5052铝合金阳极氧化料基材边部“发白”分析及对策
2023-12-27左欣欣王晓磊朱源源李琳凯纪欢欢
左欣欣,王晓磊,朱源源,李琳凯,纪欢欢
(河南中孚高精铝材有限公司,巩义 451200)
0 前言
5052 铝合金具有良好的强度、刚度和导热性能,经阳极氧化处理后,铝材表面会形成一层兼具耐磨和耐蚀性能的氧化膜。 经氧化着色处理后,铝材表面呈现多种颜色,阳极氧化膜还起到增强铝合金表面硬度和提高耐腐蚀性的作用,因此多用于3C 电子产品上。3C 电子产品的外观材料具有高表面要求,要求阳极氧化后色泽均匀、亮丽,具有良好的金属光泽和质感,不允许有划伤、色差等质量缺陷,因此对铝合金原材料表面质量提出了更高的要求。5052-H32 阳极氧化料边部发白是氧化料基材生产中一个比较难彻底解决的问题。本文对边部发白色差进行粗糙度、金相形貌分析、扫描电镜和能谱分析,根据分析结果并结合实际生产情况,制定相应的生产措施。经过对中轧后卷材断面处理,改变卷材中间清洗过程以及调整退火工艺,有效改善了氧化料边部发白色差的情况。
1 试验材料及检测方法
试验材料为0.8 mm×1 250 mm 厚5052-H32 铝合金带材,其主要化学成分见表1。生产工艺为:熔铸→铣面→加热→热轧→冷轧→中间清洗切边→中间退火(完全退火)→冷轧→成品清洗→稳定化退火→精整拉矫→纵切。采用粗糙度仪检测表面粗糙度,用金相显微镜观察微观形貌以及晶粒度,采用扫描电镜观察微观形貌,进行能谱分析。

表1 5052铝合金化学成分(质量分数/%)
2 边部发白色差描述
图1 为5052-H32 铝合金卷材边部发白色差的形貌图。此种缺陷主要出现在带材上下表面两边部,且宽度都在10 cm以上。发白部分区域比正常区域的表面粗糙度大0.05~0.06 μm,如图2 所示。中间清洗、中间退火后均不出现此缺陷,在中间退火后轧制时出现,多呈不规则曲线形状,且随着轧制的深入发白色差的程度越来越重。对发白区域使用50 ℃的5%氢氧化钠溶液浸泡120 s,色差会消失。图3为使用金相显微镜观察的发白区域与正常区域微观形貌和晶粒金相图。由图可以看出形貌上发白区域凹凸不平现象较明显,内部晶粒无明显差别。图4为扫描电镜观察正常部分和边部发白部分在放大4000 倍下的图片。发白部分存在明显的细小裂纹,且裂纹多集中在相应的线条上,因此光打在缺陷处产生的漫反射较多,造成目视发白的情况。
