电化学抛光对选区激光熔化成形Ti6Al4V 牙冠表面质量及耐蚀性能的影响
2023-12-27倪晓晴吴文恒孔德成董超芳
倪晓晴 ,张 亮 ,吴文恒 ,孔德成 ,温 莹 ,王 力 ,董超芳
1) 上海材料研究所有限公司增材制造材料研发与应用中心,上海 200437 2) 北京科技大学新材料技术研究院,北京 100083
增材制造技术突破了传统制备工艺的局限,具有复杂结构近终形制备及个性化定制的优势,被广泛应用于生物医用领域[1]。钛合金由于优异的生物相容性以及耐腐蚀性能,被用作人体部件的主要植入材料。为了使植入物的弹性模量与人骨相匹配,研究者设计了一系列低模量β 型钛合金,如Ti-Nb-Ta 系、Ti-Nb-Mo 系、Ti-Nb-Sn 系等,但其弹性模量依旧相对较高,约为40 GPa,达不到人体组织的需求[2-4]。增材制造技术可以针对患者的不同需求,制备具有孔隙结构的钛合金,从而进一步降低弹性模量,且进行多元化的设计和制备[5]。通过对孔径、孔隙率等参数的调整,可以使得钛合金的弹性模量、密度和强度与人体骨骼相匹配,且多孔结构有利于成骨细胞的粘附、增殖和分化,促使新骨组织增殖进入钛合金空隙[6-10]。
选区激光熔化成形件质量较好、性能较优,是目前应用最广泛的金属增材制造技术。选区激光熔化成形是一个高能瞬态冶金过程,材料的熔化、凝固和冷却都在极短的时间内完成,若粉末或工艺参数选择不当,成形件中容易出现球化、裂纹、孔隙以及翘曲变形等缺陷,严重影响成形精度和力学性能[11-17]。一般而言,选区激光熔化成形制造的部件表面粗糙度(约为10~30 μm)高于其他方法制造加工的部件,如铣削(约1 μm)[18]。这主要是因为气体膨胀、粉末不充分熔化和球化现象[19]。粉末熔化过程中存在Marangoni 力,气体膨胀使熔体流动不稳定,高度不规则和不稳定的熔池增加了表面粗糙度[20]。相关研究表明,适当减小铺粉层的厚度可以在一定程度上减小表面粗糙度[21]。然而,较薄的铺粉层厚会增加打印时间,导致制备效率低下。打印工艺参数的优化仍然满足不了实际使用过程中的相关要求,如国际临床应用铸造牙冠给出的相关技术要求,粗糙度Ra≤1.8 μm。因此需要对选区激光熔化成形生物医用结构件进行表面处理。
