电解铜箔毛面色差质量问题的分析与改进
2024-01-07徐永飞汪继军蒋少华
吴 鹏,徐永飞,刘 涛,汪继军,蒋少华
(江西省江铜铜箔科技股份有限公司,江西 南昌 330029)
0 引言
近年来,随着5G 通信的不断发展,铜箔市场竞争日趋激烈,而电子行业的向前发展倒逼铜箔产品升级,新品迭代不断加快,下游客户对品质要求不断提高[1-2]。面对这样的市场环境,江西省江铜铜箔科技股份有限公司(全文简称“江铜铜箔公司”)通过自我剖析、深挖潜质,降低不良品率,进一步提升产品质量。
1 电解铜箔生产工艺简介
电解铜箔作为一个高精度的重要铜加工产品,其具有高导电性、高导热性、较好的机械强度的物料性能,外观有亮丽的金属光泽。除此以外,电解铜箔一面光洁,另一面较为粗糙,便于粘贴到其他材料的表面,作为电子工业的基础材料,电解铜箔在电子行业的发展中起着重要的作用[3-5],它广泛用于CCL 和PCB 行业中,用以传输电子信号及进行电力传输、沟通。因此,电解铜箔具有“神经网络”之美誉。
江铜铜箔公司电解铜箔生产工艺过程主要包括造液工序、动力工序、生箔工序、表面处理工序等四大工序。
1)造液工序:主要功能是为生箔工序和表面处理工序生产提供符合工艺标准的电解液。生箔造液工艺流程可分为生箔湿式工艺流程、生箔干式工艺流程。
2)动力工序:主要功能是为造液工序及表面处理工序提供所需要的去离子水和在对原材料进行处理(溶铜)时需要的蒸汽和压缩空气;在溶液进行热交换时,也需要蒸汽。生产过程中需要用到的去离子水、蒸汽和压缩空气,由动力工序提供。同时,为了保证电解铜箔制箔生产区域和表面处理区域的洁净度,利用洁净空调对生产区域洁净度进行控制。洁净空调的控制也是由动力工序提供。
3)生箔工序:生箔工序的主要功能是通过生箔机,利用电沉积原理,将电解液中的二价铜离子还原成铜,并附着在钛辊上,通过剥离和收卷制成生箔。
4)表面处理工序:表面处理工序的主要功能是将生箔工序制成的生箔,通过处理机对其生箔亮、毛面进行电镀处理,制成熟箔。
2021 年江铜铜箔公司全年由于外观存在的缺陷造成铜箔产品降级数量达到207 t,影响品级率为0.83%,于是对毛面色差问题的产生原因和改进措施进行了深入研究。研究表明,毛面色差缺陷是导致产品降级的主要原因,所谓毛面色差是指在铜箔生产过程中出现毛面条状或点状颜色差异,该缺陷直接影响铜箔的外观品质。
2 毛面色差现状调查
铜箔产品外观是铜箔判定等级的关键,导致产品等级降级的典型缺陷有五种:粒子凹坑、皱褶、划痕、氧化斑点、毛面色差[6]。2021 年铜箔成品量16 020 t,五种典型缺陷导致产品降级情况如表1 所示。从表1可知,毛面色差造成降级率达到0.83%,典型缺陷降级占比达64.01%,是导致产品等级降级的主要原因。2021 年1—12 月的数据统计表明,由于毛面色差原因造成成品降级比例的月最高值1.2%,月最低值0.29%。由此可见,毛面色差缺陷已经成为影响江铜铜箔质量的关键因素。

表1 典型缺陷降级统计
通过对毛面色差做进一步调查分析,初步查明得出导致色差产生的原因类别包括箔面水洗不良、橡胶辊印迹、阳极电镀不均、PL 板刮伤等,经进一步统计所得结果如表2 所示。由表2 可知,箔面水洗不良原因造成的降级占总比例的69%,水洗不良是造成箔面颜色差异最主要的原因[7]。此外,2022 年1—12 月份统计数据表明,全年成品降级率最高的月份为12月份,只有0.28%,远低于2021 年的降级比例,表明通过改进水洗管路布局、喷嘴角度、清洗管路等措施,可以提高箔面水洗效果,减少毛面色差。

