发动机燃油流量调节器调整钉热态卡滞故障分析
2023-12-28王明军林志辉
□ 王明军 □ 叶 飞 □ 林志辉
1.空军装备部 西安 710021 2.中国航发动力股份有限公司 西安 710021
1 故障情况
机构卡滞是航空机构典型故障的主要原因之一,国内外在机构磨损可靠性及机构运动精度可靠性方面进行了大量研究,提出了黏着磨损卡滞、变形过大卡滞等不同类型机构卡滞的可靠性分析方法。
针对不同温度、摩擦系统等条件的卡滞故障,结合故障机理、可靠性设计、防卡滞设计准则,提出防卡滞设计措施,对解决大部分机构卡滞问题具有较好的推动作用。
某型发动机燃油流量调节器是发动机燃油调节附件的组成部分,用于改变加力燃烧室的供油量,控制喷口临界截面面积。节流工作状态喷口控制活门是燃油流量调节器的部件,由弹簧及调整钉组成。活门可按照给定的高压转速,控制喷口调节片的开关。在试车过程中,燃油系统温度升高后,多台次燃油流量调节器上的调整钉出现调整卡滞,导致发动机相关性能无法调整,发动机只能停车。使燃油温度降至常温后,调整钉才能恢复调整功能。这一故障不仅给调整工作带来了极大不便,而且造成开车停车过程中资源极大浪费。为了提高调整钉高温状态下调整的灵活性,解决调整钉热态卡滞问题,对故障进行原因分析,制定改进措施,并进行试验验证。
2 调整钉组件结构
调整钉组件结构如图1所示。调整钉组件由调整钉、管接头、调整钉座、密封圈、带槽衬套、支撑垫圈、鞍型垫圈、调整垫圈组成。为保证调整钉组件在结构上具有锁紧功能,调整钉的螺纹在加工后铣扁,以便于限动。调整钉如图2所示。与调整钉配合的带槽衬套如图3所示,为扁型孔,通过鞍型垫圈、调整垫圈将带槽衬套和管接头上的齿啮合,用齿来限制调整钉的转动。管接头如图4所示。在装配时,调整垫圈用于保证零件之间的间隙,使齿在转动时有足够的空间活动。在调整钉旋转时,调整钉带动带槽衬套一起旋转,旋转时压缩鞍型垫圈,啮合后的齿逐渐脱离,至下一齿之间啮合后重新进行锁紧。