目前可以根据材料特性选择不同的技术对增材制造成形结构件进行表面改性,主要包括喷砂、电化学沉积、碱-酸-热处理、电化学蚀刻、激光抛光、流料抛光和微弧氧化等[22-24]。本文拟对选区激光熔化成形Ti6Al4V 牙冠粗糙度影响因素进行讨论,并对电化学抛光过程中电解液比例、电压、电解时间对抛光效果的影响进行研究。最后,通过电化学测试研究电化学抛光后Ti6Al4V 牙冠的耐蚀性及其机理。
1 实验材料及方法
1.1 材料制备
采用真空气雾化法制备Ti6Al4V 粉末,利用高速惰性气体(氩气)直接冲击熔融金属液流,使之破碎成微小液滴,液滴在表面张力的作用下,冷却凝固成球形金属粉末。粉末尺寸粒度分布如图1 所示,平均颗粒尺寸约为35 μm。

图1 气雾化Ti6Al4V 粉末颗粒尺寸粒度分布Fig.1 Particle size distribution of the gas-atomized Ti6Al4V powders
采用EOS M290 设备进行样品打印,经过前期大量工艺参数优化实验验证,Ti6Al4V 合金的最优打印参数如表1 所示,成形件相对密度在99.97%以上。Ti6Al4V 化学成分(%,质量分数)为0.08 C、0.05 N、0.13 O、6.20 Al、4.12 V、0.25 Fe 和余量为Ti。

表1 选区激光熔化成形Ti6Al4V 的最优打印工艺参数Table 1 Optimal printing parameters for the selective laser melted Ti6Al4V
1.2 电化学抛光参数
电化学抛光液采用体积比为1:8 和1:5 的高氯酸和醋酸混合液。电化学抛光电压分别设置为10、30 和50 V,并以不锈钢块作为阴极,Ti6Al4V 打印结构件作为阳极。每次抛光完成后记录样品的重量并观察表面形貌及轮廓。
1.3 组织结构表征