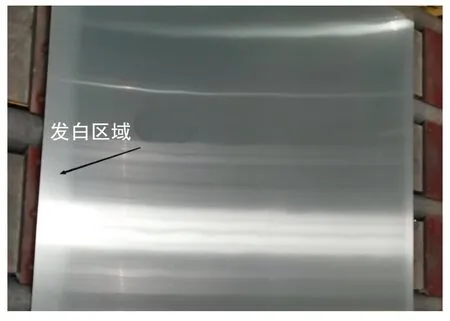
图1 边部发白缺陷
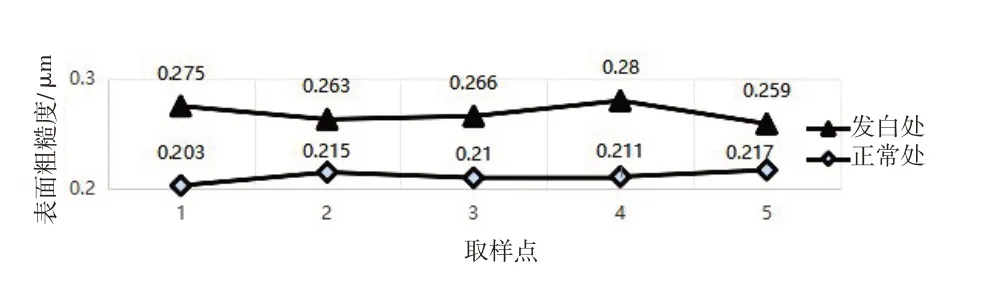
图2 表面粗糙度对比
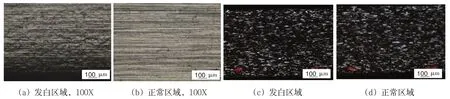
图3 金相显微镜分析对比图
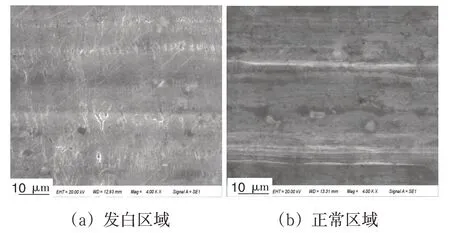
图4 扫描电镜4000倍形貌对比图
从以上描述和分析可知,5052-H32 铝板带在中间退火后轧制时出现的两边部发白色差,仅是一种表面质量缺陷,而非内部组织存在差异所致。关于具体是何种原因造成的这种表面质量缺陷,需要从多方面考虑分析其产生的原因,并提出相应的整改措施。
3 边部发白色差产生的原因分析
3.1 季节湿度对边部发白色差的影响
铝及铝合金是一种化学性质较活泼的金属,在空气中极易形成一层均匀致密且坚固的氧化膜,具有一定保护作用,防止其他物质对其产生腐蚀。但这层氧化膜较薄,若长时间处在潮湿的空气中或者在表面有水的情况下,材料极易被破坏而造成氧化腐蚀。图5中为不同季节月份对发白色差缺陷的影响统计图。从统计中可以看出,夏季出现发白的概率明显较大,冬季产生发白色差的概率就非常低。另外,根据现场跟踪发现,铝卷存放时间越长,发白色差的宽度会较宽。
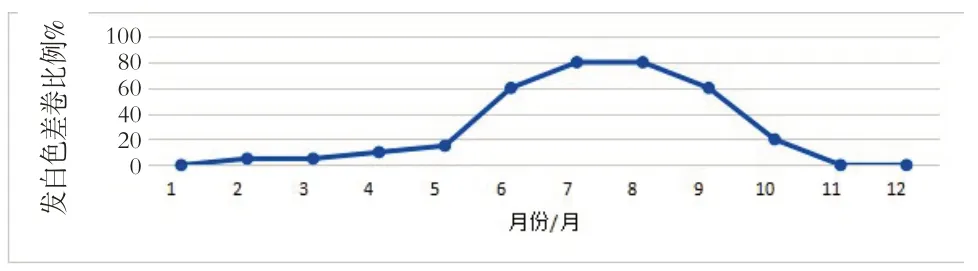
图5 季节湿度对发白色差的影响
夏季天气炎热空气湿度大,铝卷在高湿度的环境存放,极易造成腐蚀。由于卷材卷取较紧密,因此腐蚀会从端面边部开始,随着存放时间的增加,腐蚀的宽度也会跟着增加。经轧制后,边部比中间位置的表面粗糙度更大而导致发白色差。
3.2 清洗工艺对发白色差的影响
