煤矿钢丝绳绞车控制装置设计研究
2024-01-04程小冬
程小冬
(晋能控股煤业集团有限公司技师学院, 山西 大同 037003)
0 引言
绞车是一种集机、电、液于一体的机械设备,主要用于煤矿上的物料和人员运输,具有运输效率高、经济性好的优点,其工作的稳定性和可靠性直接决定了煤矿生产时物料输送的效率和安全性。目前绞车的控制系统多采用了手动+继电器控制模式,在工作中存在着调速不平滑、操作繁琐、故障率高、可靠性差的问题,难以满足矿用绞车的运行安全性需求[1]。
结合矿用绞车的工作流程及智能化变频控制技术的发展,本文提出了一种新的煤矿钢丝绳绞车控制装置,该装置以PLC 控制为基础,以变频调速控制为核心,通过对钢丝绳运行时的各类关键参数的监测,实现对钢丝绳绞车运行状态的精确判断,能够满足在不同工况下精确调控的需求。根据实际应用表明,新的控制系统能够将绞车的控制反应速度提升89.4%,对提升矿用绞车的运行平稳性和可靠性具有十分重要的意义。
1 绞车控制装置
矿用绞车主要作用是对井下物料和人员的运输,常用的功能包括制动、启动、急停等,为了保证物料和人员运输的安全性,要求绞车控制系统具备较好的平稳启动特性和减速特性,同时为了满足在不同情况下操作便捷性的需求,绞车控制装置还需要具备快捷的切换方式,满足变载荷控制需求等。通过对其控制需求的分析,提出了一种新的煤矿钢丝绳绞车控制装置,其整体结构如图1 所示[2]。
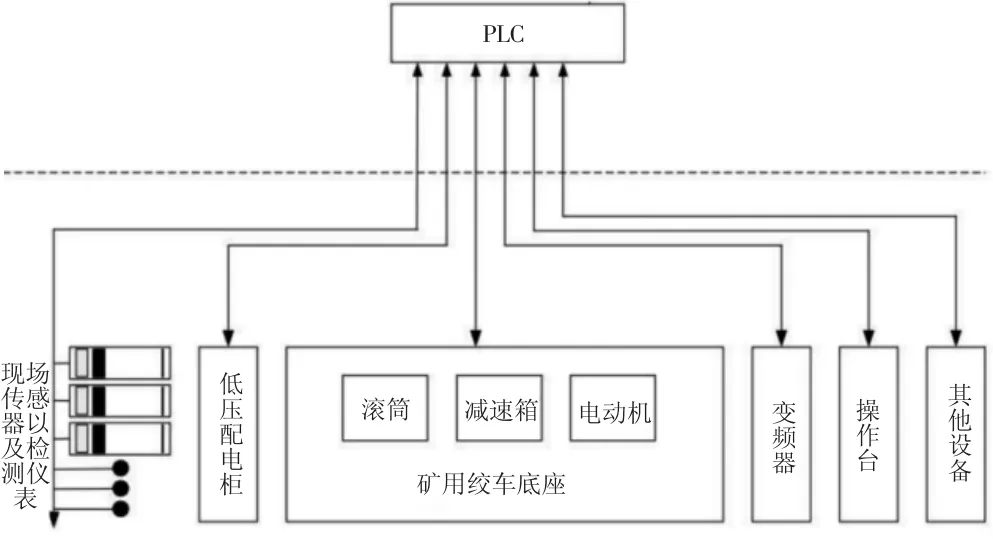
图1 钢丝绳绞车控制装置示意图
由图1 可知,该钢丝绳绞车控制装置设置在绞车的底座上,包括了变频器、操作台、配电柜以及现场传感器监测仪。系统在运行过程中由现场传感器对绞车运行时的速度、张紧力、温度、电流等运行参数进行实时监测,将监测的数据信息传输到PLC 控制中心内,由控制系统对绞车的运行状态进行分析并确定参数调节量,将调整信息传递给变频控制器,由变频控制器对绞车的驱动电机运行情况进行调整,进而实现对绞车运行状态的灵活控制,提高绞车的运行安全性。
由于绞车运行时所涉及的监测信息量大,因此为了提高系统数据分析的精确性和可靠性,减少数据传输时外界干扰所导致的数据失真情况,系统采用了MODBUS 现场总线系统,通过标准的数据接口和数据传输协议,实现了对绞车运行数据信息的快速传输,满足了系统高效、精确分析的控制需求。
为了满足控制灵活性的需求,在系统中设置了操作台,能够使控制人员根据绞车的运行情况,直接发出调控信号,对绞车的运行实现“越级”控制,提高在紧急情况下的控制安全性需求。
2 PLC 控制中心
PLC 是整个矿用绞车先进控制系统的“大脑”,其工作时汇集各个监控传感器的监测信号,对各种信号进行分类分析,根据分析结果确定矿用绞车接下来的控制逻辑,最终实现对绞车运行状态的灵活调整。系统采用了MODBUS 现场总线[3]系统实现PLC 控制中心和各个数据模块之间的数据通信,实现数据的实时交互,满足矿用绞车控制精确性和可靠性的需求,PLC 控制系统功能原理如图2 所示[4]。

图2 PLC 控制系统功能原理图