试样经过不同型号砂纸(120#,400#,1500#,3000#)打磨后,采用1 μm 抛光膏进行机械抛光,随后用40 nm 的OPS 悬浮液手动抛光30 min 以去除试样表面应力和微小划痕,最后用丙酮超声清洗5 min,烘干备用。采用JEOL JSM 7100F 型扫描电子显微镜(scanning electron microscope,SEM)进行电子背向散射衍射(eelectron back-scattered diffraction,EBSD)分析。利用Keyence VK-X250型激光共聚焦显微镜观察电化学抛光前后样品的三维轮廓并测试表面粗糙度。通过Quanta250 型扫描电子显微镜观察微观形貌。
1.4 耐蚀性能评估
电化学性能主要通过动电位极化曲线和恒电位极化测试进行表征。电化学测试设备为Modulab 电化学工作站,测试温度为室温(25±2 ℃)。电化学测试采用传统三电极体系,以Ti6Al4V 试样作为工作电极,饱和甘汞电极(saturated calomel electrode,SCE)作为参比电极,铂片作为对电极。溶液体系为0.5 mol/L NaCl+0.1 mol/L NaF,动电位极化的测试从相对开路电位-0.5 VSCE到1.2 VSCE为止,扫描速率为0.5 mV/s。在0.3 VSCE电位下进行恒电位极化24 h,得到电流和时间曲线。采用电感耦合等离子体质谱(ICP-MS)测试恒电位极化后溶液中释放的可溶性金属离子浓度。
2 结果与讨论
2.1 组织结构
图2(a)显示了选区激光熔化成形Ti6Al4V牙冠的宏观形貌,牙冠底部采用柱状结构作为支撑,打印完成后牙冠结构件表面粗糙度较大。图2(b)展示了打印件表面扫描电镜形貌,可以看到大量的粉末颗粒粘结在样件表面,同时可以看到高低起伏的熔池边界以及台阶。通过激光共聚焦显微镜观察样件表面三维轮廓,结果如图2(c)所示。在牙冠顶部可以看到环形的轮廓,且高低起伏最大到50 μm,初始粗糙度达到30 μm,需要通过抛光处理对其表面进行优化。

