激光切割和数控铣床加工的拉伸试样力学性能差异探究
2024-01-07甘煜中
甘煜中
(酒钢集团检验检测中心,甘肃 嘉峪关 735100)
1 研究背景及意义
在金属和非金属材料的加工中,激光切割工艺日趋成熟,已广泛应用在金属切割领域,现工厂升级改造,新引进1 台激光切割机用于切割加工拉伸试样,以取代原来的锯床和剪板机。激光切割机可以直接加工出符合国标《GB/T 228.1—2021 金属材料拉伸试验第1 部分室温试验方法》规定的拉伸试样尺寸。
激光切割工艺具有切割速度快、加工精度高、加工热影响区小的优点,对于加工各类形状的样品优势显著。激光切割工艺和数控铣床都可以加工出符合国家标准的拉伸试样,由于激光切割金属材料过程中会产生热量,尽管热影响区很小,但相比数控铣床冷加工工艺,其热影响区也有可能对试样力学性能产生影响。鉴于此,现探究激光切割的拉伸试样和数控铣床加工的拉伸试样在力学性能方面有无差异。
2 试验设备
激光切割机型号为MLF-JGQG- 141201;拉伸试样加工中心型号为MCV-1060B;全自动拉伸试验机型号为Z100 roboTest L。
3 试验方法
将一块薄板样本分成两半,保证分开的样品力学性能无差异,设计两组试验。
第1 组试验:将一半样板用数控铣床加工成标准的拉伸试样,再用全自动拉伸试验机测试其抗拉强度、非比例延伸强度和断后伸长率。
第2 组试验:将另一块样板用激光切割机直接加工到拉伸试样的标准尺寸,再用全自动拉伸试验机测试其抗拉强度、非比例延伸强度和断后伸长率。
拉伸试样选用的样板厚度均小于3 mm,拉伸试验方法采用《GB/T 228.1—2021 金属材料拉伸试验第1 部分室温试验方法》中的方法B(试验速率由应力速率控制)。
4 试验数据
用全自动拉伸试验机测试经数控铣床加工好的拉伸试样的抗拉强度、非比例延伸强度和延伸率,测试结果如表1 所示。

表1 第1 组试验的测试结果
针对用激光切割机加工好的拉伸试样,用全自动拉伸试验机测试其抗拉强度、非比例延伸强度和延伸率,测试结果如表2 所示。

表2 第2 组试验的测试结果
对比激光切割试样和数控铣床加工试样,规定非比例延伸强度的测试结果如图1 所示。
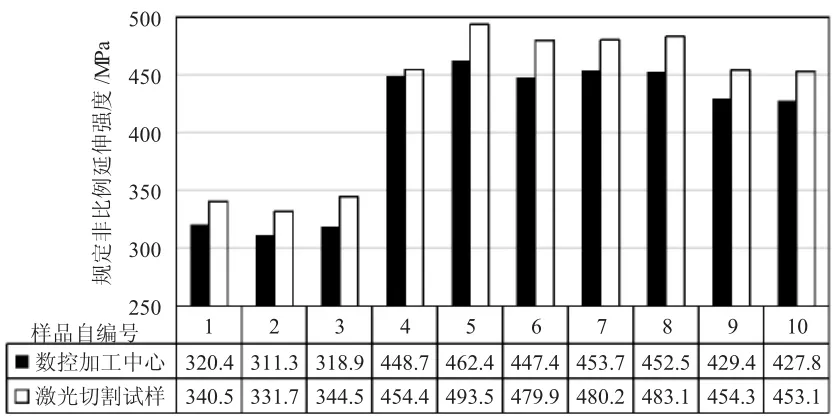
图1 规定非比例延伸强度对比结果
由图1 可知,激光切割试样的规定非比例延伸强度的测量值均高于数控铣床加工的试样。
对比激光切割试样和数控铣床加工试样,抗拉强度的测试结果如图2 所示。

图2 抗拉强度对比结果
由图2 可知,有5 批试样激光切割的抗拉强度高于数控铣床;另外5 批试样激光切割的抗拉强度低于数控铣床。
断后伸长率的对比结果如图3 所示。

图3 断后伸长率对比结果
由图3 可知,有1 批试样激光切割的断后伸长率高于数控铣床;另外9 批试样激光切割的断后伸长率低于数控铣床。
5 试验结果分析讨论
从激光切割试样和数控铣床加工试样的力学性能测试结果来看,两种制样方法所得的规定非比例延伸强度、抗拉强度和断后伸长率都存在不同程度的差异,现用t 检验分析来讨论两种方法制样检测结果的差异程度。
5.1 力学性能测试
激光切割试样和数控铣床加工试样的力学性能测试结果配对差如表3 所示。

表3 力学性能测试结果配对差
5.2 配对t 检验分析
两种制样方法下的配对t 检验分析如表4 所示。

表4 配对t 检验分析
由表4 可知,经t 检验分析,分别测试两种制样方法得到的样品的力学性能,由规定非比例延伸强度的配对差计算得到的t 值大于临界值,在95%的置信区间内,使用激光切割制样和数控铣床制样对规定非比例延伸强度的测试结果存在差异;由断后伸长率的配对差计算得到的t 值大于临界值,在95%的置信区间内,使用激光切割制样和数控铣床制样对断后伸长率的测试结果存在差异;由抗拉强度的配对差计算得到的t 值小于临界值,在95%的置信区间内,使用激光切割制样和数控铣床制样对抗拉强度的测试结果无显著差异。
原因分析:激光切割过程会产生热量,氮气会带走绝大多数的热量,切割3 mm 以内的样板的热影响区非常小,对试样的抗拉强度几乎不产生影响,所以使用激光切割制样和数控铣床制样对抗拉强度的测试结果无显著差异;而激光切割产生的热会硬化试样的切割边缘,虽然影响区非常小,对抗拉强度的影响微乎其微,但边缘的硬化会使得试样拉伸过程中塑性变形发生更晚,近而使规定非比例延伸强度升高,断后伸长率降低[1]。
6 结论
1)分别测试由激光切割法加工拉伸试样和数控铣床加工拉伸试样的力学性能,抗拉强度的测试结果无显著差别,规定非比例延伸强度和断后伸长率的测试结果存在差异。
2)激光切割机加工试样时,试样边缘受到的热量会影响到试样的规定非比例延伸强度和延伸率。
