基于机器视觉检测设备的多功能应用分析
2023-12-28李会玲赵辉张风刚
李会玲,赵辉,张风刚
(1.东莞职业技术学院,广东 东莞 523808;2.广东奥普特科技股份有限公司,广东 东莞 523853)
机器视觉检测技术是图像处理技术的重要组成部分。这项技术是从机器的角度检测图像信息并对具体的图像信息进行加工处理的新型技术。当前,机器视觉检测技术以在线检测的形式得到重点应用,与其他感应技术融合,成为当前自动化机器人研发的重要组成部分。本文从机器视觉检测技术的概念和设备构成展开分析,以其常见的几项应用展开讨论,完善大众对机器视觉检测的认知,并从中获得启示,为开发新的应用领域和完善机器视觉检测功能提供思路。
1 机器视觉检测技术
1.1 机器视觉检测的概念
机器视觉系统是模拟人眼从环境中读取信息并传达给大脑完善和识别信息的处理过程。不同的是,机器视觉是利用机器来代替人眼对信息作出检测和判断的。相应的,机器视觉检测设备则是利用摄像机镜头获取需要检测或识别的目标图像,然后将图像信号传达给系统组合中运用相应算法提取目标特征的图像信息处理设备。具体流程如图1 所示。
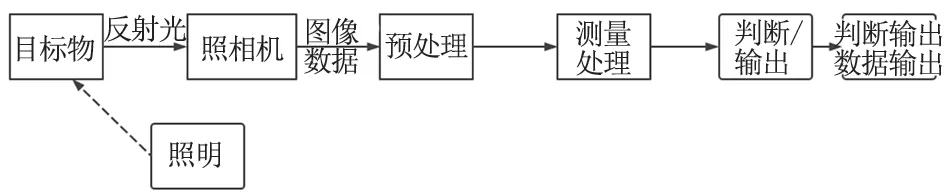
图1 机器视觉系统工作流程
1.2 机器视觉检测设备的构成
机器视觉检测设备的构成基于信息获取和处理的过程。常见的机器视觉检测设备主要构成包括光源、电荷耦合器件(Charge Coupled Device,CCD)数字摄像机、图像采集卡、计算机系统、图像信号处理器及检测软件等。
1.2.1 光源
鉴于获取图像需要的光线必须具有稳定性和自适应性,机器视觉技术一般会用到人造光源。常见的人造光源包括定向光源卤素灯、漫射光源荧光灯、发光二极管(light emitting diode,LED)、氖灯和电导发光管等。不同的机器视觉检测设备设计根据不同的光线应用需求会用到其中一种或几种光源。其中,卤素灯是最亮的,通常为白色或偏黄,价格很便宜,缺点是容易发热。荧光灯通常是白色或偏绿,亮度较高,价格最便宜。LED等有多种颜色可选,如红、黄、绿、白、蓝灯,亮度一般,不容易发热,且在固体状态下有多种不同形态,设计时选择空间大。氖灯一般为白色或偏蓝色,亮度很高,一般应用场景持续亮灯的时间很长,缺点是容易发热。电导发光二极管的颜色一般是由发光频率确定的,亮度一般,价格便宜,十分容易发热。
1.2.2 图像采集摄像机
当前,机器视觉设备中广泛应用的图像采集摄像机有CCD 相机和CMOS 相机。两种相机各有其特点和优势。
(1)CCD 数字摄像机。CCD 摄像机的主要作用是将被处理图像的光电信号转换为电信号,并由A/D 转换将信号传递至计算机系统的后台。数字摄像机是机器视觉系统采集信息并提取信息特征不可替代的关键设备。第一,CCD 数字摄像机按照色彩划分可分为彩色相机和黑白相机。第二,按扫描制式划分,有线扫描和面扫描两种方式。第三,按照分辨率划分,可以影像像素参数为基准进行分类。其中,影像像素高于38 万像素、彩色分辨率大于或等于480 线、黑白分辨率在600 线以上的为高分辨率型;影像像素在25 ~38 万像素、彩色分辨率为420 线、黑白分辨率在500 线上下的是普通型;影像像素低于25 万、彩色分辨率为330 线、黑白分辨率400 线左右则为低档型。由于一般的CCD 摄像机大多能感应到红外线,也因此出现了基于这一特征的红外线图像、夜视设备、零照度(或趋近零照度)摄影机/照相机等。视觉检测设备也是利用这一特征,开拓了多种应用场景和功能。
