不同气氛对2219铝合金TIG焊接头组织和性能的影响
2023-12-29杨康唐瑜汪鹏举林鹏张志伟李乔喻宽邹金才
杨康,唐瑜,汪鹏举,林鹏,张志伟,李乔,喻宽,邹金才
四川航天长征装备有限公司,四川 成都 610100
0 引言
2219 铝合金高强铝合金不仅具有良好的耐蚀性、较高的比强度和比刚度等综合性能,其在200~250 ℃温度范围内还具备良好的焊接性和断裂韧性,因此2219铝合金逐渐取代LD10铝合金成为新一代液体推进剂贮箱的主体材料,在航空航天、国防科技领域得到广泛应用[1-3]。目前,国内外2219铝合金的焊接方法主要有钨极氩弧焊、电子束焊、搅拌摩擦焊等。但是受结构件体积和焊接条件的影响,焊缝以及角焊缝的连接多采用传统TIG焊焊接工艺[4]。随着对贮箱填充率和结构稳定性要求的提高,新型推进剂贮箱壁厚度达到15 mm,氩弧TIG焊因其熔深浅、焊接效率低的特性,难以适应厚板2219铝合金贮箱的焊接需要。氦弧TIG焊是将氦气作为保护气体的焊接工艺,其优点为焊缝熔深深、熔敷效率高、焊接速度快以及气孔缺陷较少。氦弧TIG焊的缺点为电弧稳定性差、难起弧以及氦气价格昂贵。但是,随着国内对氦气资源的不断开发,氦气价格逐步下降,氦弧TIG焊在未来会得到更加广泛的应用[5]。
本研究对15 mm厚2219铝合金板进行堆焊焊接,分别采用氦弧和氩弧TIG焊打底,氦弧TIG焊采用直流电源,氩弧TIG焊采用交流电源。在焊缝背面熔宽相同的条件下,对比两种焊接接头的宏观形貌、微观组织及第二相组织的差异,并对比分析二者的拉伸性能、断口形貌及硬度。
1 试验材料与方法
1.1 试验材料与设备
试验用2219铝合金采用轧制成形,热处理状态为C10S态(固溶处理+10%冷变形+人工时效),尺寸300 mm×600 mm×15 mm,接头形式为对接。材料微观组织如图1所示[6],C10S态2219铝合金主要组成相为α-Al固溶体、θ(CuAl2)相和T(CuMn2Al2)相[6]。试验用2219铝合金以及焊丝的主要成分如表1所示[6]。焊丝采用直径4 mm的ER2325焊丝(DQJT1149-2007),保护气选用纯度为99.99%的氩气与氦气,气体流量15 L/min。试样母材力学性能如表2所示[6]。焊接采用Miller-700氩弧焊机,焊接平台自制,可以实现焊接试片的水平安装和固定。焊后取金相试样,并采用DM2300M型号OEM光学显微镜观察接头的宏观形貌和微观组织。接头拉伸性能测试(GB/T 2651)采用TCD-A300N-10KW拉伸试验机,拉伸试样尺寸根据相应标准确定,抗拉强度为三个试样的平均值,拉伸后采用SEM对断口进行观察。

图1 C10S态2219铝合金母材组织Fig.1 The phase of C10S status 2219 aluminum alloy

表1 试验用材料成分(质量分数,%)Table 1 Composition analysis of experiment (wt.%)

表2 2219铝合金力学性能Table 2 Mechanical properties of 2219 aluminum alloy base material for experiment
1.2 试验方法
本研究根据氩弧和氦弧TIG焊接特性,分别采用两面三层和两面四层焊接方法对15 mm厚2219铝合金试样进行焊接。焊接方法及参数如表3所示,焊接坡口如图2所示。1#试样开Y形坡口,采用氩弧TIG焊打底、填充、盖面、封底,两面四层焊接;2#试样开U形坡口,氦弧TIG焊打底,氩弧TIG焊盖面、封底,两面三层焊接。焊前对待焊区进行打磨清理,焊丝进行刮削处理。
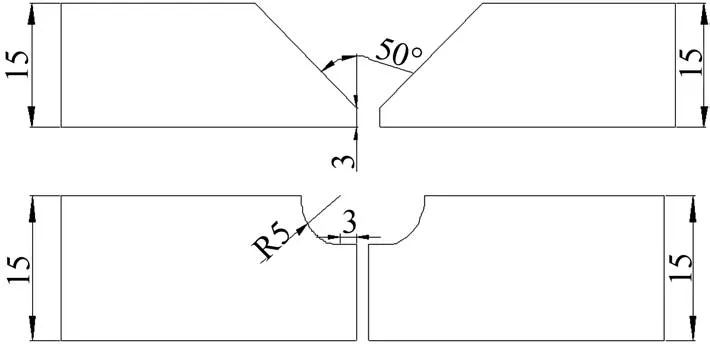
图2 坡口形式Fig.2 Groove form