图2 选区激光熔化成形Ti6Al4V 牙冠打印件形貌:(a)宏观形貌;(b)显微形貌;(c)光学形貌及对应的三维轮廓Fig.2 Morphology of the printed Ti6Al4V crowns fabricated by selective laser melting: (a) macroscopic morphology;(b) SEM images;(c) optical morphology and the corresponding three-dimensional contour
图3 为选区激光熔化成形Ti6Al4V 牙冠样件的电子背向散射衍射结果,由此可知,与传统工艺成形的两相(α+β)Ti6Al4V 合金不同,选区激光熔化成形Ti6Al4V 组织为单相α′马氏体相,该α′马氏体相呈现为细长针状结构并紧密堆积,其中马氏体板条平均宽度约为0.3 μm。这种单相马氏体组织可以避免后续电化学抛光过程中相间电化学差异带来的影响。
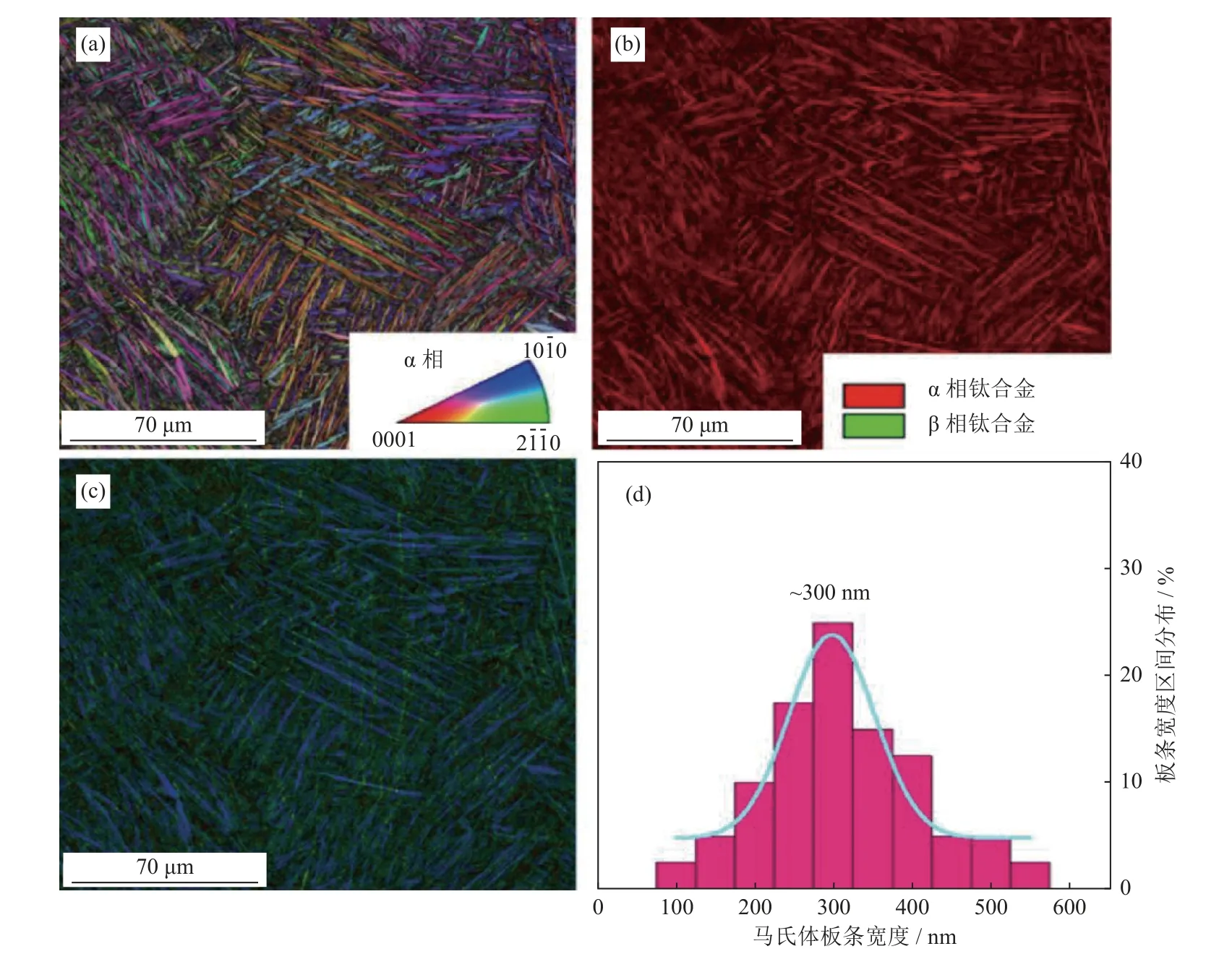
图3 选区激光熔化成形Ti6Al4V 合金电子背向散射衍射结果:(a)反极图;(b)相分布图;(c)Kernel 平均取向差图;(c)马氏体板条宽度分布Fig.3 EBSD results of the Ti6Al4V crowns fabricated by selective laser melting: (a) inverse pole figure;(b) phase distribution map;(c) Kernel average misorientation;(d) width distribution of the martensitic laths
2.2 电化学抛光
图4 展示了选区激光熔化成形Ti6Al4V 牙冠在体积比1:8 的高氯酸和醋酸溶液中经不同电压抛光30 min 后表面显微形貌。由图可知,10 V 低电压电化学抛光可清理表面粘结的粉末颗粒,但表面依然可见明显的凹凸不平,粗糙度相对较大,且坑内存在细小的杂质颗粒,说明10 V 抛光电压相对较小,不足以获得平整的表面。