挤压比对车用Al-5.5Mg-1.2Si-0.5Cu-0.2Mn合金微观组织的影响研究
2024-01-07崔秀虹吴庆玲
崔秀虹,吴庆玲
(吉林交通职业技术学院机械工程学院,吉林 长春 130015)
0 引言
现阶段,Al-Mg 合金板材在全世界范围内铝合金挤压板材中占比已达70%以上,被广泛应用于汽车制造等领域。尤其是随着当前轨道交通对车辆轻型化的要求不断提高,研究人员开发出了更优力学性能的Al-Mg 铝合金,以满足车辆车体结构的制造需求[1]。
根据前期文献报道可知,大部分学者主要对Al-Mg 合金进行了热处理技术方面的研究工作,并对比了加入不同比例微量元素后引起的合金力学性能变化,但很少有学者研究Al-Mg 合金组织形态与挤压比之间的关系[2]。其中,Deng[3]通过实验测试了Al-Mg 合金处于不同热处理工艺下发生的组织相析出特点,结果显示以不同工艺热处理后,得到的合金组织致密度存在较大差异,同时对合金表面硬度及电阻率也产生了较大影响。邹田春[4]主要分析了在Al-Mg 合金基体内加入Cr 元素后获得的不同组织结构与力学特性,通过对比发现,加入Cr 元素可以使Al-Mg 合金获得更高力学强度,并显著改善其塑性。杨洁[5]采用等通道挤压技术处理6061 合金,并测试了该合金的力学特性变化,通过测试发现可以通过提高挤压道次使6061 合金达到更高力学强度。江福清[6]选择不同挤压温度及速度对Al-Mg-Si-In-Cr 管材进行挤压处理,结果表明,在挤压温度上升、速度加快的条件下,晶粒先细化再粗化,屈服强度和抗拉强度呈先升高、后下降趋势。
本文以Al-Si-Mg 合金作为测试材料,先对其进行不同挤压比条件下的挤压成型,再对其实施T6 时效处理,之后利用扫描电镜、金相显微镜、投射电镜表征并测试了各元素的含量,对合金组织结构转变机理进行了研究,为制备更优性能的Al-Si-Mg 合金板材提供了一定的参考价值。
1 实验内容
1.1 样品制备
使用Al-5.5Mg-1.2Si-0.5Cu-0.2Mn(数值为合金各元素质量分数)合金铸锭,在450 ℃条件下控制挤压比依次为18.5、26.2、33.6,在这三种条件下制得板材,挤压速率为2.5 mm/min,后对板材进行T6 时效处理(175 ℃+12 h),选取轧制板材的中心位置作为后续测试参考。
1.2 测试方法
采用DSX1000 金相显微镜表征了各挤压比条件下得到的合金显微组织形态;通过10EM-30 扫描电镜对试样表面微观结构进行了观察,同时以该电镜附带的能谱仪测试了各合金试样的元素分布状态;以体积比为1∶9 的高氯酸与乙醇溶液对合金试样表面抛光后,再对其进行电子背散射衍射测试。
2 结果分析
各挤压比的Al-5.5Mg-1.2Si-0.5Cu-0.2Mn 合金试样经扫描电镜表征得到的微观形貌如图1 所示。结果发现,所有挤压比条件下的合金组织中都形成了大量第二相颗粒,并且整体分布形态都较均匀,颗粒外形主要为短棒型与类球形结构。利用图像分析软件统计图1 中的第二相比例可以发现,以挤压比λ 为26.2和33.6 的Al-5.5Mg-1.2Si-0.5Cu-0.2Mn 合金第二相比例相对挤压比为18.5 时明显升高;其中,挤压比为26.2 和33.6 条件下的Al-5.5Mg-1.2Si-0.5Cu-0.2Mn合金中形成了比例基本相近的第二相,而挤压比为33.6 的板材形成了更少的短棒型第二相。表1 给出了挤压比为26.2 的条件下的铝合金板材各元素含量EDS 测试结果。由表1 可知,此时形成了具有球型结构的Mg2Si 析出相,同时形成了AlFeSi 条形析出相。