表3 试样焊接参数Table 3 Welding parameters of the specimens
2 试验结果与分析
2.1 接头组织分析
1#、2#试样接头宏观形貌如图3所示。对比两种接头的宏观组织,由于焊接方法不同,接头1#焊缝区域明显分为盖面、填充、打底、封底四层,接头2#焊缝区域可分为盖面、打底、封底三层。1#、2#接头盖面层与封底层熔深基本相同(4~5 mm);但由于坡口形式及焊接间隙不同,接头1#盖面层宽度达到28 mm,而接头2#盖面层宽度仅为19 mm左右。此外接头2#打底层焊缝熔深比接头1#打底层更大,即氦弧打底焊缝熔池深宽比更大。分析原因:①同样的弧长下,氦弧TIG焊电弧阳极压降更大,功率密度分布比氩弧TIG焊更为集中,即熔池的热输入更为集中,从而获得更大的熔深;②相同电流条件下,氦弧TIG焊阳极区面积较小,电流密度分布更为集中,使得电磁力的搅拌作用更强,可以同时增大熔深减小熔池半径。两方面原因综合作用使得氦弧TIG焊打底层深宽比比氩弧更大[7]。

图3 接头宏观形貌Fig.3 Macro morphology of the joints
接头典型微观形貌如图4所示。TIG焊接头纵向剖面区域主要分为焊缝区、熔合线区及热影响区(母材区)。热影响区域晶粒组织为板条状,分布均匀,延轧制方向生长。焊缝区晶粒呈柱状,尺寸较粗大且不均匀,并沿轧制方向生长。熔合线区域晶粒呈细小等轴状,但熔合线两侧晶粒迅速长大,过渡不均匀。焊缝中心区晶粒呈细小枝状晶,有方向性但排列呈无序状态。