图4(b)为30 V 电压下抛光后的微观形貌,可以看到,表面较为光滑平整,未发现明显的颗粒及凹坑。当抛光电压继续提高至50 V 时,表面虽不存在粘结颗粒脱落遗留下的坑,但存在局部过度溶解导致的腐蚀斑块,如图4(c)所示。这是由电解抛光中电能转换引起的溶解导致的,由于电流传递特性,在电解抛光过程中会不可避免的出现高电流和低电流的差异,从而导致零件局部无法电解抛光均匀或过度溶解。
图5 为选区激光熔化成形Ti6Al4V 牙冠在体积比1:8 的高氯酸和醋酸溶液中经30 V 电压抛光不同时间后的表面显微形貌。由图可知,抛光3 min后,表面粘结的粉末颗粒开始脱落且其他区域表面较为疏松;当抛光时间延长至30 min 后,表面不存在颗粒脱落的蚀坑且表面较为平滑和致密。
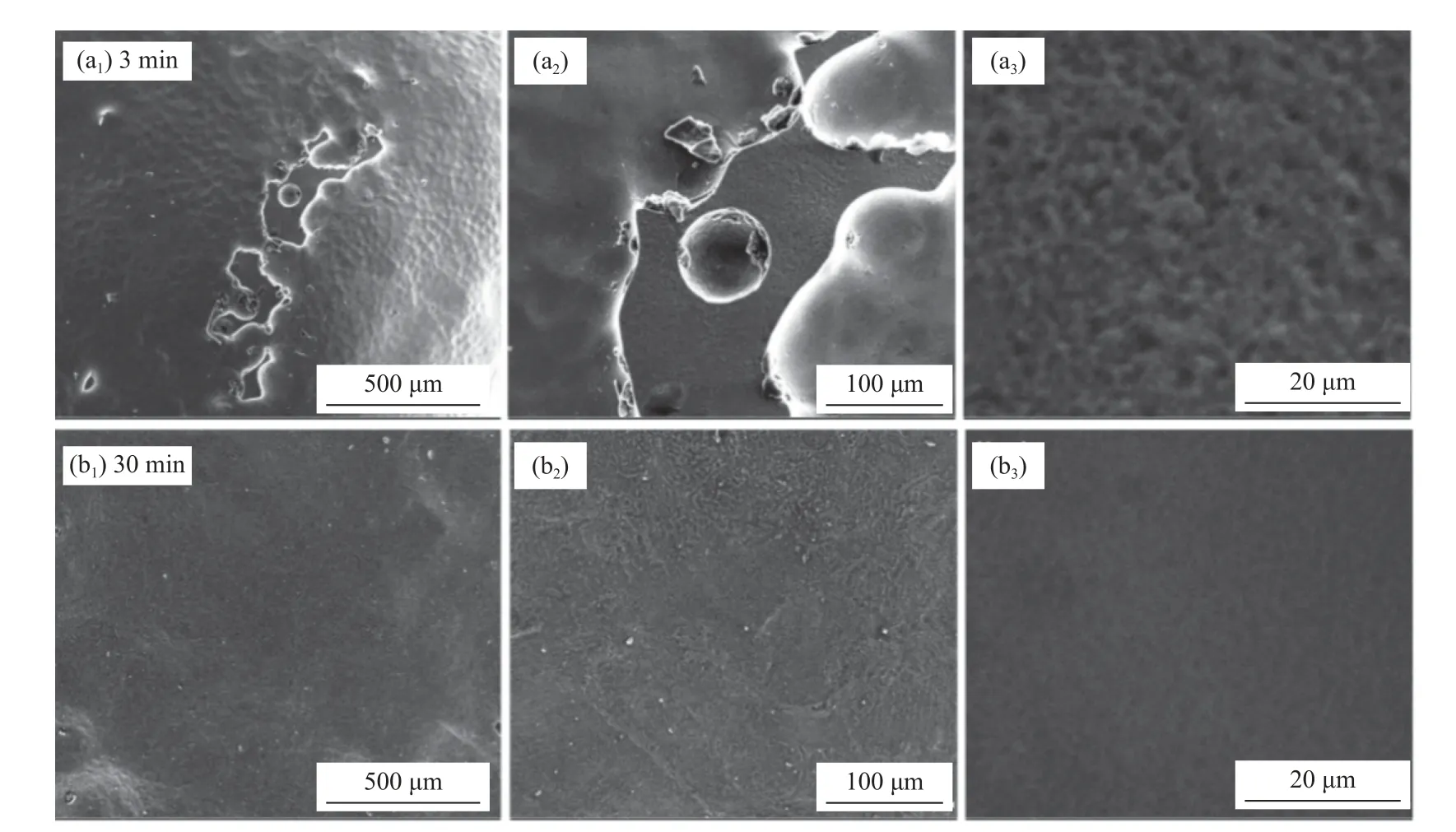
图5 不同抛光时间下选区激光熔化成形Ti6Al4V 牙冠显微形貌:(a)3 min;(b)30 minFig.5 SEM images of the selective laser melted Ti6Al4V crowns polished for the different time: (a) 3 min;(b) 30 min
图6 展示了选区激光熔化成形Ti6Al4V 牙冠在不同高氯酸和醋酸体积比(1:8 和1:5)溶液中经30 V 抛光30 min 后的表面显微形貌。由图可知,在同等电压和抛光时间条件下,高氯酸与醋酸体积比例越高,电解抛光的作用越强,但在30 min 抛光后,Ti6Al4V 牙冠表面呈现过度抛光现象,局部呈现高低起伏的斑块,如图6(b2)所示。
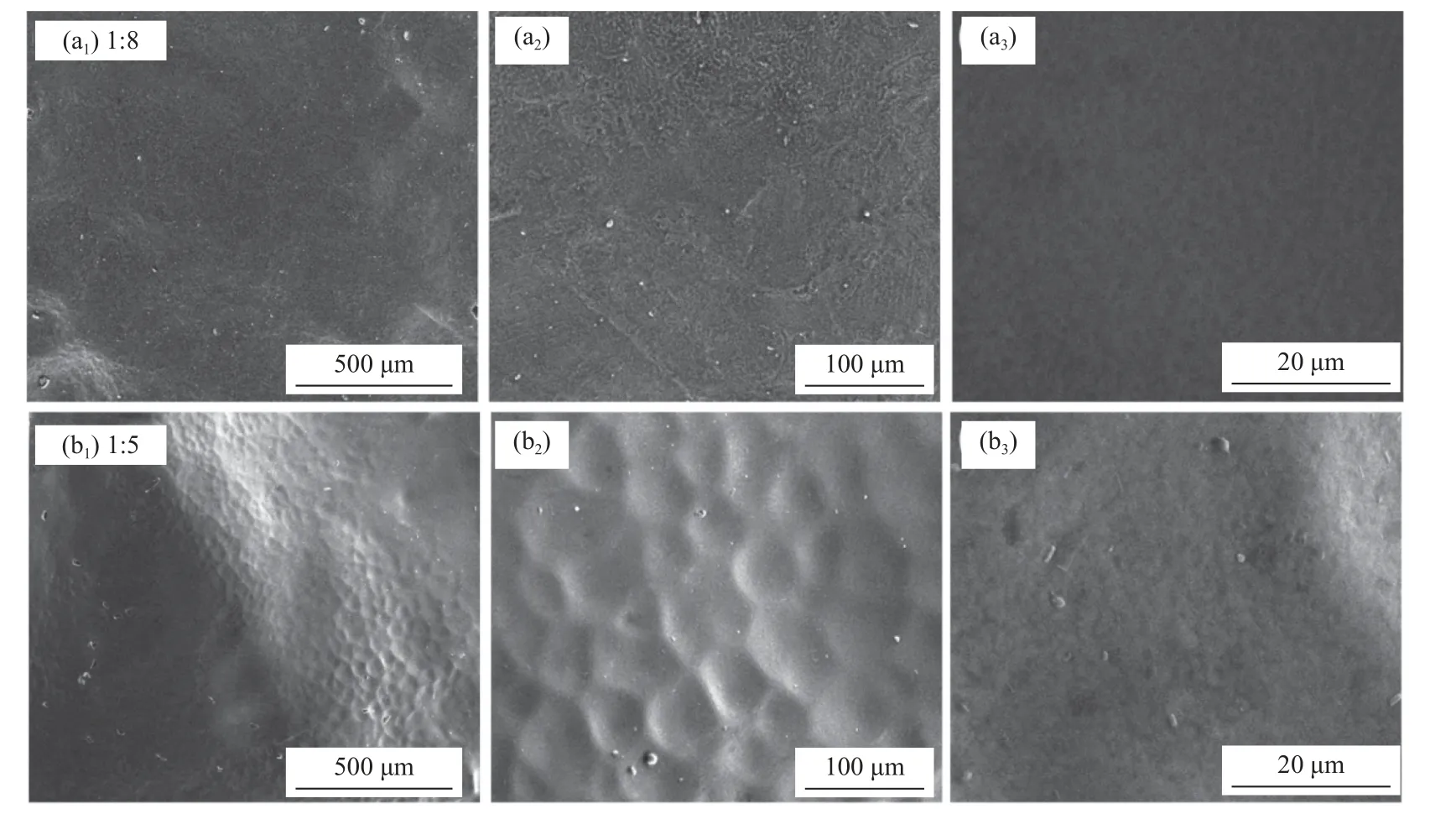