在PLC 控制中心内,还设置有故障显示模块,能够通过对各个监测数据的分析,确定绞车的运行状态是否在正常范围内,若出现异常数据信息,则系统自动对异常数据的来源、位置进行分析、定位,根据故障库内的数据匹配情况,确定系统故障的原因,然后将相关数据显示在监控中心,并发出故障预警,便于监控人员能够在第一时间确认故障原因并进行排除,确保矿用绞车运行的稳定性和安全性。
3 绞车变频控制系统研究
该绞车控制系统的核心是能够根据绞车运行的实际情况灵活的调绞车运行时的启动、制动速度,为了减少在运行过程中的启动或者制动冲击,系统采用了变频控制模式[5],实现对绞车驱动电机的控制。由于绞车的运行条件较为复杂,因此对控制系统运行稳定性的要求极高,因此综合各种因素,系统采用了主控PLC 和监控PLC 的冗余监测控制,其冗余控制原理如图3 所示。在两个PLC 控制系统中存在着一个通信链路,该通信链路采用了高速光纤数据传输网络,能够实现数据的共享。其中主控PLC 主要用于对变频器的速度调整、数字量和模拟量的各类信息分析、各类数据信息的输出等,监控PLC 则主要用于对绞车运行时的速度、位置等进行监测。在监测的过程中还兼顾数据分析处理、故障报警等,两个PLC 控制系统既实现信息共享,又实现数据分类处理,不仅加快了数据处理速度,而且能够有效的提升系统的运行稳定性,当一个PLC 系统发生故障时,系统能够自动切换到一个PLC 控制,实现绞车的不停机稳定运行,从而保持在运行中的安全性,双冗余控制模式,能够很好的解决传统绞车控制系统出现故障后绞车即刻停止运行而带来的伤害,极大地提升了绞车在物料和人员运输过程中的安全性。

图3 冗余监测控制结构示意图
4 变频器调速控制方式分析
变频器在工作时,首先将交流电经过整流后变成直流电,然后通过逆变器将直流电转换为电流和电压均可以调节的交流电,其对驱动电机运行状态调节的平稳性主要是通过控制定子的频率来实现的,目前主要有矢量控制、直接转矩控制两种模式。
矢量控制能够在调速范围上和绞车电机完美匹配,而且能够直接控制绞车电机转矩的变化,但控制回路相对复杂而且成本极高。直接转矩控制是直接对电机的转矩进行控制,在调控过程中不会受到电机参数和运行负载的影响,因此控制过程的超调量较小而且响应时间迅速,控制经济性较好。结合绞车电机的运行控制要求,最终确定采用直接转矩控制的模式对电机的运行状态进行控制。
目前该煤矿钢丝绳绞车控制装置已经在多个煤矿投入应用,根据对其应用情况分析,该系统能够将绞车控制反应时间由最初的18.4 s 降低到目前的1.95 s,反应速度比优化前提升了89.4%,对提升矿用绞车的运行平稳性和安全性具有十分重要的意义。
5 结论
1)采用MODBUS 现场总线系统,通过标准的数据接口和数据传输协议,能够实现对绞车运行数据信息的快速传输;
2)双冗余控制模式,解决了传统绞车控制系统出现故障后绞车立即停止运行而带来的伤害,极大地提升了绞车在物料和人员运输过程中的安全性。
3)新的控制系统能够将绞车的控制反应速度提升89.4%,对提升矿用绞车的运行平稳性和安全性具有十分重要的意义。
