超声振动下结构钢Q345GJC 冶金板拉伸性能分析
2024-01-07汪新丽
汪新丽
(郑州经贸学院土木建筑学院,河南 郑州 451100)
0 引言
高层桥梁的快速发展对结构钢的各项性能指标提出了更高标准,需要满足优异的力学性能及成形性能[1-2]。超声振动辅助成形可以在板加工期间沿特定方向对其施加特定频率与振动幅度的超声波,实现材料强度调控的效果,获得更强变形能力,同时还可以减缓材料变形过程的残余应力,大幅降低成形件回弹程度[3]。在超声振动作用下成形的钢板和模具可以获得更小摩擦力,由此获得更优的钣金件表面质量,且可提升尺寸控制精度[4]。杨枫[5]对TA1 钢板进行超声振动辅助拉伸测试发现,可以通过施加超声振动的方式减小材料流动应力。Fartashvand[6]在超声振动条件下对TC4 钢板进行拉伸测试发现,在设置超声振动的状态下,可以使材料的伸长率增大12.8%。国内学者Liu[7]在超声振动辅助作用下,对Q345GJC 进行微冲裁测试发现,在Q345GJC 裁断口区域形成了更多的韧窝,表现出了更强的塑性变形能力。Obikawa[8]对锥形零件进行超声辅助渐进微成形测试发现,在设置超声振动条件下,可以实现更高精度的零件加工性能,避免零件在成形过程中产生皱纹。
本文通过超声振动辅助拉伸测试方法分析了超声振动引起的钢板力学特性变化,深入探讨了超声振动因素引起的钢板拉伸件拉伸强度与试样回弹性能差异。由此通过材料超声振动效应促使钢板获得更宽的室温成形使用范围[9]。
1 超声振动下试样拉伸性能分析
1.1 实验方案
拉伸件外径为15 mm,壁厚为0.5 mm,高8 mm。根据Q345GJC 冶金板变形特性,并结合拉伸件尺寸,以26 mm 外径的坯料开展超声振动辅助拉伸测试,再与常规拉伸方式进行比较分析。控制凸模拉伸速度为0.000 1 m/s,选择坯料定间隙压边的形式,将压边间隙设定为和钢板板料厚度一致的状态,该装置的具体结构如图1 所示,拉伸试样如图2 所示。

图1 超声振动辅助拉伸试验装置

图2 拉伸试样照片
为了便于完成操作过程,测试时沿凹模的纵向设置超声振动[10],具体方案如表1 所示。
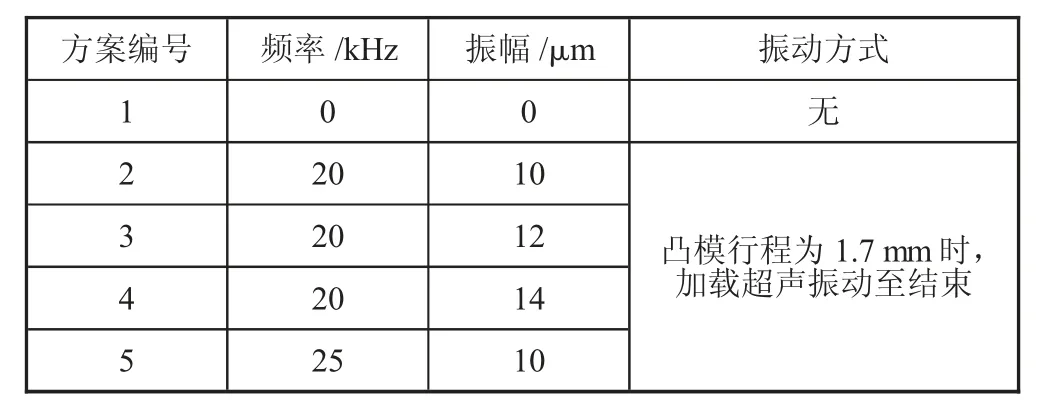
表1 超声振动辅助拉伸方案
1.2 拉伸力分析
进行拉伸测试时,拉伸力是作用于凸模的总压力,包含了材料变形抗力与阻力,可以根据拉伸力判断材料变形抗力与变形程度。图3 给出了各超声振动条件下Q345GJC 钢板拉伸件拉伸力和凸模行程之间的测试结果。可以发现,当凸模行程增大后,形成了更高的拉伸力,并在凸模行程增加到7.5 mm 时获得最大值,之后拉伸力持续减小;设置超声振动时,Q345GJC 钢板拉伸件获得了更小拉伸力,并且随着振动振幅与频率的提高,这种变化趋势更明显,当频率为20 kHz、振幅为14 μm 时获得了8.1%的最大降幅。此时超声振动经凹模对坯料造成载荷作用,坯料受到超声振动后强度与变形抗力下降,从而获得了更小的拉伸力,此外超声振动还可以进一步降低板料和模具摩擦系数,最终获得更小拉伸应力。
1.3 拉伸件回弹分析
回弹指金属板料发生弹塑性变形时,去除外载荷之后可以释放弹性变形,零件的外形尺寸和模具存在差异。考虑到钢板的弹性模量较小,存在明显的各向异性,容易在成形期间发生回弹,产生很大的回弹量。
图4 为Q345GJC 冶金板拉伸后沿筒口部位的外径尺寸回弹程度测试结果。其中,没有施加超声振动的情况下,相对坯料轧制方向0°、45°、90°、135°的筒口外径依次为15.39 mm、15.18 mm、15.35 mm 与15.38 mm,不同方向形成的尺寸差异较大,回弹程度最大达到0.4 mm;设置超声振动后,筒口外径形成了更小的回弹量,从而形成了更小的尺寸波动状态。
2 结论
1)设置超声振动时,Q345GJC 钢板拉伸件获得了更小拉伸力,且随着振幅与频率的提高,变化更明显。
2)不同方向上形成的尺寸差异较大,回弹程度最大达到0.4 mm;设置超声振动后,筒口外径形成了更小的回弹量,从而形成了更小的尺寸波动状态。
3)该研究有助于提高高层建筑结构钢的承载性能,具有很广的应用价值。