(2)CMOS 相机。CMOS 图像传感器通常包括像敏单元阵列、行驱动器、列驱动器、时序控制逻辑、AD 转换器、数据总线输出接口以及控制接口等几部分。这几部分一般被集成于同一块硅片上。工作过程一般可分为复位、光电转换、积分、读出等部分。CMOS 图像传感器件的优点主要表现在两个方面:第一,市场价格比CCD 器件低15%~25%;第二,其芯片结构有利于与其他硅基元器件集成,能有效地降低整体系统的研发成本。
1.2.3 图像采集卡
图像采集卡本质是一块芯片,定位于台式机的PCI扩展槽上,是将相机拍摄获取的图像或视频数据进行实时存储,并接入计算机的高速接口。大多数图像采集卡在采集图像信息的同时还能捕获伴音,将音频部分和视频部分在转化为数字化格式时同步进行保存和播放。
图像采集卡的工作流程如图2 所示。
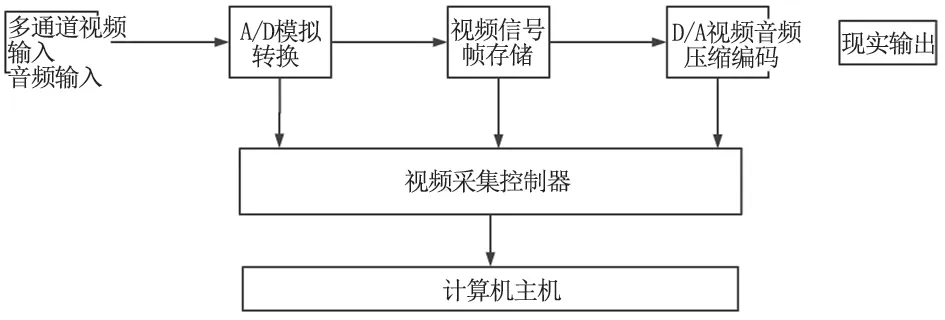
图2 图像采集卡的工作流程
1.2.4 计算机系统
计算机系统一般被视为机器视觉系统的核心部件,其负责将图像采集卡所收集的图像信息进行加工和处理,并生产最终的图像,然后利用不同的算法对图像模式进行识别,进而将数据识别结果传送给执行机构。常见的计算机会利用质量检测软件进行以下流程:读取图片、图像集合失真矫正、灰度化、图像增强、图像重建、滤波平滑处理、图像二值化、图像编码压缩、确定分割阈值、边缘提取、缺陷检测、模式识别和尺寸检测等。这些流程并不是每种图像都需要用到,一般会根据具体的视觉检测需求执行。
2 机器视觉检测设备的优势
机器视觉检测设备在获取图像和处理图像方面有诸多优势。当前,视觉机器在线检测设备发展出了激光逐点扫描法、光切法、空间编码方法、条纹投影测量方法,这些方式使得机器视觉在线检测图像处理技术更加先进,其获取图像和处理图像的效果远胜于传统的人眼检测,拥有诸多优势。
(1)机器视觉设备获取图像比较方便。在一些较为危险或人体不易进入的场景下,机器视觉可灵活获取图像,并且获取图像的速度更快、处理效果更精准,处理方式也更为多样化。
(2)机器与被观测者可不直接接触或远距离获取图像信息,二者都不易损伤,可靠性更强。同时视觉检测系统一般与计算机数据处理系统联动,可实时记录所获取的图像,并对其进行分类和强化处理,有助于后续质量评估参考。
(3)人眼检测图像相比机器视觉设备,容易受到视角和视力情况限制,许多物体通过肉眼无法识别或识别效果不佳,机器视觉利用红外线进行检测,检测范围更广,效果更好。
(4)机器视觉检测设备的工作时间不受限制。机器常规工作时间远超于人体承受极限,可以更客观、准确地保持对同一对象的检测,减轻人体疲劳。