表1 λ 为26.2 时的EDS 分析结果
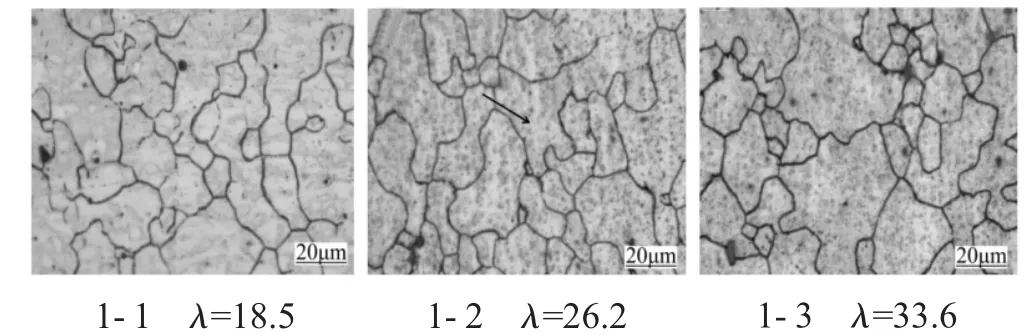
图1 不同挤压比下合金的OM 图
对不同挤压比Al-5.5Mg-1.2Si-0.5Cu-0.2Mn 合金板材进行横截面观察得到的EBSD 图像如图2 所示。通过对比发现,改变挤压比条件后,得到了相近外形的晶粒与组织结构,都属于大尺寸等轴晶结构。利用软件进行分析发现,当挤压比为18.5 时,得到图2-1 中的晶粒,其外径尺寸接近126.2 μm;当设定挤压比为26.2 时,得到图2-2 所示结果,此时晶粒尺寸约90 μm;设定挤压比为33.6 时,得到了图2-3 所示的挤压板材,此时晶粒尺寸接近100 μm。
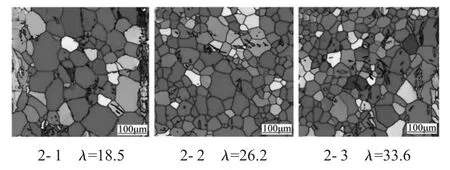
图2 不同挤压比下Al-5.5Mg-1.2Si-0.5Cu-0.2Mn合金的EBSD 图
表2 给出了三种挤压比条件下挤压板材内形成的再结晶组织比例。控制挤压比为18.5 时,形成了体积占比为83.1%的再结晶组织,同时亚结构相体积占比为16.5%;设定挤压比为26.2 时,形成了体积占比为98.4%的再结晶组织,亚组织体积占比约1.5%;控制挤压比为33.6 时,合金内形成了体积占比为99.1%的再结晶组织,亚结构相体积占比降低至0.6%。逐渐提高挤压比后,在试样内形成了更高比例的再结晶组织,挤压比增大至33.6 后,试样全部发生了再结晶转变。

表2 不同挤压比下合金的再结晶分数
通过投射电镜对各挤压比条件的Al-5.5Mg-1.2Si-0.5Cu-0.2Mn 板材进行微观结构表征,结果如图3 所示。在挤压比为18.5 情况下,形成了图3-1 所示结果,此时在合金中主要形成针形的β″相,同时还生成了部分条形结构的β′相以及较低比例的板形β′相。通过测量可知,针形β″相的长度基本介于18.5~33.6 nm,具有棒状外形的β′相长度介于25~38 nm,板性β′相的长度约100 nm。随着挤压比增大至26.2 时,主要生成了图3-2 所示的针形β″相,同时形成了更多的板形β′相,此时针形β″相长度介于18.5~46 μm,板形β′相的长度达到了110~133.6 nm。继续增大挤压比至33.6 后,合金试样中形成了大量的板条形β′相,如图3-3 所示,针形析出相β″的比例降低。

图3 不同挤压比下合金TEM 像
3 分析与讨论
Al-5.5Mg-1.2Si-0.5Cu-0.2Mn 合金型材的力学性能受多方面因素的影响,主要包括材料晶粒的取向和大小、析出相的数量和种类额尺寸等,且挤压比的变化同样会影响到材料的性能。在对合金进行挤压操作时,晶粒由于受挤压力的影响而出现形变及破碎,进而引起晶粒细化。
随着挤压比的增大及材料晶粒细化,产生尺寸更小的等轴晶粒,进而使得材料强度大幅提升。而伴随挤压比的增大,材料形变加大同样会导致材料第二相更加弥散与细碎,析出板条状β 相数量增加、密度增大。伴随挤压比的不断增大,在高温环境下合金极易出现再结晶,造成晶粒变大,然而因为第二相更加弥散、密集,限制了晶粒长大,因此合金晶粒的尺寸并没有出现显著的改变。
伴随挤压比的增大,材料在动态再结晶和回复方面表现出更显著的作用,材料的组成成分基本上都是再结晶晶粒,合金织构主要是立方织构,同时有相应数量的黄铜织构转化成立方织构。其主要是由于随着挤压比的增大,材料的回复作用显著提升,试样再结晶组织占比增加,导致由合金材料形变加大而形成的小角度晶界占比减少。
4 结论
1)所有挤压比条件下的合金组织中都形成了大量第二相颗粒,并且整体分布形态都较均匀,颗粒外形主要为短棒型与类球形结构。
2)挤压比为26.2 时,合金得到最小的晶粒尺寸,形成了具有球型结构的Mg2Si 析出相,同时形成了更多的板形β′相。