图4 接头典型微观组织形貌Fig.4 Typical microstructure morphology of joints
为了进一步对比接头1#、2#微观组织的差异,观察两种接头每一层的焊缝及层间组织,其显微组织分别如图5、图6所示。对比两种接头的微观组织,接头1#、2#焊缝区各层的微观组织基本一致,均由等轴晶组成,而且盖面层与封底层组织相对于打底层、填充层的等轴晶粒更为细小。TIG接头的微观组织特点与多层、多道焊接工艺密切相关,即后道焊缝的热作用会影响前到焊缝的组织[8]。在焊接时,各层熔池首先凝固结晶的组织为α相,颜色为白褐色,随着温度升高α相逐渐长大,并且呈条状或呈点状黑褐色组织为亚共晶相和析出的θ相,晶粒长大和θ相的析出是焊缝力学性能下降的主要原因。
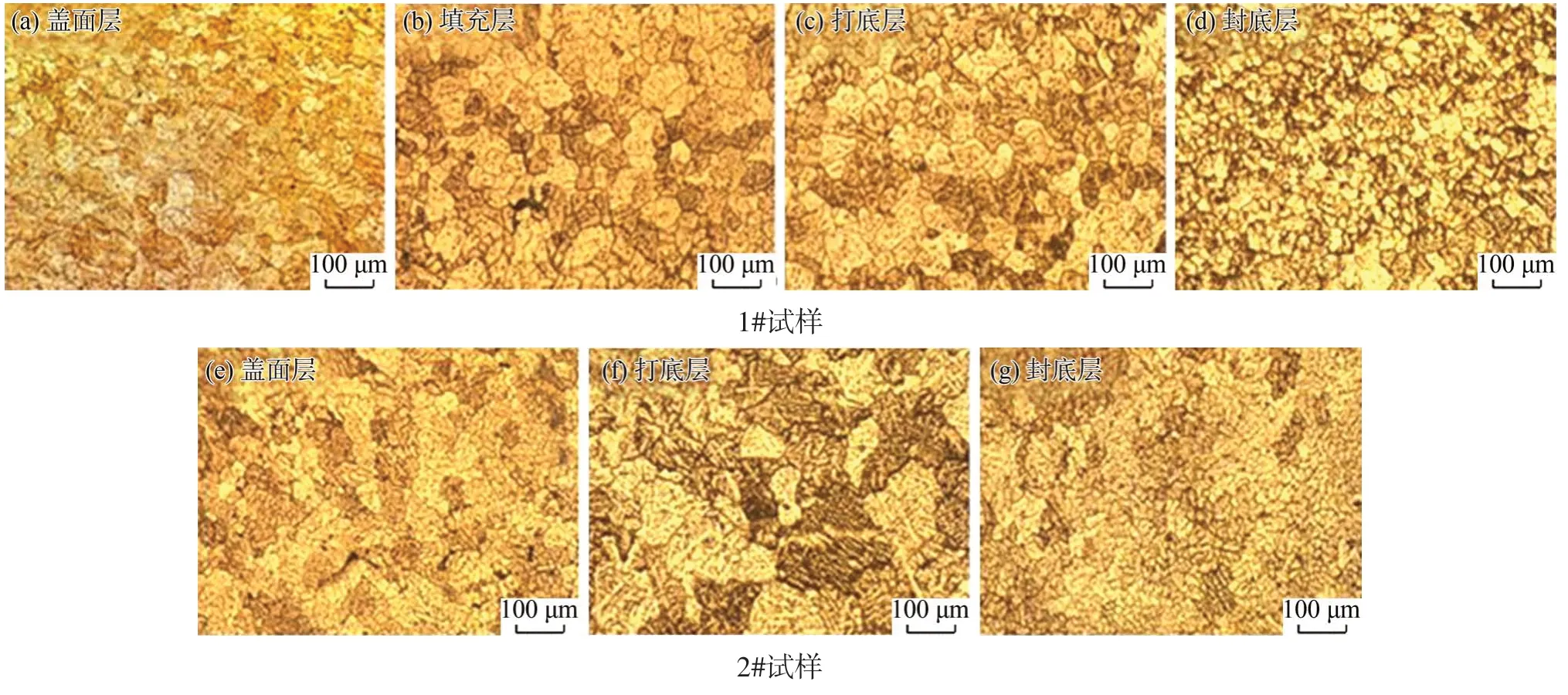
图5 接头焊缝微观组织形貌Fig.5 Microstructure morphology of the joint

图6 接头1#、2#试样层间显微组织形貌Fig.5 Interlayer microstructure morphology of joint 1# and joint 2#
纵向比较,图5c为1#接头打底层微观组织,打底层组织经历了4次热循环(本身1次和填充、盖面、封底3次),其晶粒大小、黑色θ相数量与图5b中填充层(3次热循环)差别不大,但远多于盖面层和打底层;图5f中2#接头打底层组织经历了3次热循环,其α晶粒较盖面和封底层(1次热循环)晶粒有明显的增大,且黑色θ相数量更多。
横向比较1#、2#接头各层组织,两种接头该面层、封底层均经历1次热循环,且焊接电流及速度相同,因此组织均为细小的α等轴晶+少量的θ相。对比图2c、2f,2#接头打底层晶粒较1#接头更大、黑色θ相数量更多,这是由于氦弧打底时熔深更深,单次热输入量较氩弧打底、盖面层更大[9],因此α晶粒较大并析出更多的θ相。
从图6对比层间组织的微观形貌,层间组织形态主要为胞状树枝晶,原因是焊缝成形时在熔合线处冷却速度块,从而导致胞状树枝晶在该位置形成。研究表明,后道焊缝对前道焊缝的影响表现为使前道焊缝的组织形态发生变化,在两道焊缝交界处生成网状共晶组织,易成为裂纹萌生和扩展的位置,使接头性能降低。
2.2 接头力学性能
2.2.1 拉伸性能分析
接头1#、2#拉伸性能结果如表4所示,焊缝断裂位置均为熔合线处。拉伸结果表明,2219铝合金母材的抗拉强度为370 MPa,延伸率为10%。1#接头的抗拉强度为268.3 MPa,强度系数0.72;2#接头抗拉强度为272 MPa,强度系数0.74,两种接头的抗拉强度基本一致。此外,1#接头断后伸长率为4.3%,2#接头的延伸率为3%。
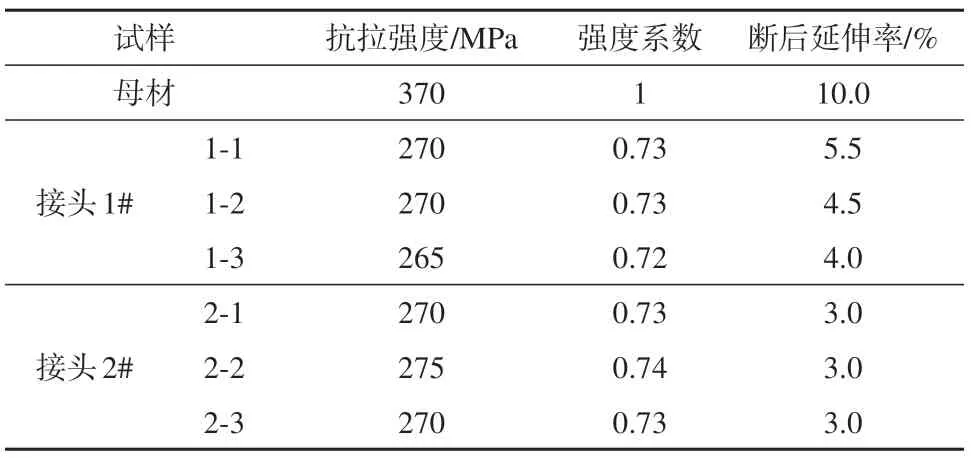
表4 1#、2#接头拉伸性能Table 4 Tensile properties of joint 1# and joint 2#
采用扫描电子显微镜对1#、2#接头断口形貌进行观察,结果如图7所示。1#、2#接头的断口形貌均由撕裂岭和韧窝组成,且韧窝形状较深且数量更多,表明两种接头在拉伸时均发生韧性断裂,在断裂前经历了大量的塑性变形。对比图7发现,1#接头断口处韧窝数量更多且形状较为规整,2#接头断口处韧窝较浅且数量少,表明1#接头韧性较2#接头更好,宏观上表现为1#试样的断后伸长率要高于2#试样。

