H型钢免坡口免清根全熔透焊接工艺应用研究
2023-12-25张宏李柱良
张宏,李柱良
1.山东鲁润热能科技有限公司 山东济南 250300
2.山东奥太电气有限公司 山东济南 250101
1 序言
钢结构是绿色、环保、可持续发展的新兴产业,钢结构建筑占比是衡量一个国家现代化程度的重要指标[1]。焊接是钢结构施工中的一项重要工序,焊接技术直接决定着钢结构的施工质量。近年来,随着建筑业的快速发展,钢结构市场更是飞速发展,钢结构行业的不断发展必定推动焊接技术的更大进步,但目前的钢结构焊接工艺仍存在诸多实际生产问题。
以H型钢焊接为例,目前主角焊缝主要采用腹板双面开坡口、反面碳弧气刨清根、多层多道焊接,采用实心焊丝CO2气体保护焊打底、填充和埋弧焊盖面焊接工艺。加工坡口造成材料、成本、时间的浪费;坡口填充焊接需要大量的焊接材料,造成生产成本增加,同时需要更多的焊接时间;碳弧气刨清根消耗碳棒、焊接材料和更多操作时间,同时碳弧气刨噪声大、烟雾多,并伴随弧光辐射,严重影响劳动者身心健康[2]。
2 焊前准备
2.1 焊接设备
双丝双弧埋弧焊采用MZ-1250IV逆变式直流埋弧焊电源和M Z E-1000交流埋弧焊电源,配套MZC-P3双丝双弧埋弧焊小车,如图1所示。