图1 调整钉组件结构
图2 调整钉
图3 带槽衬套
图4 管接头
3 故障树
根据调整钉组件结构,对调整钉热态卡滞故障建立故障树,如图5所示。

图5 调整钉热态卡滞故障树
对在发动机热态下卡滞的调整钉拆下进行外观检查及试验,排查工作见表1。根据所梳理出的故障底事件,排除调整钉轴与孔不同心、间隙尺寸不合格、零件齿间粘接、调整钉与带槽衬套限位四个底事件的影响。由此,故障主要从调整钉组件高温筛查条件不合理、配合端面齿设计不合理、配合端面齿间摩擦力过大三个底事件进行分析。
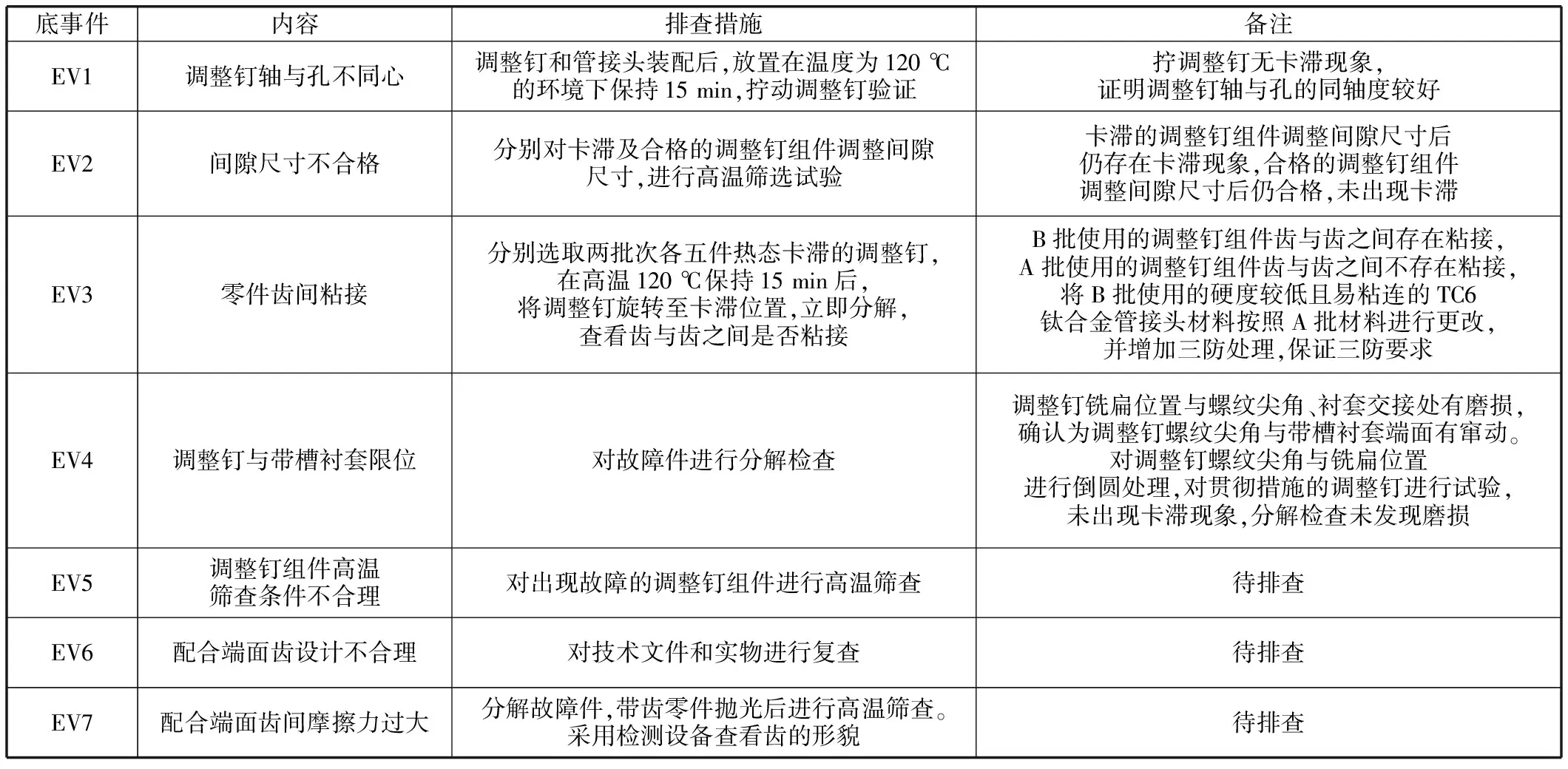
表1 调整钉热态卡滞排查工作
4 故障排查过程
根据故障树列出的底事件,逐项开展排查工作。
4.1 调整钉组件高温筛查条件不合理
将故障调整钉组件在技术要求给定的最高环境温度115~125 ℃环境中保持15 min,用螺丝刀将调整钉旋入配装位置,然后按照要求的最高燃油温度95~105 ℃将螺丝刀旋入旋出调整钉各三四圈,均未出现卡滞现象。说明高温筛查条件不合理,未能将故障件筛查出,不可排除这一底事件。
4.2 配合端面齿设计不合理
复查带槽衬套带齿零件的设计文件、工艺文件,并与俄制相同结构零件图纸进行对比,两者端面齿角度均为90°,公差为±1°。选取六件对端面齿进行计量,齿型角度、齿高、圆周齿型角度偏差均在图纸要求的范围内。
通过对带槽衬套带齿零件的技术资料及实物进行复查,均满足要求,排除这一底事件。
4.3 配合端面齿间摩擦力过大