图6 在不同高氯酸和醋酸体积比溶液中选区激光熔化成形Ti6Al4V 牙冠显微形貌:(a)1:8;(b)1:5Fig.6 SEM images of the selective laser melted Ti6Al4V crowns polished in the different volume ratios of perchloric acid and acetic acid solution: (a) 1:8;(b) 1:5
图7 为选区激光熔化成形Ti6Al4V 牙冠在体积比1:8 的高氯酸和醋酸溶液中经不同电压抛光30 min后的光学形貌及对应三维轮廓图片。由图可知,低电压抛光后牙冠表面仍然较为粗糙,熔池边界以及部分粘结颗粒仍然存在,局部的高低起伏差异在60 μm 左右。在30 V 电压下抛光后,表面变得平滑,并不存在粘结的颗粒,高度图显示局部轮廓均平滑过渡,表面粗糙度较低。当抛光电压提高至50 V 后,光学显微镜下显示局部为暗蓝色,呈现出局部过度抛光的痕迹,三维轮廓可见局部明显凹凸不平。

图7 在不同电压下选区激光熔化成形Ti6Al4V 牙冠光学形貌及对应的三维轮廓图片:(a)10 V;(b)30 V;(c)50 VFig.7 Optical images and the corresponding three-dimensional morphologies of the selective laser melted Ti6Al4V crowns polished at the different voltages: (a) 10 V;(b) 30 V;(c) 50 V
图8(a)显示了选区激光熔化成形Ti6Al4V牙冠经电化学抛光处理前后的宏观形貌,可以看到采用电化学抛光后,表面光亮度明显提升。图8(b)和8(c)显示了牙冠抛光过程中失重率和表面线粗糙度随抛光时间的变化结果。由图可知,在10 V电压下进行抛光,结构件失重率较低,表面粗糙度降低很小,30 min 抛光后表面线粗糙度约为10 μm,远达不到使用要求。当抛光电压提高至50 V 时,牙冠失重率较高,抛光30 min 后失重率高达25%;表面粗糙度在抛光初期降低较快,但抛光后期表面粗糙度高于30 V 电压抛光的样品,呈现出过度抛光特征。