图1 双丝双弧焊接设备
双弧双丝埋弧焊的两根焊丝纵列式排列,双电弧共熔池,如图2所示。前丝采用直流,大电流低电压,电弧穿透力强保证熔深,后丝采用交流,小电流大电压,调节熔宽使焊缝具有适当的成形系数[3]。
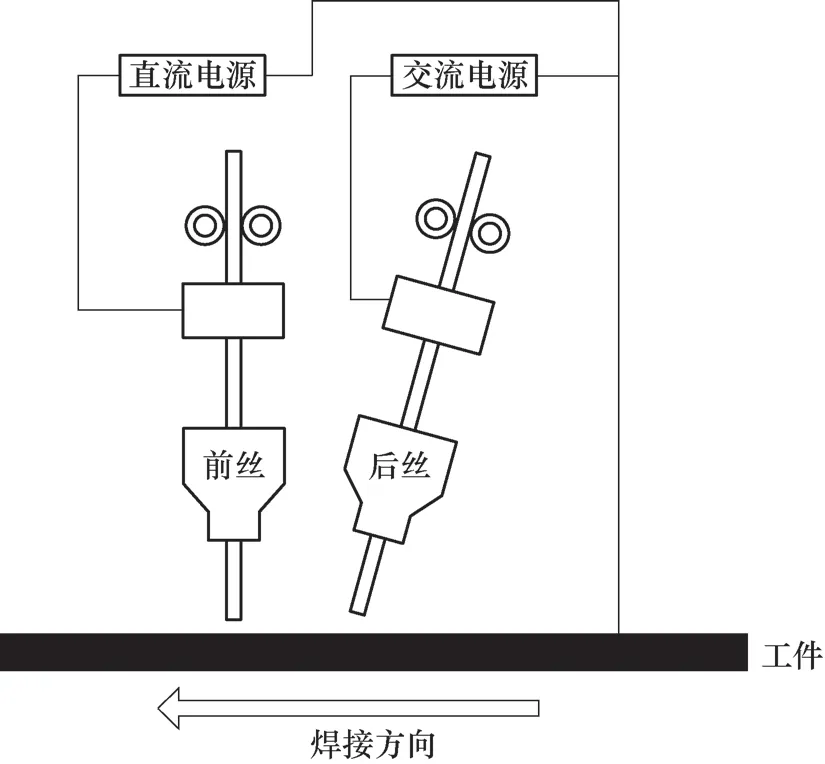
图2 焊丝排列
2.2 焊接材料
针对材质为Q355B的H型钢,采用φ4.0mm的H10Mn2高锰型焊丝与低锰、硅的焊剂SJ101相匹配,焊道成形及脱渣性能优良[4]。焊剂在使用前必须经300~350℃烘焙2h。焊丝与焊剂均符合GB/T 5293—2018《埋弧焊用非合金钢及细晶粒钢实心焊丝、药芯焊丝和焊丝-焊剂组合分类要求》的规定。
2.3 试验工件
焊接母材材质为Q355B,腹板厚度20m m、25mm,不开坡口,T形角接工件形式如图3所示。
3 焊接试验
依据多年工程实践经验,结合对双丝双弧埋弧焊焊丝间距、焊枪角度、焊接位置等参数对焊缝熔深和成形质量影响的研究,经过多次调整试验,最终确定工件、焊丝角度和相对位置,如图4所示。由图4可知,前丝垂直于焊缝,后丝后倾10°~15°,焊丝端部间距15~25mm,焊丝干伸长30~35mm,工件摆放与水平面呈55°~65°[5]。腹板厚度20mm、25mm的角焊缝焊接参数见表1,正面焊接完成后,反面无需清根处理。
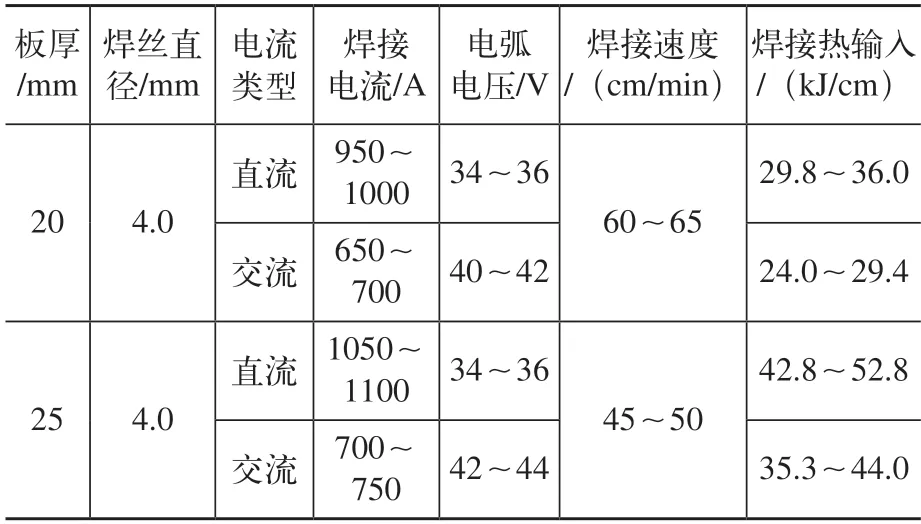
表1 腹板厚度20mm、25mm的角焊缝焊接参数
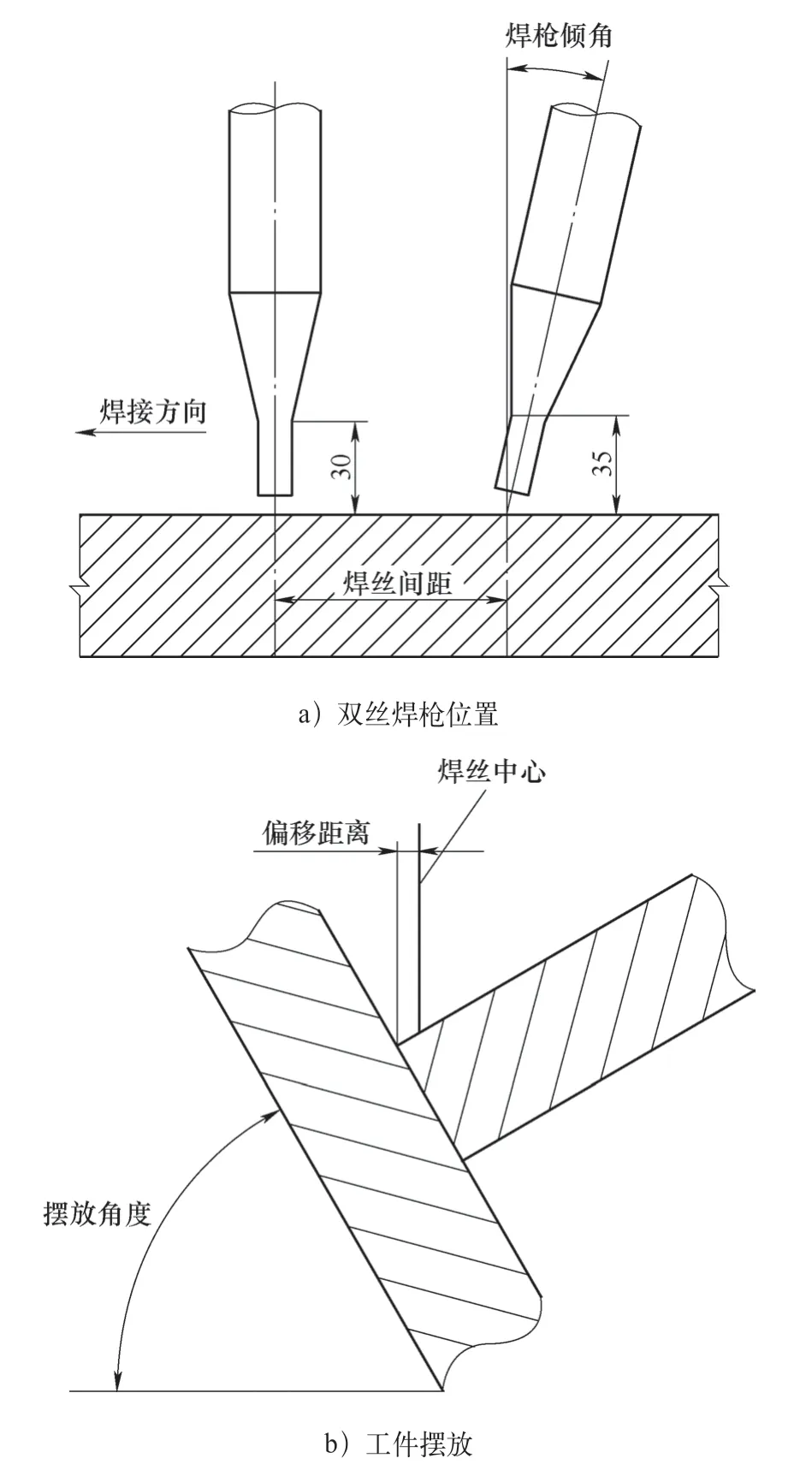
图4 双丝焊枪位置及工件摆放示意
4 焊接效果
1)不同厚度腹板焊缝外观成形如图5、图6所示。由图5、图6可知,外观成形良好,表面无气孔、咬边、裂纹及未熔合等缺陷。

