基于臭氧-三维电极工艺的油田采出水处理技术研究
2023-12-26卢宪辉中海油石化工程有限公司
卢宪辉(中海油石化工程有限公司)
油气资源开发初期,可通过地层能量释放或机械举升的方式进行油气开采,但在开发后期,为保持地层压力,通常需进行以注水为主的二次采油[1]。鉴于环境安全性、经济可行性和工艺复杂性等方面的考量,注水水源多取自采出液脱水后形成的采出水。受地质构造、采油方式、原油物性和地层水特性的影响,油田采出水具有含油量高、悬浮物含量高、微生物含量高和矿化度高等特点[2-3]。传统采出水处理工艺通常采用注入层平均空气渗透率的指标进行选取,常采用微生物处理、膜处理、混凝沉降和电化学处理方法[4-8],其中电化学处理工艺具有操作简单、反应温和、稳定性好、能耗低等优点。但常规二维电极体系的电极比表面积小,有机物的降解受传质影响较大,故有诸多学者在二维电极间添加粒子电极[9-10],构成三维电极体系,极大提高了化学需氧量(COD)、浊度和悬浮物的去除率。此外,臭氧氧化也是高级氧化技术的一种,可在碱性条件下生成大量高活性和强氧化的羟基自由基,将水体中的有机物氧化为H2O 和CO2。基于此,采用臭氧-三维电极联合工艺深度处理油田采出水,通过单因素和响应曲面实验设计确定最佳工艺条件,并探讨工艺的协同效应和作用机理。
1 实验部分
1.1 实验材料和仪器
采出水取自某油田联合站的油处理区二级三相分离器出口。粒子电极采用活性炭,使用前用超纯水清洗2~3 遍,在恒温箱中干燥24 h 后备用。其余试剂,如Na2Cr2O7、NaOH、H2SO4等均为分析纯级别。实验仪器采用自制的臭氧氧化-三维电极耦合反应装置,包括有机玻璃电解槽、直流电流、臭氧发生器、臭氧流量计等。阳极和阴极分别采用钛镀钌铱、石墨,两电极平行放置,中间充装活性炭,在电解槽中加入150 mL 采出水,通过控制直流电源、臭氧发生器的启停分别对采出水进行单独臭氧、单独三维电极及两者工艺的耦合处理。
