集成电路封装压焊机劈刀应用工艺研究
2024-01-04李彦林
李彦林
(甘肃林业职业技术学院, 甘肃 天水 741020)
0 引言
集成电路封装又称电子封装,在集成电路芯片的生产过程中,它是一道必不可少的工序,是电子器件成为电子系统的一个重要桥梁。它不仅起到连接电路、保护芯片和增强器件导热性能的作用,更重要的是将晶圆芯片上的铝垫焊接点用金丝(或铜丝)连接到引线框架内引脚上,从而产生各种电路效果。劈刀是集成电路测试过程中压焊工艺引线键合的重要工具,它能高效地切断金丝(或铜丝)与内引脚之间焊接产生的焊头,保证集成电路生产的高效性、可靠性和稳定性。
1 引线键合工艺
在集成电路封装测试过程中,引线键合是一道关键的工艺。引线键合工艺质量的好坏,对整个封装器件的电学性能、稳定性、可靠性等都会产生至关重要的影响。在导致半导体元器件失效的原因中,30%左右的失效都是由芯片互连存在问题而导致的,因此,芯片引线键合焊接的牢固与否,对半导体元器件的可靠性有很大的影响[1-2]。
1.1 引线键合方式
将芯片固定于金属导线架上,采用引线键合工艺,依序将细金属线与芯片及导线架相连接,即可完成键合。引线键合焊接通过采用加热、加压、超声等方式破坏被焊物体表面的氧化层,使其产生塑性变形,从而使引线与被焊面实现非常紧密的接触,进而形成焊接点。引线键合的方式中,热压键合、超声键合和热声键合三种方式比较常用[3-4]。
1.2 引线键合工艺流程
1.2.1 球形键合工艺
球形键合工艺流程为:将键合引线垂直插入柱状劈刀工具中,引线在电火花的作用下,受热熔化成液态,由于液体表面存在张力形成球状,劈刀下降对焊球加压,使焊球和集成块铝垫结合,完成焊接过程。之后劈刀抬起,沿着预定轨道移动,到达内引脚位置时,利用压力和超声能量完成焊接,形成焊点[5-6]。
1.2.2 楔形键合工艺
楔形键合工艺流程为:将金属丝穿入楔形劈刀背面的预设小孔,使金属丝与键合区平面呈30°~60°夹角。之后楔形劈刀下降,到达焊盘键合区域时,将金属丝压在焊区表面,采用超声焊或热声焊方式完成键合焊。之后劈刀抬起,按预定轨道移动,到达内引脚位置时,利用压力和超声能量完成焊接,形成焊点[7]。
2 劈刀的作用及选用方法
2.1 劈刀的作用
劈刀是半导体封装设备中的关键部件之一,其通常使用陶瓷材料或陶瓷复合材料制作,包括刀体、锥芯孔(也称为垂直方向孔)和位于刀体前端顶部的尖嘴(刀嘴),刀体和尖嘴是以锥芯孔的中轴线为对称轴的旋转体。锥芯孔的作用是为了让焊线穿过,在锥芯孔的前端开口处,锥芯孔的直径逐渐扩大,亦即锥芯孔的前端开口处呈喇叭形,从而形成锥芯孔的倒角,也称为内切面角度,其作用是便于卡合焊线时所用的金属球。此外,尖嘴前端纵切面两侧的切线呈弧形,从而与工作面之间形成一定的角度,即工作面角度[8-10]。
劈刀主要参数有劈刀孔径、内倒角、头部直径等见图1。