图5 腹板20mm厚工件主焊缝外观成形
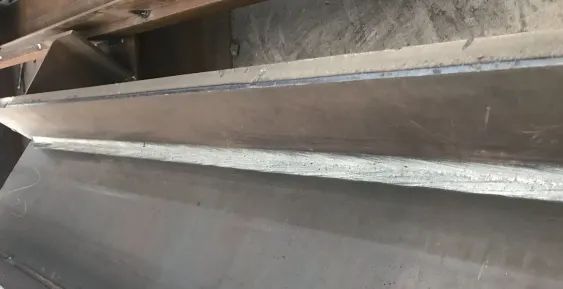
图6 腹板25mm厚工件主焊缝外观成形
2)焊缝内部质量满足GB/T 11345—2013《焊缝无损检测超声波检测技术、检测等级和评定》要求,焊缝经100%UT检测,焊缝质量等级为I级。宏观金相断面未发现气孔、夹杂、裂纹、未焊透及未熔合等焊接缺陷,如图7、图8所示。

图7 腹板20mm厚角焊缝宏观断面

图8 腹板25mm厚角焊缝宏观断面
3)该工艺成功应用于生产,达到了节能降耗的效果,并且大幅提高了生产效率,小车焊接车间焊接实景如图9所示,龙门专机焊接实景如图10所示。