铝及铝合金在轧制时,带材总是会产生不同的波浪,不管是中浪、肋浪、边浪或者是串浪。在波浪较大处带油量多,在进行完全再结晶退火时表面附着的油挥发不彻底,容易产生黄油斑,为此在退火之前会进行清洗。在进入清洗箱之前要经过夹送辊,会将带材表面油铺平。因为油中间夹杂着大量的铝粉,铝粉压实在带材表面,清洗后形成铝粉带(如图6所示)。由于铝粉以一种粉状形式存在,延展性不好,易在轧制过程中产生油膜厚度不均或油膜破损,从而导致出现表面色差的现象。

图6 清洗后边部铝粉带
3.3 退火工艺对发白色差的影响
5052-H32 铝合金生产中需要进行一次完全再结晶退火。在退火时,铝材以卷材的形式存在,卷材中间几乎为真空状态,无氧气渗入,而卷材边部因为层间间隙的存在,容易与退火炉内氧气发生氧化反应,从而出现边部和中间色差不均的现象[3]。由于5052完全再结晶温度一般在330 ℃,退火温度较高,极易导致Mg 元素偏析,氧化生产MgO;发白区域与正常区域的能谱(EDS)化学成分分析如图7 所示,发现发白色差区域比正常区域Mg 高0.04%~0.06%,因此在带材轧制后边部和中间粗糙度不一致,导致发白色差的产生。
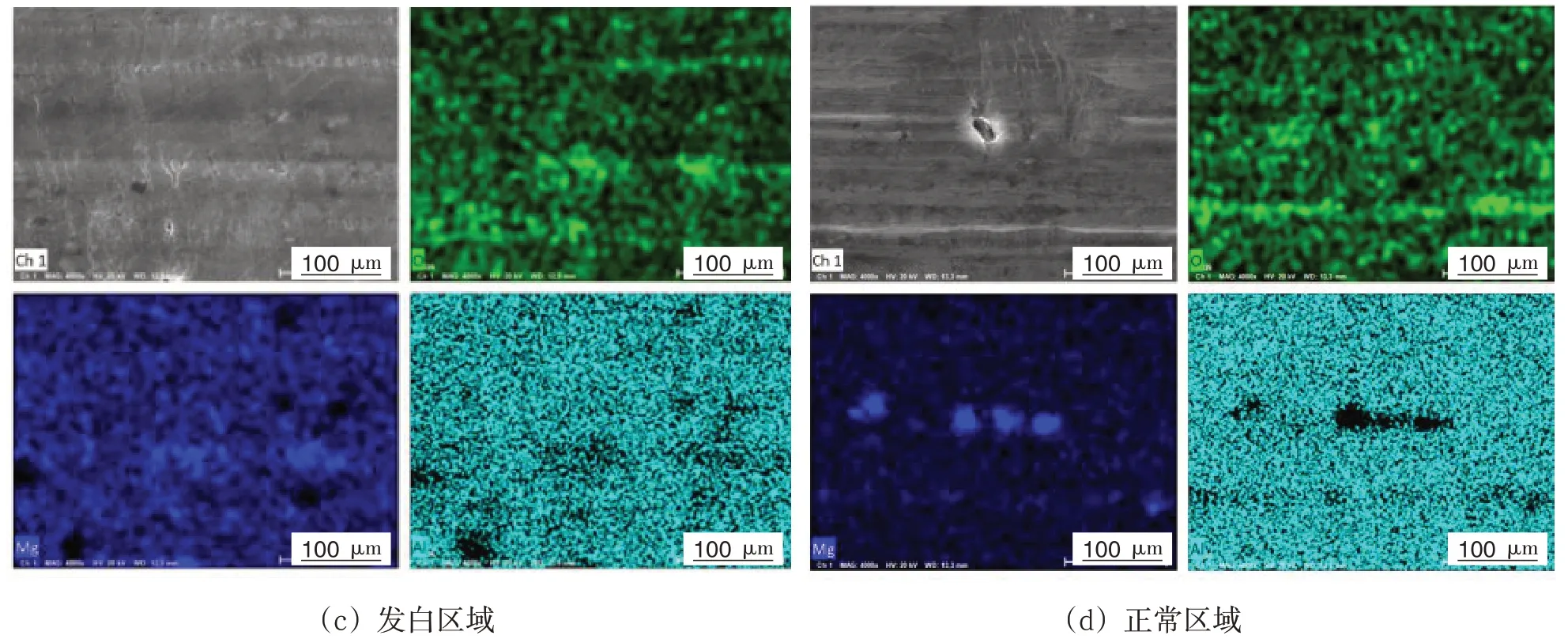
图7 正常区域和缺陷区域能谱分析图
3.4 轧制油对发白色差的影响
通过对发白区域与正常区域XRF 荧光光谱仪检测可知(如表2),发白色差区域的S、P 和Cl 元素含量较高。轧制基础油及添加剂中不含此类元素或者含量极小,一般情况下轧制油中S的含量不超过8×10-6,但在机械密封不好等异常情况下会有一部分机械油进入轧制油中导致轧制油中的S等有害元素含量增加。S、P 和Cl 吸附在带材表面,在清洗时很难去除掉。由于5052铝合金中的Mg元素较活泼,极易与S、P 和Cl 等极性元素发生化学反应,形成反应膜残留在表面[4]。高温退火时,不能挥发出去,呈现出不稳定状态,导致继续冷轧后出现发白色差缺陷。
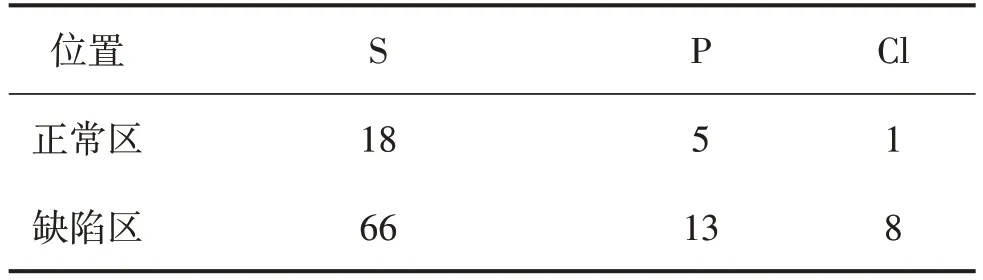
表2 XRF元素检测结果(元素含量/10-6)