3 机器视觉检测设备的多功能应用
当前,机器视觉检测设备凭借其优越的图片检测效果、高效的图片采集效率和与计算机系统的有效对接,在诸多质量检测领域发挥着重要作用。
3.1 车辆距离检测
唐玲等利用机器视觉系统对采集的图像利用小波变换算法可进行去噪和增强处理,并通过Hough 与模糊集论提取车道线图像用作定位车辆的参考线。这样可以大大缩短车辆定位的搜索时间。此外,还可以借助路面灰度值和窗口能量结合的方式来精准定位车辆,根据针孔成像的原理建立一个实际的三维图像空间,与摄像机二维图像形成映射关系,联合计算与前方车辆之间的实际距离参数。
3.2 微型齿轮检测
魏东亮等提出一种基于机器视觉的微型齿轮长误差检测系统。首先,是利用小波变换对图片作去噪处理;其次,通过Radon 变换算法修正齿轮零件图像,再利用一种基于局部区域特征的三次曲线模型来提取目标区域内亚像素的边缘信息,通过投影映射精确计算边界位置参数;最后,以齿轮中心点为基准计算其动态极差,将获得的数据作为判断微型齿轮长度是否合格的参考标准。这种方式检测精度可达2μm,准确率高达99%,并且检测时间很短,结果可靠,检测效率高,精度高,充分满足了工业检测的要求,并且可普及到其他具有中心对称特征的微型齿轮长度检测中。
3.3 玻璃缺陷检测
普通平面玻璃的外观质量根据波筋、气泡、划伤、砂粒、疙瘩、线道等缺陷多少而被判定为多个等级。浮法玻璃外观质量等级是一种重要的图像判断方式。浮法玻璃外观质量等级主要是根据光学变形、气泡、夹杂物、划伤、线道、雾斑等缺陷数量来判断的。由于玻璃材质易碎且透明,人眼在检测时容易受到光线和视力的限制,判定玻璃缺陷时存在一定的误差。利用视觉检测设备逐个锁定目标图片,再对目标图片进行预处理,能有效提高图像观测质量,使图像缺陷更加明显。同时,与计算机软件联动,可以自动记录玻璃缺陷数量、缺陷类型和缺陷等级,在相同时间内检测的玻璃更多,精度更高,能极大地提升玻璃缺陷检测的效率和准确率,并且能保证玻璃制品的安全性和人的生命安全。
3.4 织物疵点检测
织物的纹理结构复杂而精细,高质量织物对于缺陷和瑕疵的容忍度较低,但由因为织物的疵点不易被肉眼发现,检测难度加大。因而基于非接触、高效率、便捷客观等优点,机器视觉检测技术在织物缺陷检测方面得到了广泛应用。例如,利用像素点互补算法增强裂缝对比,将缺陷区域的灰度、梯度和形态进行分类、利用图像相减方法、背景差分法等能极好地辅助织物疵点检测。这些方式的共同点是利用机器视觉检测设备获取织物疵点图像,通过提取、处理和标记疵点位置完成织物的检测,并生成质量高并且清晰度佳的图像,为织物的质量评级提供可靠的参考依据。
4 结语
机器视觉检测设备基于图像获取和图像处理,在检测精度要求较高的产品质量检测工作中可发挥重要作用。当前,各领域对产品的质量和检测效率要求不断提高,机器视觉检测技术凭借其精准的图像采集和图像处理效果,有效地降低了人力劳动强度,减少了误差,提升了产品检测精度,极大地缩减了成本,降低了原料损耗,对工业生产的长远发展有极大助益。由此可见,机器视觉检测技术发展前景广阔,值得深入研究。