1.2 分析方法
水质分析参照SY/T 5523—2016《油田水分析方法》中的相关方法对离子成分和质量浓度进行测定,采用重铬酸钠法测定反应前后溶液中的COD 含量,进而确定COD 去除率。
2 结果与讨论
2.1 水质分析
从水质类型上看,水样属于高矿化度CaCl2水型,外观为淡黄色浑浊液,表面无明显浮油或油花,有刺鼻性气味,其油、悬浮物及SRB 含量均超过了该区块的注水水质要求,腐蚀速率也超过了石油行业的标准值。采出水水质分析结果见表1。

表1 采出水水质分析结果Tab.1 Results of water quality analysis for produced water
2.2 单因素实验结果
虽然SY/T 5329—2012 中未对采出水的COD 含量有所要求,但考虑到COD 是衡量水体污染物含量的综合指标,与其余指标的关联度较大,故以COD去除率衡量处理效果。
2.2.1 极板间距
在电流密度8 mA/cm2、臭氧曝气量20 mL/min、活性炭填充量10 g/L,总反应时间60 min 的条件下,研究极板间距对污染物的去除效果。随着极板间距的增大,COD 去除率先增大后减小,在极板间距为3 cm 时达到峰值88.26%。这是由于在槽直流电压一定的前提下,极板间距的增加虽然导致电场强度降低,采出水中有机物的电迁移速率减慢,但单位时间内有机物与OH 的接触时间延长,提高了电化学氧化的效率;当极板间距过大时,电场强度较小,不足以克服有机物之间的分子内能,无法促使氧化还原反应的进行,且活性炭的极化作用也会减弱,导致COD 去除率快速下降。极板间距对COD 去除效果的影响见图1。
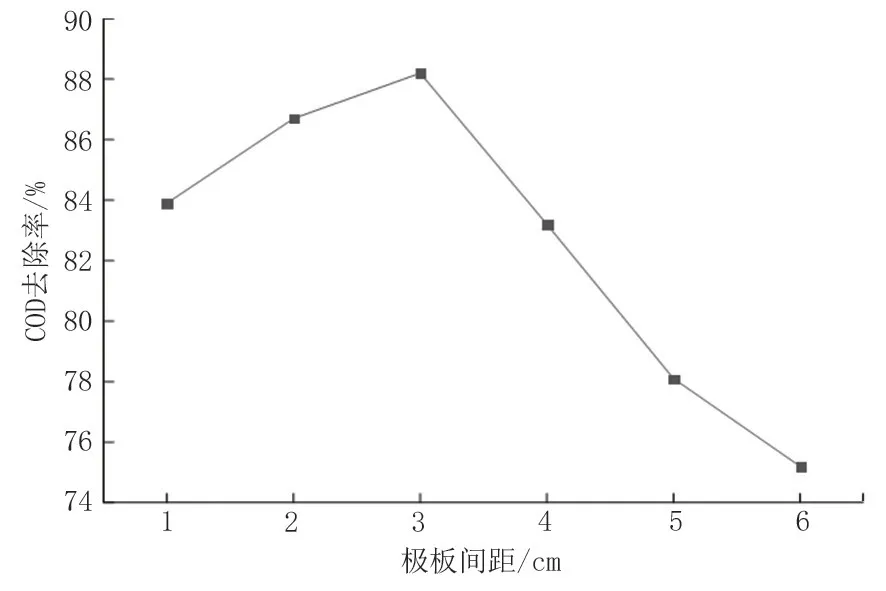