此外,相比于高氯酸和醋酸体积比1:8 的抛光液,在1:5 抛光液中牙冠的失重率较高,且表面粗糙度相对较大,呈现过度抛光现象。因此,在高氯酸和醋酸体积比1:8 的电解液中经30 V 电压抛光约30 min 后,表面质量较好,此时的表面粗糙度约为1 μm,可以达到使用要求。此外,通过失重率换算此条件下的抛光减薄厚度约为200 μm。
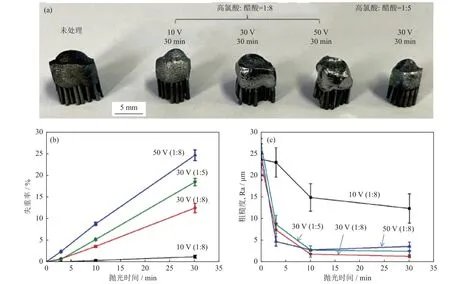
图8 选区激光熔化成形Ti6Al4V 牙冠电化学抛光处理前后宏观形貌(a),失重率与抛光时间关系(b)和表面线粗糙度与抛光时间关系(c)Fig.8 Macroscopic morphology of the Ti6Al4V crowns fabricated by selective laser melting before and after electrochemical polishing (a),the weight loss rate with polishing time (b),and the surface roughness with polishing time (c)
2.3 耐蚀性能
抛光后的耐蚀性能是影响牙冠使用的重要性能。图9 展示了牙冠在高氯酸和醋酸体积比1:8 的电解液中经30 V 电压抛光约30 min 后在含氟氯化钠溶液中的极化曲线测试结果。电化学表面抛光后牙冠的腐蚀电位为-0.72 VSCE,比未经处理的牙冠高约160 mV,表面抛光处理后的腐蚀电流明显降低,约为未处理的1/6,说明表面抛光处理大大提高了牙冠的耐蚀性。

图9 电化学抛光处理前后选区激光熔化成形Ti6Al4V 牙冠极化曲线Fig.9 Polarization curves of the Ti6Al4V crowns fabricated by selective laser melting before and after electrochemical polishing