表2 2021 年色差降级分类统计表
3 毛面色差原因分析和解决措施
3.1 清理喷头故障
出现问题:喷淋滤网堵塞,管道内异物堵塞喷嘴扁口(如图1-1 所示),造成扁口局部无法出水,喷嘴出水扇形角度小于120°,影响箔面清洗。
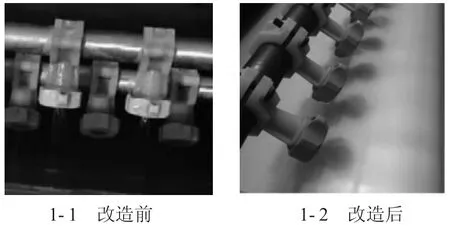
图1 清理喷头改造前后对比图
原因分析:现场抽查60 个喷淋过滤网,发现有4个过滤网存在表面破损;过滤网破损直接影响过滤效果,造成喷嘴扁口出水无法成“扇”型清洗箔面,影响清洗效果,从而导致了毛面色差。
处理措施:更换破损过滤网,改用硬度更强的材料制作滤网,制定5 年更换滤网计划。
改造效果:喷嘴120°扇型出水清洗箔面,如图1-2 所示。
3.2 喷淋杆固定支架位置设计不合理
出现问题:喷淋杆无法使用管箍固定(见图2-1),易发生移动,无法保证箔面清洗效果;喷淋杆角度上下偏差15°,影响箔面清洗效果。
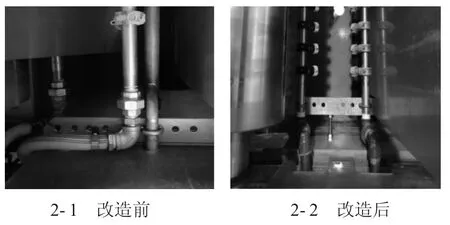
图2 喷淋杆固定支架改造前后对比图
原因分析:如图2-1 所示,喷淋杆固定支撑靠近槽壁,喷淋杆弯头位置不便使用管箍固定,喷淋杆摆放后上下角度发生变化,使用角尺测量在15°范围内。喷淋杆固定支架位置设计不合理造成喷淋杆移动,喷嘴角度也发生变化,影响箔面清洗效果[8]。喷淋杆与箔面距离不当是造成毛面色差的主要原因。
处理措施:调整喷淋固定支撑架位置,使喷淋支撑架移动到距离槽壁20 cm 位置,再在喷淋杆两侧使用管箍完全卡紧喷淋杆(见图2-2)。
改造效果:改造前喷淋杆支架位于槽壁边沿,无法完全固定喷淋杆,造成喷淋杆间距和角度易改变。改造后,将喷淋杆支架往槽内前移,使用不锈钢管卡完全固定喷淋杆角度和间距。喷淋杆与箔面间距为10 cm,喷嘴与箔面水平位置夹角成45°。
3.3 喷淋连接软管易弯折影响水流
出现问题:喷淋杆使用软管连接(见图3-1)。软管会出现老化影响水质,同时软管在水洗槽顶部易折,使降低的水流量高达30%,影响水压,从而影响箔面清洗效果,导致毛面色差。

图3 喷淋连接软管改造前后对比图
处理措施:以UPVC 硬管替代软管(见图3-2)。
改造效果:使用UPVC 硬管连接喷淋杆,避免管道老化和弯头对水压、水质造成影响。
3.4 DI 管道管壁滋生细菌
出现问题:对DI 水管壁进行检查,发现过滤器入口管壁细菌滋生严重(见图4-1),管壁上附着大量细菌及其尸体,使用千分尺测量,最厚的位置细菌黏稠物可以有5 mm 厚。过滤器前端取水样也可见轻微细菌类絮状物。

图4 DI 水管道改造前后对比图
原因分析:管道内细菌滋生严重,清洗水质受到影响,造成清洗效果不佳,箔面产生色差。
处理措施:彻底清洗DI 水管道,清除管壁细菌;使用计量泵,将清洗液顺水流输入管道内。直接在单台处理机支管前端开口,利用计量泵将清洗液打入管道进行清洗[9]。该处理措施需要增加1 台计量泵(利用中控修复旧泵),每台处理机支管前端需增加1 个DN=20 mm 的阀门(见图4-2)。该措施具有整套改造成本低、可实现单台处理机清洗、保证处理机作业率的优势。
改造效果:利用计量泵清洗管道后,DI 水管壁内干净无细菌。
4 结论
江铜铜箔公司通过对电解铜箔毛面色差现状调查,查明导致毛面色差的主要原因是清理喷头故障、喷淋杆固定支架位置设计不合理、淋连接软管易弯折影响水流、DI 管道管壁滋生细菌,通过采取相应的整改措施,实现了箔面毛面色差降级率由改造前的0.83%(2021 年降级率)降至0.15%(2022 年降级率),实现了2022 年全年减少色差原因降级117.1 t,经济效益显著。