图1 极板间距对COD 去除效果的影响Fig.1 Influence of plate spacing on COD removal effect
2.2.2 电流密度
在极板间距3 cm、臭氧曝气量20 mL/min、活性炭填充量10 g/L,总反应时间60 min 的条件下,考察电流密度对COD 去除效果的影响,见图2。电流密度从1 mA/cm2增加至8 mA/cm2的过程,COD 去除率快速增加至88.26%;随后电流密度继续增大至14 mA/cm2,COD 去除率趋于稳定。这是由于电流密度增大,电极间的电量增大,一方面促进O3还原为OH,采出水中的溶解氧转化为H2O2;另一方面采出水的Cl-在电解中会生成强氧化性的活性氯(如Cl2、HClO、ClO-),这些物质可参与氧化物的有机降解反应。当电流密度过大时,电极副反应加剧,更多的能量消耗在副反应中,导致COD 的去除率有所减缓。
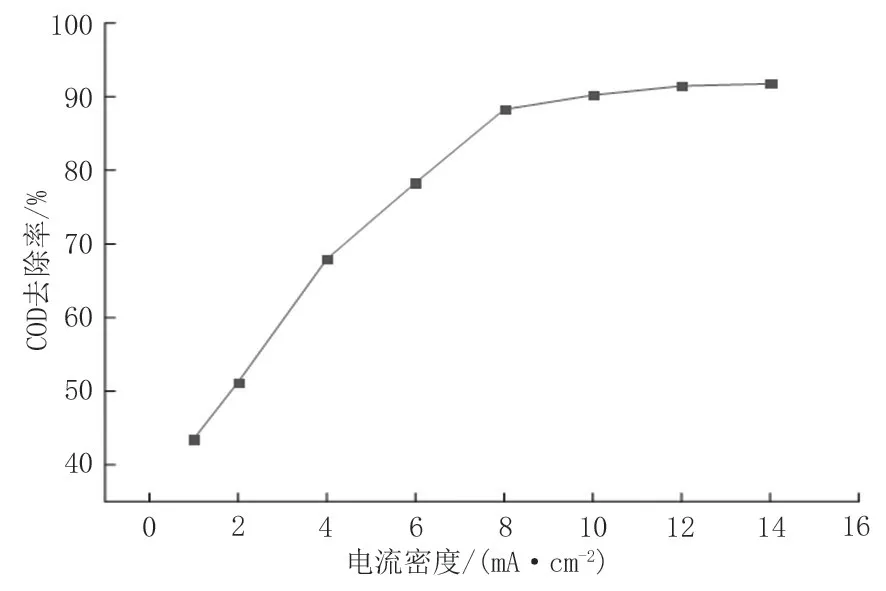
图2 电流密度对COD 去除效果的影响Fig.2 Influence of current density on COD removal effect
2.2.3 活性炭填充量
在极板间距3 cm、电流密度8 mA/cm2、臭氧曝气量20 mL/min,总反应时间60 min 的条件下,活性炭填充量对COD 去除效果的影响见图3。
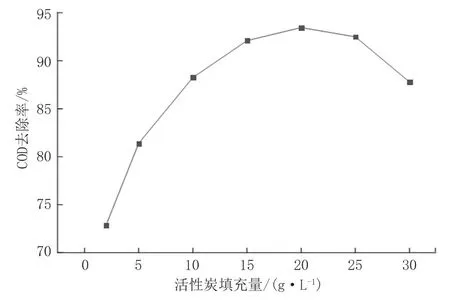
图3 活性炭填充量对COD 去除效果的影响Fig.3 Influence of activated carbon filling on COD removal effect
