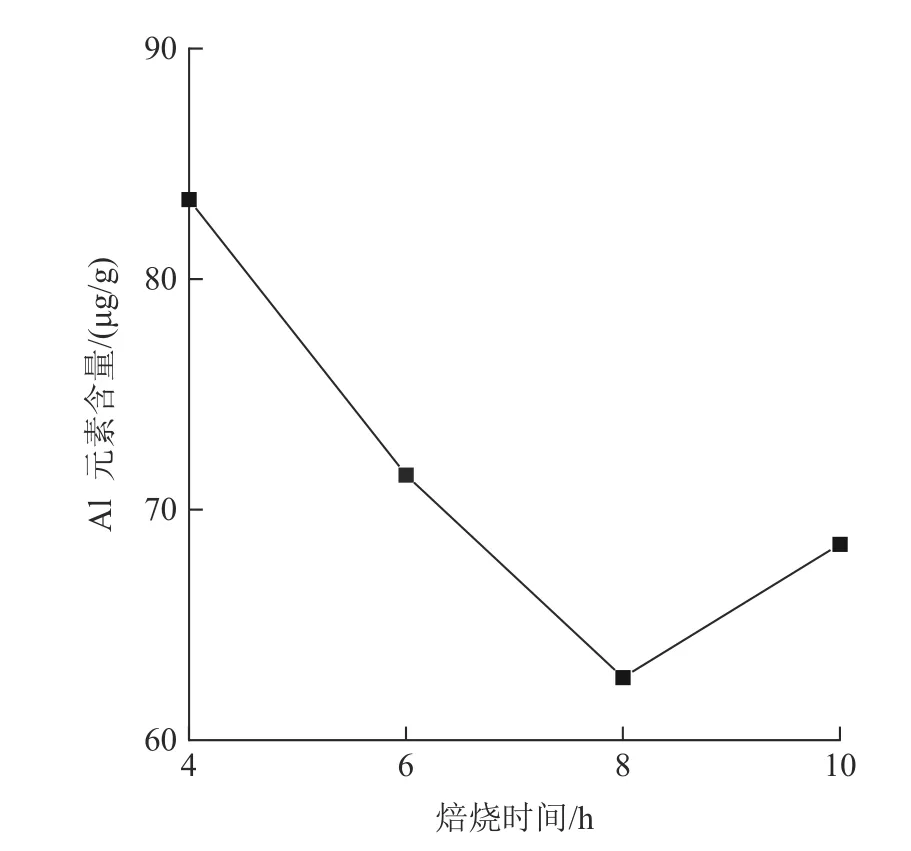
图3 焙烧时间对杂质元素Al 去除效果的影响Fig.3 Effect of roasting time on Al removal efficiency
由图3 可知,随焙烧时间从4 h 增加到8 h,热压浸出后杂质Al 含量从83.456 g/t 降低至62.662 g/t,去除率从66.74%提升至75.03%。但是,当焙烧时间从8 h 增加至10 h 时,Al 元素含量反而增加至68.498 g/t,可能是由于溶出的Al 重新吸附在石英表面。焙烧过程中晶格杂质在内外浓度差作用下向石英表面迁移,而冷却收缩速率差异可以将云母与石英分开,水淬可增大石英颗粒表面裂隙,加强接触反应,提高杂质去除率。随焙烧时间增加,杂质元素迁移转化基本完成,去除率趋于稳定[9]。因此,确定较佳焙烧时间为8 h。
2.2.2 焙烧温度
将白伟晶岩石英砂分别在700、800、900、1 000 ℃温度条件下焙烧8 h,焙烧结束后立即进行超纯水水淬处理,然后在相同条件下进行热压浸出实验,对浸出精矿中的Al 元素含量进行检测,结果见图4。
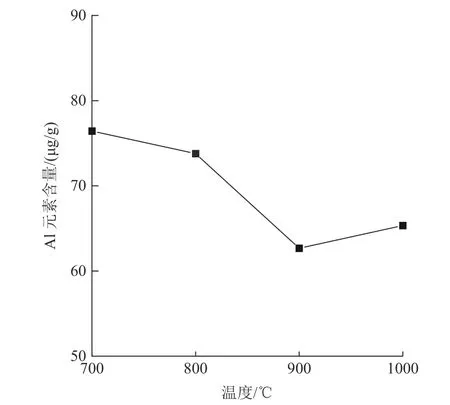
图4 焙烧温度对杂质元素Al 去除效果的影响Fig.4 Effect of roasting temperature on Al removal efficiency
由图4 可知,焙烧温度从700 ℃增加至900℃,杂质元素Al 含量从76.429 g/t 降低至62.662 g/t,去除率从69.54%提升至75.02%。但是,焙烧温度从900 ℃继续升高至1 000 ℃,Al 元素含量增加至65.339 g/t。因此,确定较佳焙烧温度为900 ℃。
综上,较佳焙烧实验条件为900 ℃条件下焙烧8 h。
2.3 热压浸出实验
2.3.1 浸出温度的影响