图9 小车焊接车间焊接实景

图10 龙门专机焊接实景
5 经济效益分析
(1)生产条件优化 免坡口免清根全熔透工艺具有降低能量消耗、节省工序,以及生产过程机械化和自动化环节占比更高等优势。相对传统的焊接工艺,工厂生产各环节对比见表2。
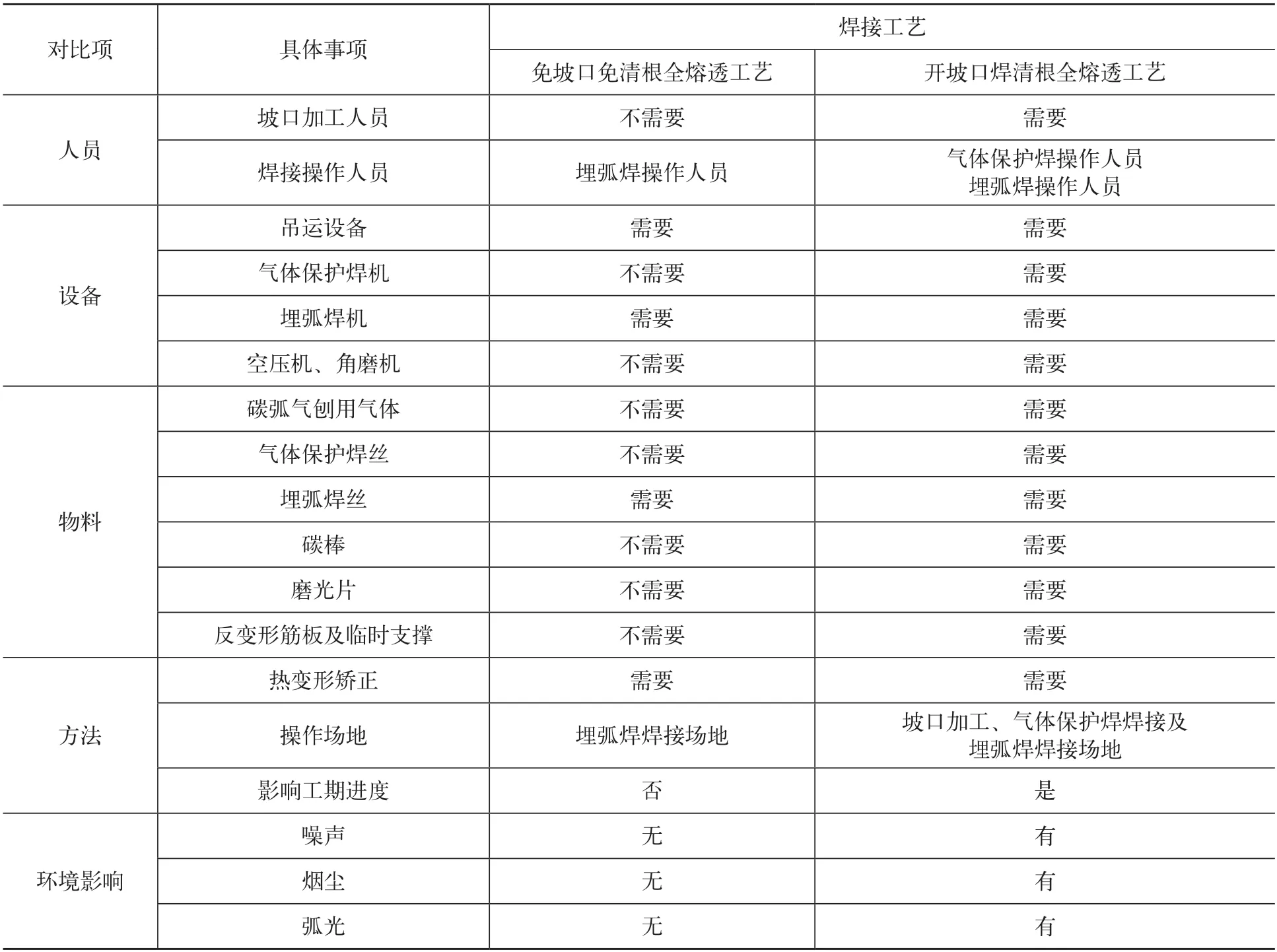
表2 工厂生产各环节对比
(2)焊接效率提升 相对传统坡口焊清根焊工艺,免坡口免清根工艺焊接时间节省60%以上。另外,免除坡口加工以及碳弧气刨时间,工艺生产效率提高近200%。
(3)生产成本降低 焊接过程中记录了焊接用时并据此计算了费用,费用对比明细见表3。

表3 腹板20mm厚工件焊接总费用对比
1)通过计算,腹板厚20mm的H型钢采用免坡口免清根全熔透焊接工艺产生的焊接总费用对比传统的坡口清根焊工艺要减少60%以上。
2)焊接工件越长,碳弧气刨的时间也就越长,消耗的成本也越多,费用节省则变得更为明显。
6 结束语
1)采用双丝双弧埋弧焊,通过调整工件摆放角度以及焊丝位置,搭配合理的焊接参数,可实现腹板厚度25mm以下的H型钢主角焊缝免坡口免清根全熔透焊接,焊缝质量等级为I级,合格,焊接质量符合标准要求。
2)焊接效率与焊接质量对比传统工艺优势明显,可明显缩短生产周期,为钢结构制造厂降本增效、提高质量提供了条件。