随着活性炭填充量的不断增加,COD 去除率从72.15%增加至93.46%,但当继续填充活性炭至30 g/L 时,COD 去除率又降低至87.80%。这是由于活性炭粒子增多,被极化成为工作电极的粒子也越多,提供了更多电化学氧化的反应界面和活性位点,同时也促进了臭氧的分解和间接氧化,提高了有机物的降解速率。但加入的活性炭过多,将导致体系中的传质阻力变大,颗粒间的排布不均匀、电极间用于电化学反应的比表面积下降,降低COD 的去除效果。
2.2.4 臭氧曝气量
在极板间距3cm、电流密度8 mA/cm2、活性炭填充量10 g/L,总反应时间60 min 的条件下,臭氧曝气量对COD 的去除效果的影响见图4。随着臭氧曝气量的增加,COD 去除率先快速上升至93.21%,但当继续增加臭氧曝气量至40 mL/min 时,COD 去除率缓慢下降至90.12%。这是由于臭氧曝气量增加,采出水中的臭氧分子量增加,氧化过程中的OH增加,对有机物的直接和间接氧化作用增强。当臭氧曝气量过大时,会消耗部分自由基,打破废水中产生的絮体,降低COD 的去除效果。
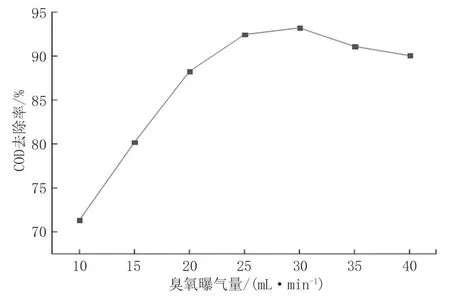
图4 臭氧曝气量对COD 去除效果的影响Fig.4 Influence of the ozone aeration rate on COD removal effect
2.3 响应面实验结果
为确定臭氧氧化-三维电极联合技术的最优工艺条件,在以上单因素实验的基础上,采用响应面中的Box-Behnken 设计方法进行实验设计。设计因素编码和水平值见表2,每种实验方案进行3 次平行实验,取平均值作为最终COD 去除率,实验方案和结果见表3。
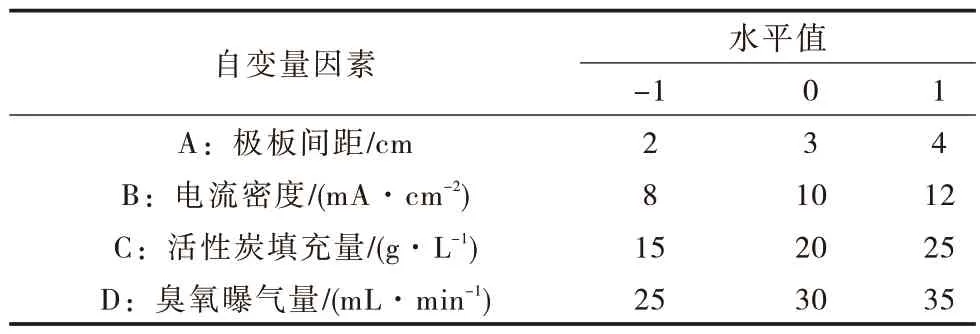
表2 设计因素编码和水平值Tab.2 Design factor coding and level values