所用浸出液为HCl、HF、HNO3混合酸(浓度分别为3、1、1 mol/L),称量在900 ℃条件下焙烧8 h 后水淬的白伟晶岩石英砂10.000 g,在液固比为5∶1 条件下浸出反应6 h,浸出温度分别为180、200、220、240 ℃,对热压浸出石英精矿中的杂质元素Al 含量进行检测,结果见图5。
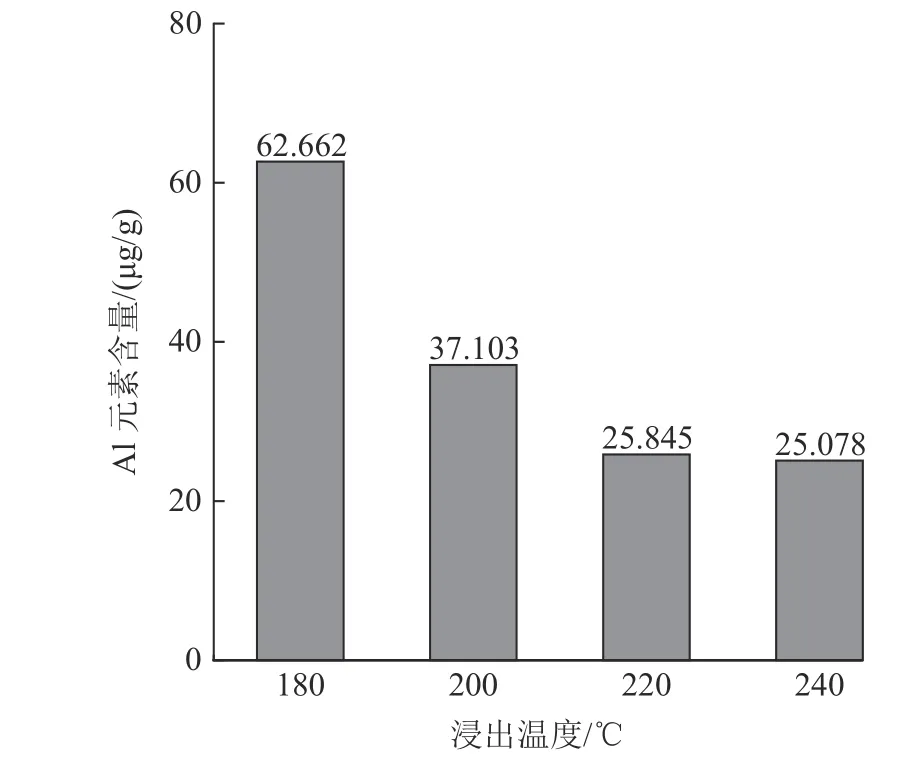
图5 热压浸出温度对杂质元素Al 去除效果的影响Fig.5 Effect of leaching temperature on Al removal efficiency
由图5 可知,随浸出温度从180 ℃升至220℃,Al 含量从62.662 g/t 降低至25.845 g/t,去除率从75.02%提高至89.71%;继续升高温度至240℃,Al 元素含量为25.078 g/t,去除率增加不明显。浸出温度的升高有助于混合酸中沿着石英表面与界面缝隙的进一步扩散并发生溶解反映,从而提高杂质去除效率[10]。综合考虑杂质元素Al 去除率、升温时间、能耗等因素,确定较佳热压浸出温度为220 ℃。
2.3.2 浸出时间的影响
在浸出温度为220 ℃的条件探究浸出时间的影响,浸出反应时间分别为2、4、6、8 h,对浸出后石英精矿中Al 元素含量进行检测,结果见图6。
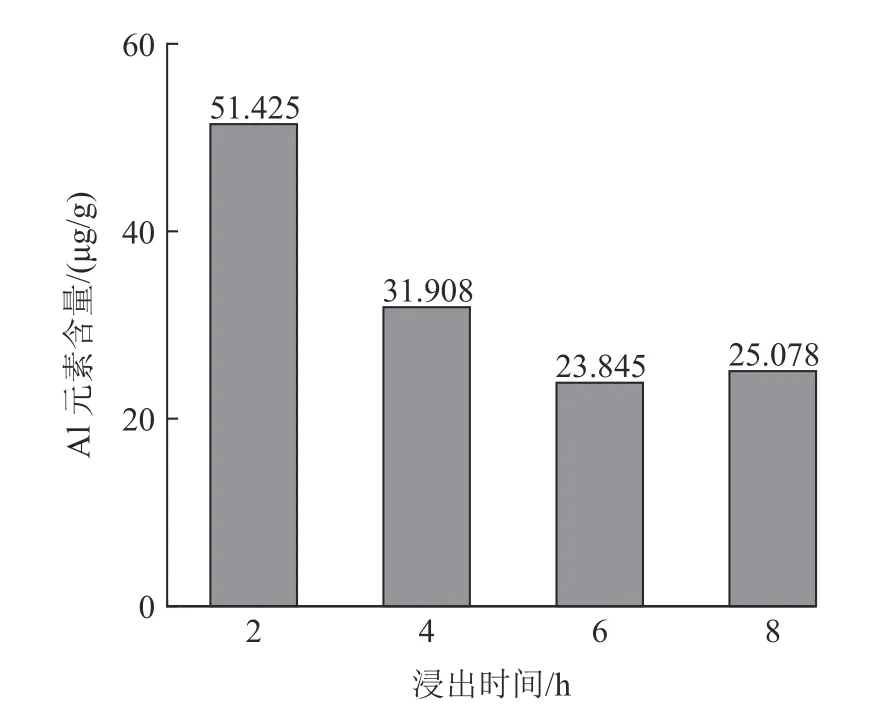
图6 热压浸出时间对杂质元素Al 去除效果的影响Fig.6 Effect of leaching time on Al removal efficiency
由图6 可知,随着热压浸出时间从2 h 增加至6 h,杂质元素Al 含量从51.425 g/t 降低至23.845 g/t,Al 去除率从79.50%增加至90.50%;继续增加浸出时间至8 h,Al 元素含量反而增加至26.431 g/t。反应时间较短时,Al 元素去除率不高,随着反应时间的增加去除率增加,当反应时间从6 h 增加到8 h 时,去除率趋于稳定。因此,确定较佳热压浸出反应时间为6 h。