对故障调整钉组件进行分解,应用检测设备观察配合端面齿的形貌,发现有部分齿存在变形的问题,如图6所示。对带齿零件进行抛光,抛光后齿表面粗糙度有所提高。重新进行高温筛查试验,未卡滞,但旋入时的力矩较大,证明齿面粗糙度对高温灵活性有一定影响,因此不可排除这一底事件。

图6 配合端面齿变形
4.4 排查总结
故障排查总结见表2。

表2 调整钉热态卡滞排查总结
5 机理分析
5.1 调整钉组件高温筛查条件不合理
按照发动机实际工作状态给定的环境温度及燃油温度,对调整钉组件进行高温筛查。考虑到调整钉用于调整发动机慢车喷口收放转速,在调整时属于慢速微量调整,高温筛查中需对调整速率进行控制。经现场了解,在进行高温筛查时使用快速旋入调整钉的方式,与实际使用过程中的调整方式存在差异。结合调整钉工作原理,调整钉旋转时,调整钉带动带槽衬套一起旋转,并压缩鞍型垫圈使啮合的两齿逐渐脱离,至下一齿重新啮合,此时完成一个调整响数。快速调整时,由于旋入速度快,导致压缩鞍型垫圈还未将脱离后的齿重新啮合就因惯性作用进入下一个调整响数,带齿零件一直未啮合,因此无法筛查出故障件。
5.2 配合端面齿间摩擦力过大
通过应用检测设备查看配合端面齿的形貌,发现部分齿存在变形的问题。经现场了解,两个带齿零件在加工时均为逆时针旋转角度,切削力有可能使齿产生变形。根据工作原理,两个变形的带齿零件配对后在逆时针旋出时可能出现多个齿咬合的情况,而顺时针旋入时,只有一个齿可能会存在咬合。齿咬合情况如图7所示。
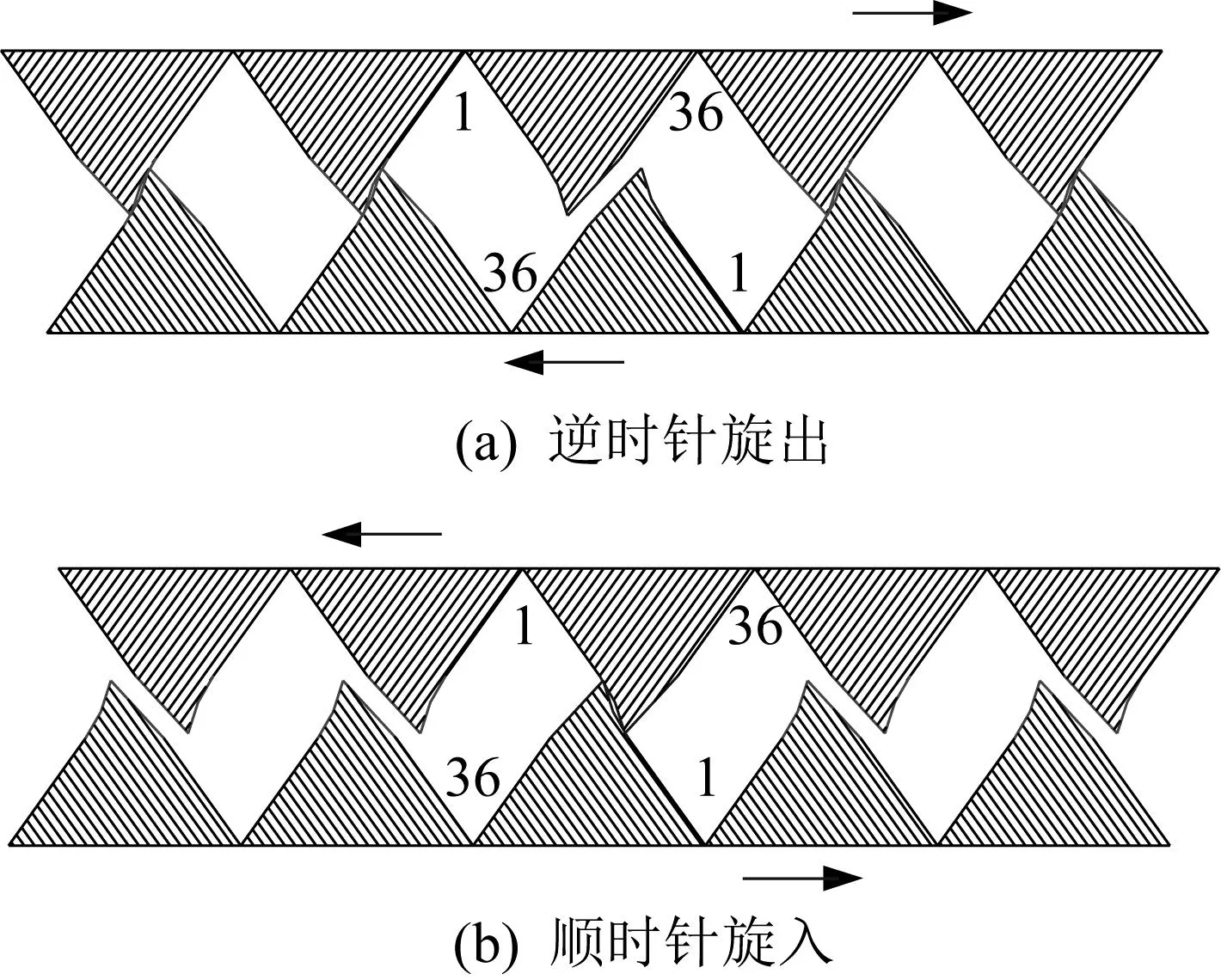
图7 齿咬合情况
6 问题复现
6.1 调整钉组件高温筛查条件不合理
采用出现热态卡滞的故障件随产品进行故障复现试验,试验时对调整钉的旋入速度进行对比,发现旋入速度过快后均不会卡滞,旋入速度慢,按照每秒1~2响的速度,旋至某位置时出现卡滞,此时调整钉也无法旋出,验证了旋入速度对高温筛查结果存在的影响。