图1 劈刀的主要参数
劈刀主要以封装技术工艺为依据进行分类见表1,在球形键合过程中常用柱状劈刀见图1,在楔形键合中使用楔形劈刀见图2。

表1 劈刀的分类
图2 柱状劈刀

图3 楔形劈刀
2.2 劈刀的选用方法
劈刀的选用方面,应综合金线线径、铝垫尺寸、铝垫间距、相邻弧高等因素,综合考虑进行选择。
1)根据金线线径,选用劈刀孔径(H)。估算公式为孔径(H)=金丝线径+经验值(0.5~0.8 mil)。
2)根据铝垫尺寸选用内倒角直径(DC)大小。估算公式为内倒角直径(DC)=铝垫尺寸- 经验值0.8~0.9 mil。
3)根据铝垫间距选用劈刀头部直径(Dt)的大小。估算公式为头部直径(Dt)=2×铝垫间距- 平均金球直径。
4)根据相邻弧高和相邻间距选用劈刀头部形状。
2.3 劈刀与金丝直径对照
劈刀与金丝直径对照,如表2 所示。
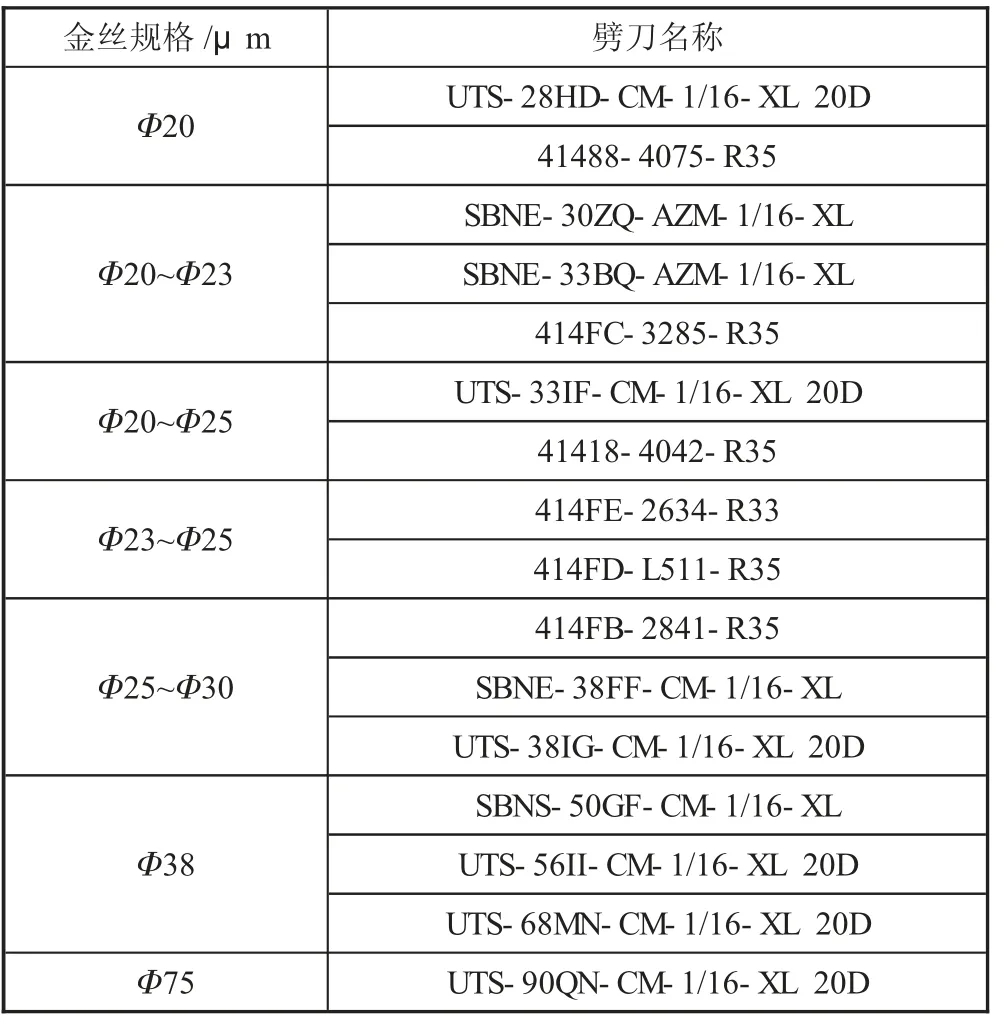
表2 劈刀与金丝直径对照
3 劈刀更换工艺(以ASM--AB339 压焊机为例)
3.1 卸载旧劈刀
按ASM-AB339 压焊机“ChgCap”键,用扭力扳手按逆时针方向旋转劈刀螺丝1~2 圈,取下旧劈刀。
3.2 装载新劈刀
1)ASM-AB339 压焊机屏幕显示装载信息,用镊子夹住待换上去的劈刀中间,将劈刀上端塞进孔中,使劈刀上端与上表面相平,用扳手顺时针调整到1.8~2 N 扭力上紧劈刀螺丝。
2)连续2 次选择ASM-AB339 压焊机机台“Enter”键。
3)ASM-AB339 压焊机进入超声波自动检测。
4)连续2次选择ASM-AB339压焊机机台“Stop”键。
5)选择ASM-AB339 压焊机机台“Enter”键,Press 1 to reset capiliary stats(按1 清除劈刀计数),Press enter to continue(按输入继续),按“1”清除劈刀计数。
6)选择ASM-AB339 压焊机机台“Enter”键,将十字线对准管脚(L/F),再按“Enter”使劈刀在管脚上打1个印记,移动操纵盘使十字线与已打印记中心重合。
7)Auto tch fir lvl 自动调整打火杆与劈刀水平距离(打火杆高度):
按“A”显示:“Adjust fir lvl”调整打火杆与劈刀水平距离,按上下箭头键,使劈刀头部(尖)与打火杆头部(尖)水平后按“Enter-→Stop”退出。
8)按Shift+CtctSr/EFO 进行测高。
4 结语
通过对ASM-AB339 压焊机劈刀的选用及更换工艺进行研究,提出一套有效的劈刀选用方法和ASM-AB339 压焊机及同类型压焊机劈刀更换工艺标准规范,对提高压焊设备和劈刀的使用寿命具有很大的实际意义。