图7 接头断口形貌Fig.7 Fracture morphology of the joints
2.2.2 接头硬度
硬度用来表征金属材料抵抗局部塑性变形能力,主要评价金属材料的软硬程度[10]。以焊缝中心线为0点,沿接头垂直方向别在打底、填充、盖面、封底层测量四组(2#接头为3组)硬度值,测量位置及硬度曲线如图8所示。结果显示两种工艺方法的硬度值曲线走向趋势相同,均是在焊缝中心最低,到熔合线后迅速升高,在淬火粗晶区达到一个高值后,进入过时效软化区(热影响区)再下降,最后升高到母材区。此外还发现,盖面层硬度偏小,封底层硬度偏大,这是因为该层组织为更加细小的等轴晶,容易在应力下发生晶界偏移,宏观表现为韧性较好、硬度较低。

图8 接头硬度分布曲线Fig.8 Hardness distribution curve of the joints
对比1#、2#接头各层硬度发现,2#接头焊缝区硬度略高于1#接头,且其各层硬度较为均匀,1#接头各层硬度突变更为明显。这是由于下一层焊缝的热作用不仅会促进上层焊缝中的α晶粒长大,以及θ相析出,同时使热影响区板条状晶粒长大(过时实效)。焊缝组织中α晶粒长大和θ相得析出均不利于晶界的偏移,导致焊缝区域硬度增加;二热影响区过时实效会使其硬度下降,最终导致1#接头各层硬度分布更为复杂。由图5可以看出,2#接头焊缝区各层组织中的等轴晶更大、黑色θ相更多,因此其硬度高于1#接头。
3 结论
(1)两面四层氩弧TIG焊接工艺,其焊接速度慢,其热影响区中部分区域最多经历四次热循环,导致其硬度分布跨度较大、热影响区范围更宽,抗拉强度达268.3 MPa,强度系数0.72,延伸率4.3%。
(2)氦弧打底的两面三层焊接工艺,其焊接速度快、热影响区更窄,焊缝经历热循环次数少,因此其硬度分布较两面四层焊更均匀,但由于打底层单次热输入量较大,等轴α晶粒长大与θ相数量增多,导致接头硬度、强度增加的同时,延伸率降低,抗拉强度达到272 MPa,强度系数0.74,延伸率3.0%。
(3)氦弧打底可以极大提高焊接效率,减少焊缝中气孔的数量,但是仍需从控制单层热输入量改善焊接工艺,从而提高焊缝延伸率。