6.2 配合端面齿间摩擦力过大
针对问题复现情况,重新生产调整钉组件中的带齿零件,加工完成后采用打磨抛光的方式去除齿变形,提高表面粗糙度。经筛查试验,调整钉常温时未卡滞,高温时旋入的力矩较大,但未卡滞,因此确定调整钉卡滞问题为加工时齿变形导致。
7 纠正措施
对高温筛查时的旋入速度进行控制,要求高温筛查时旋入速度控制为每秒1~2响进行检查,严控故障件出厂。对高温筛查不合格的零件采用齿面研磨的方式,提高表面粗糙度,去除齿面粗糙度过大的问题。
同时改进带齿零件的加工方式,提高齿面粗糙度。在带齿零件齿面加工时对齿高尺寸贯彻内控措施,并在加工完成后走空刀两次,即共加工三次,提高零件齿面粗糙度及加工一致性。
选取调试合格的原有结构燃油流量调节器调整钉和改进结构的调整钉,分别在燃油温度为常温和80 ℃高温的情况下,用力矩扳手反复进行旋入和旋出调整试验,记录听到响声时的最大力矩值。对比分析原有结构、改进结构及俄制结构的调整力矩,不同结构调整钉调整力矩对比见表3。通过对比可以看出,改进结构的调整钉解决了热态卡滞故障,并且调整力矩与俄制结构基本相当。

表3 不同结构调整钉调整力矩对比 N·m
经实际使用验证,贯彻内控措施,高温筛查旋入速度,采用对齿面进行研磨的方式,进一步提高零件表面粗糙度,未再出现调整钉热态卡滞故障。
8 结束语
通过分析、验证,发生发动机燃油流量调节器调整钉热态卡滞故障的主要原因一方面为高温筛查条件不合理,未能有效对故障件进行筛查;另一方面为加工导致齿变形引起的带齿零件表面粗糙度过大,使带齿零件在使用过程中出现咬合现象。
通过制定内控措施改进产品,未再出现调整钉热态卡滞故障,证实贯彻内控措施,高温筛查旋入速度,并采用对齿面进行研磨的方式,可以进一步提高零件表面粗糙度,避免热态卡滞故障。