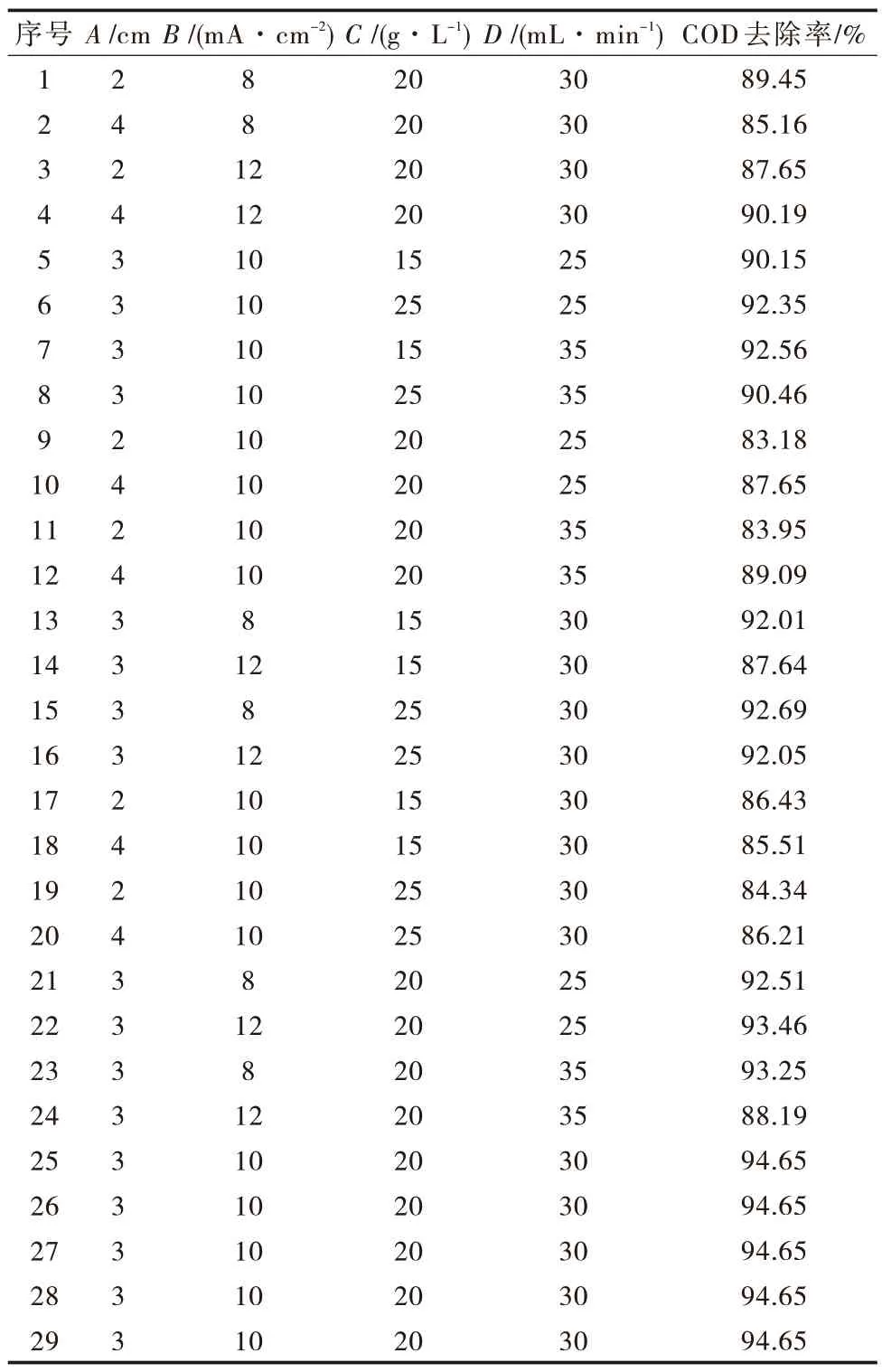
表3 实验方案和结果Tab.3 Experimental scheme and results
为检验模型的适用性,开展了方差分析,COD去除率的方差分析结果见表4。模型的P值小于0.01,说明模型影响显著,回归精度较好;失逆项不显著,表明待考察自变量范围内对实验数据的拟合精度较好;一次项中影响程度从大到小依次为极板间距、电流密度、活性炭填充量、臭氧曝气量;二次组合项中极板间距和电流密度、极板间距和活性炭填充量的影响效果显著;二次项中各因素对COD 去除率的曲面效应均不显著。将不显著项合并至残差项中进行回归拟合,通过最优化设计得到最优工艺参数为极板间距2.9 cm、电流密度8.2 mA/cm2、活性炭填充量20.5 g/L、臭氧曝气量31.2 mL/min,此时COD 去除率为94.83%。
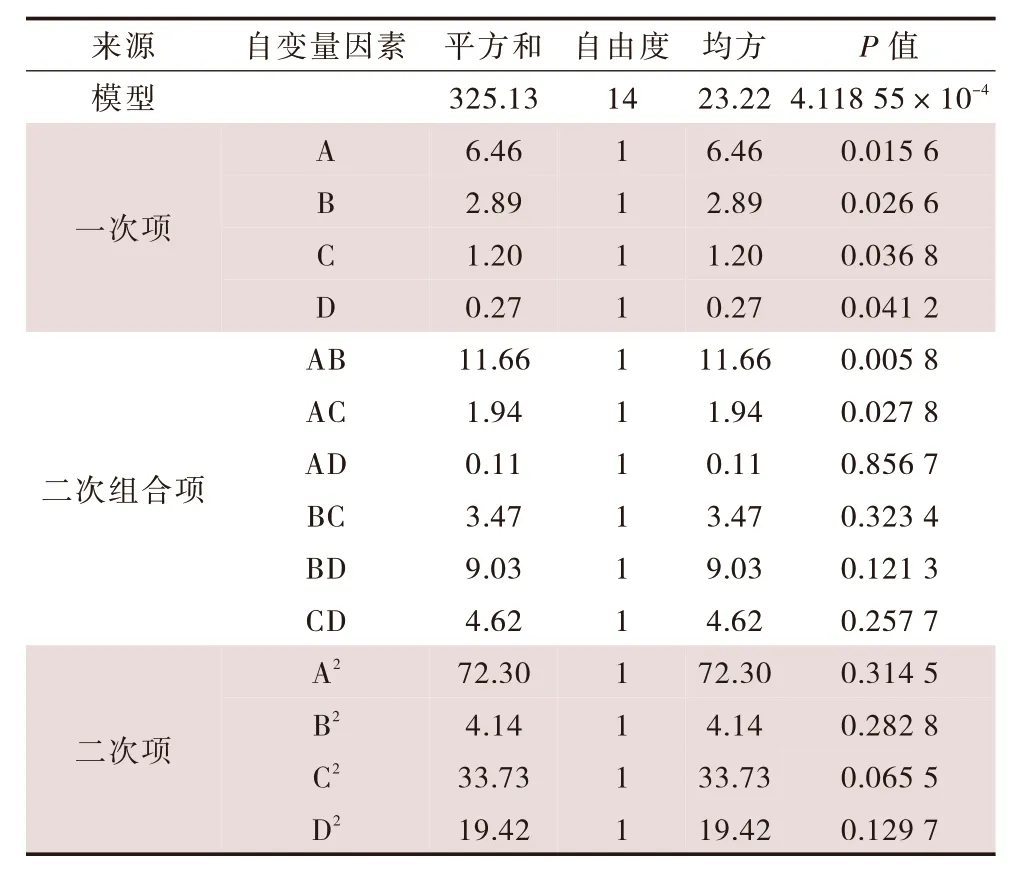
表4 COD 去除率的方差分析结果Tab.4 Results of variance analysis for COD removal rate
2.4 最佳工艺条件验证
为检验响应曲面结果的可靠性,用上述得到的最佳工艺参数对现场采出水进行3 次重复实验。相对误差均为正值,范围在0.65%~1.54%,平均相对误差1.09%,说明了参数优化结果的准确性和科学性,用响应曲面构建的模型可以拟合实际采出水的处理效果。最佳工艺条件验证结果见图5。
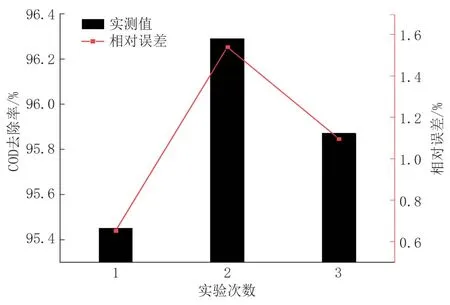
图5 最佳工艺条件验证结果Fig.5 Verification results of optimal process conditions