图10 为选区激光熔化成形Ti6Al4V 牙冠在含氟氯化钠溶液中经0.3 VSCE恒电位极化24 h 的电流-时间曲线及极化后金属离子浓度。可以看出,表面抛光处理后的牙冠稳态电流密度比未处理的低约一个数量级,即表面抛光处理后牙冠表面耐蚀性明显提高,其主要原因在于未处理样品表面粗糙且表面积大,腐蚀易发生。通过测试溶液中溶解的金属离子浓度可知,未处理的牙冠恒电位24 h 后溶液中的钛离子含量约为23 mg/L,是表面处理后的10 倍左右,即表面处理提高牙冠在该溶液中的耐蚀性。同时,未处理的牙冠溶解的金属离子浓度大大超过人体可承受的范围。此外,在离子测试中均未检测出高氯酸或次氯酸根离子,抛光液中高氯酸在牙冠植入体表面残留的影响应忽略不计。
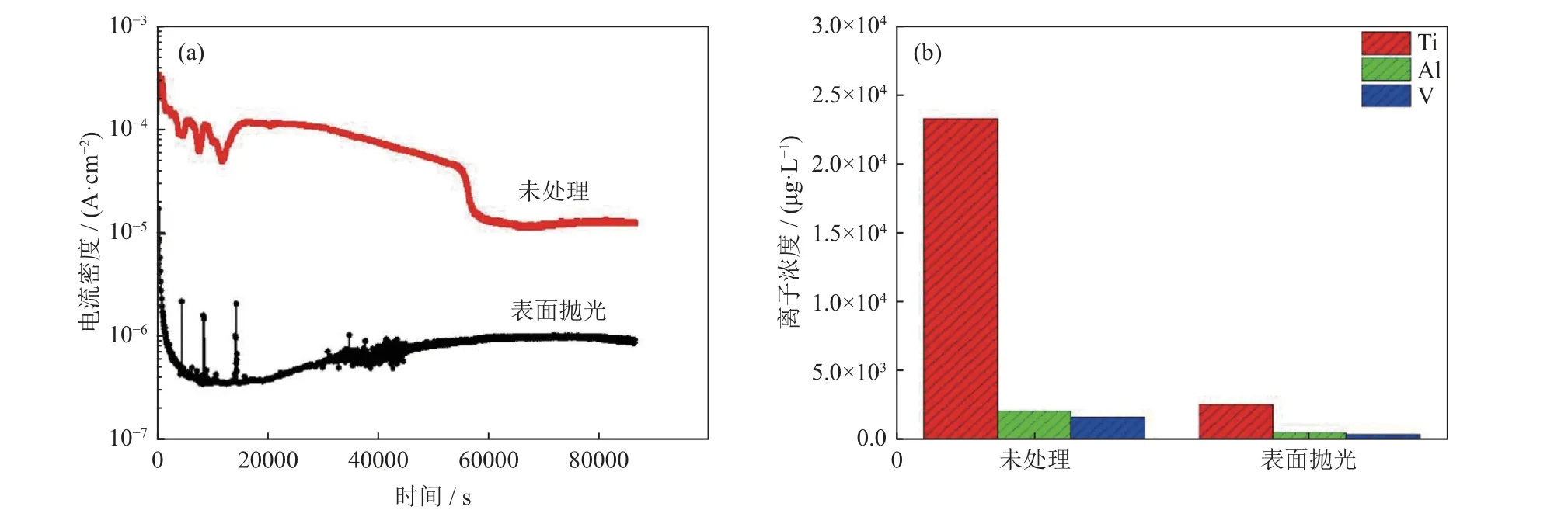
图10 电化学抛光处理前后选区激光熔化成形Ti6Al4V 牙冠电流-时间曲线(a)和极化后金属离子浓度(b)Fig.10 Current-time curves of the selective laser melted Ti6Al4V crowns before and after electrochemical polishing (a) and the dissolved metal ionconcentration in the solution after potentiostatic test (b)
3 结论
(1)选区激光熔化Ti6Al4V 牙冠表面粗糙度较大,约为30 μm,存在大量粉末颗粒粘结在样件表面,同时可以观察到高低起伏的熔池边界以及台阶。
(2)合适的电化学抛光溶液、电压及抛光时间可明显降低牙冠表面粗糙度。在体积比1:8 的高氯酸和醋酸的电解液中经30 V 电压抛光约30 min后,牙冠表面质量较好,表面粗糙度约为1 μm,达到使用要求。当抛光电压较低时,只能去除表面上粘附的粉末颗粒;当电压较高或者高氯酸和醋酸比例较大时,出现抛光过度现象,导致局部凹凸不平,粗糙度不降反升。
(3)经电化学抛光处理后Ti6Al4V 牙冠的耐蚀性能大大提升,相比于未进行表面处理的牙冠,其耐蚀性能提高近一个数量级。