轧制油油膜强度不够,润滑能力不足,导致轧辊轧制力偏大,以及轧辊粗糙度过大,而使带材表面铝粉量增加。在卷材卷取张力的挤压下两边部相对中间更容易残留轧制油和铝粉,后续清洗时形成较明显的铝粉带,导致在成品轧制后带材表面色差不一致。
4 解决对策及效果
为解决铝卷边部发白色差缺陷的问题,根据边部发白色差缺陷的原因分析,制定了相应的改善措施:
(1)加快铝卷的生产,尽可能减少退火后铝卷暴露在空气中的时间。铝卷要存放在湿度相对较低的高架仓库内,减少铝卷在湿度较大环境下出现氧化腐蚀的情况。
(2)清洗工艺的优化。清洗前进行端面吸油,为减少边部轧制油的残留量,选择在稳定辊安装一套喷油装置,使带材表面形成一层均匀的铝灰层。清洗段改用脱脂助剂清洗,水温控制在50~70 ℃,速度控制在50 m/min以下,以进一步控制带材表面轧制油以及铝灰的残留。
(3)退火工艺优化。由于退火炉的加热方式是侧面直吹式加热,铝卷端面会首先接触到温度较高的炉气,这种情况会增大边部Mg 的析出。为此选择在卷材断面加盖一层铝制遮挡板,避免高温炉气热风直接吹在铝卷端面,减少边部温度过高的情况。卷材冷却时采用炉内氮气保护旁冷,旁冷时氧气含量控制在0.3%,卷材温度降到120 ℃以下出炉,及时转入高架仓库,轧制后未发现发白色差的情况。
(4)轧制油的优化。首先,严格控制轧制油品质,定期检查轧机机械油泄漏情况,预防机械油污染轧制油。控制轧制油中S、P 和Cl 元素含量,减少其对带材表面的影响。其次,选择油膜强度较高的优质轧制油,添加剂含量提升至7.5%~8.0%,使用220#砂纸打磨的工作辊,工作辊表面粗糙度控制在0.3~0.4 μm 以内,使轧制的带材表面均匀细腻,以减少铝粉量的产生。
5 结论
(1)5052 铝合金阳极氧化料基材边部发白色差缺陷是一种表面质量缺陷,非内部组织缺陷。
(2)5052 铝合金阳极氧化料在生产过程中通过减少卷材在高湿度环境下形成的氧化腐蚀、优化退火工艺减轻退火形成的氧化、改善轧制油品质、控制轧辊粗糙度以及清洗过程铝粉带的产生,可以有效改善边部发白色差的情况。