2.5 联合工艺的协同效应和作用机理
在三维电极电解过程中,活性炭通过电场静电效应形成复极性离子,即活性炭的一端感应为阳极,另外一端感应为阴极,整个粒子与原有极板形成无数个独立的微电极,减小了有机物的迁移距离,加快了有机物迁移到电极表面的速度,提高污染物的去除效率。作用机理主要为溶解氧还原反应、间接氧化反应和电解反应(AC 表示活性炭):
臭氧主要有直接分子反应和间接自由基反应两种,考虑到待处理采出水的pH 为弱碱性,故以间接自由基反应为主:
此溶解氧产生的H2O2与臭氧发生过臭氧化反应,O3在粒子电极上得到强化,臭氧氧化和三维电极协同产生了大量的·OH,用以高效降解污染物。
在最佳工艺下,对不同时间的反应动力学方程进行拟合见表5。单独臭氧、单独三维电极及两者工艺联合处理采出水的反应过程均符合一级反应动力学方程,通过查看速率常数可知,联合工艺的速率常数远大于单独工艺速率常数的线性加和,说明两种工艺发生了协同促进效应,强化了有机物的去除速率。
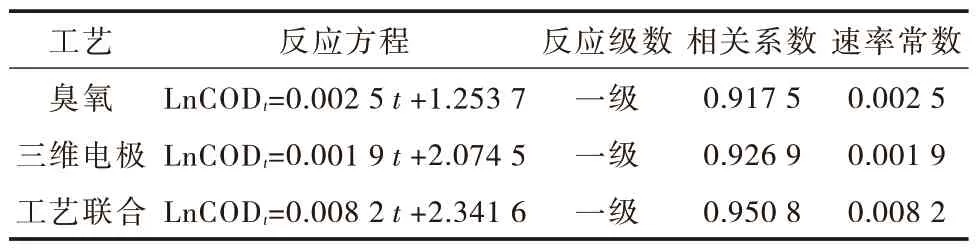
表5 反应动力学方程拟合结果Tab.5 Fitting results of reaction kinetics equation
3 结论
1)通过响应曲面实验和方差分析,得到极板间距对COD 去除率的影响最大,臭氧曝气量对COD 去除率的影响最小。
2)通过最优化设计得到COD 去除率最高时对应的工艺参数,即极板间距2.9 cm、电流密度8.2 mA/cm2、活性炭填充量20.5 g/L、臭氧曝气量31.2 mL/min,此时COD 的去除率大于实验方案中的任何一次结果,证明了响应曲面回归模型的准确性。
3)从反应动力学的角度,证明了臭氧-三维电极工艺发生了协同促进效应,强化了有机物的去除速率。