2.4 较佳焙烧-浸出工艺路线实验
根据条件实验得出的较佳实验路线和条件,将白伟晶岩石英砂在900 ℃条件下焙烧8 h,再使用3 mol/L HCl、1 mol/L HF、1 mol/L HNO3配制的混合酸在220 ℃,液固比为5∶1 的条件下对焙烧后石英砂热压浸出6 h,浸出后精矿中杂质元素含量结果见表2。与原矿相比,浸出后精矿中杂质元素总含量降低至52.55 g/t,总去除率达到87.46%,其中Al 元素去除率达到了90.50%,SiO2纯度从99.917%增加至99.994%,说明焙烧水淬-热压效果较好,浸出后白伟晶岩石英达到4N4 高纯石英砂标准。

表2 精矿元素含量/(g/t)Table 2 Chemical composition of concentrate
该石英焙烧-浸出工艺适用性强,可靠性好,操作方便,仅通过调节焙烧和浸出温度、时间就可以实现石英中杂质的较好去除,尤其对于白伟晶岩中的Al、Fe 等杂质具有较好的去除效果;浸出采用的是混酸,减少了氢氟酸用量,从而减少了含氟废水的处理成本,能够带来可观的经济效益。因此,此工艺具有较好的应用前景。
3 结论
(1)采用透反两用偏光显微镜、ICP、XRD等对内蒙古某白伟晶岩进行工艺矿物学研究,结果表明:原矿中SiO2含量为99.917%,主要杂质元素为Al、Fe、K、Na、Li、Ti、S、B 等,赋存于石英-白云母连生体以及石英晶格之中。
(2)通过“焙烧水淬-热压浸出”工艺流程处理后,在较佳实验条件下杂质元素总含量从419.9 g/t 降低至52.55 g/t,杂质总去除率达到87.46%,主要杂质元素Al 含量从250.9 g/t 降低至23.85 g/t,Al 元素去除率达到90.50%,处理后的白伟晶岩石英中SiO2含量为99.994%,符合多晶硅铸锭石英坩埚用熔融石英料标准(GB T 32652-2016),可应用于光伏行业的多晶硅铸锭石英坩埚的生产。
