铝-镍异种金属激光焊接工艺研究
2023-12-25马军龙
马军龙
中国一重(黑龙江)重工有限公司 黑龙江齐齐哈尔 161041
1 序言
随着有色金属应用的日益广泛,其连接技术也随之备受关注。工业纯镍具有优异的耐蚀性,在工业生产中,纯镍主要用来制造不锈钢以及其他耐腐蚀合金,也可作为加氢反应催化剂,以及制造陶瓷产品、电子线路、绿色玻璃和Ni的化合物等。铝的密度小、延展性好,耐蚀性、导热及导电等性能优良,而且在很低的温度下依然能够得到满意的力学性能,在化工、机械、交通、建筑、航空航天及日常生产生活等领域得到了广泛的应用。国内外常用传统的焊接方法(如MIG、TIG等)对此类金属进行焊接,但接头强度不足,且焊缝容易产生气体、夹渣、裂纹等缺陷,同时被焊金属表面状态对焊接质量影响大。焊缝中容易出现焊接变形和气孔,残余应力较大,且对应力腐蚀敏感,不能充分发挥材料的性能。因此,探索新的焊接方法在镍、铝构件材料中的运用,是非常必要和迫切的[1-3]。
2 焊接参数对焊接接头表面成形的影响
不锈钢薄板激光焊接参数见表1。在铝-镍激光焊接试验中,所涉及的焊接参数主要有激光频率、激光功率和焊接速度。由于它们对接头的作用不同,因而对接头性能影响的程度也不同[4-6]。通过文献查阅和部分试验研究,当激光频率为200Hz时,焊接效果最好,且能保证较小的热输入。下面分别从激光功率和焊接速度的角度来讨论焊接参数对接头宏观形貌的影响[7,8]。其中,8号为最佳焊接参数,1~7号为对照组。在8号参数基础上,1~4号只改变激光功率,5~7号只改变焊接速度。
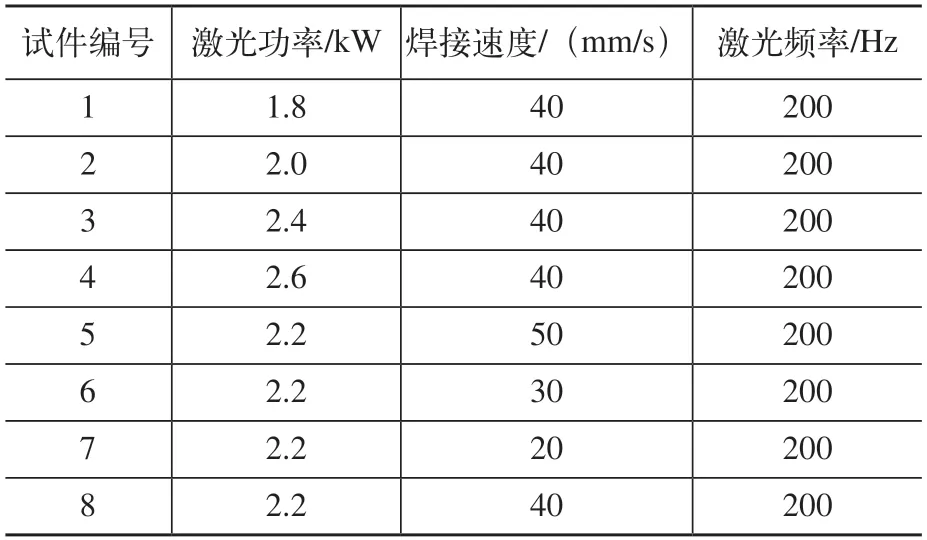
表1 不锈钢薄板对接激光焊接参数
2.1 激光功率对焊接接头表面成形的影响
1~3号试样焊接接头的宏观形貌如图1所示。由图1可看出,当激光功率较小时,焊接试件整体变形较小,焊缝表面无明显的气孔和裂纹等缺陷,也无明显的飞溅和咬边现象,有波纹形纹理。在焊接速度不变的情况下,随着激光功率的增加,焊缝正面的熔宽增加。当激光功率<1.8kW时,焊缝中心位置有明显凹陷,氧化现象不明显;当激光功率为2.0kW时,焊缝成形良好,氧化现象不明显;当激光功率为2.2kW时,焊缝成形良好,表面平滑美观,纹理清晰;当激光功率为2.4kW时,焊缝成形较好,表面氧化较为严重,背面刚好焊透;当激光功率为2.6kW时,焊缝完全焊穿,熔池金属翻卷起来,呈现黑色,氧化十分严重。
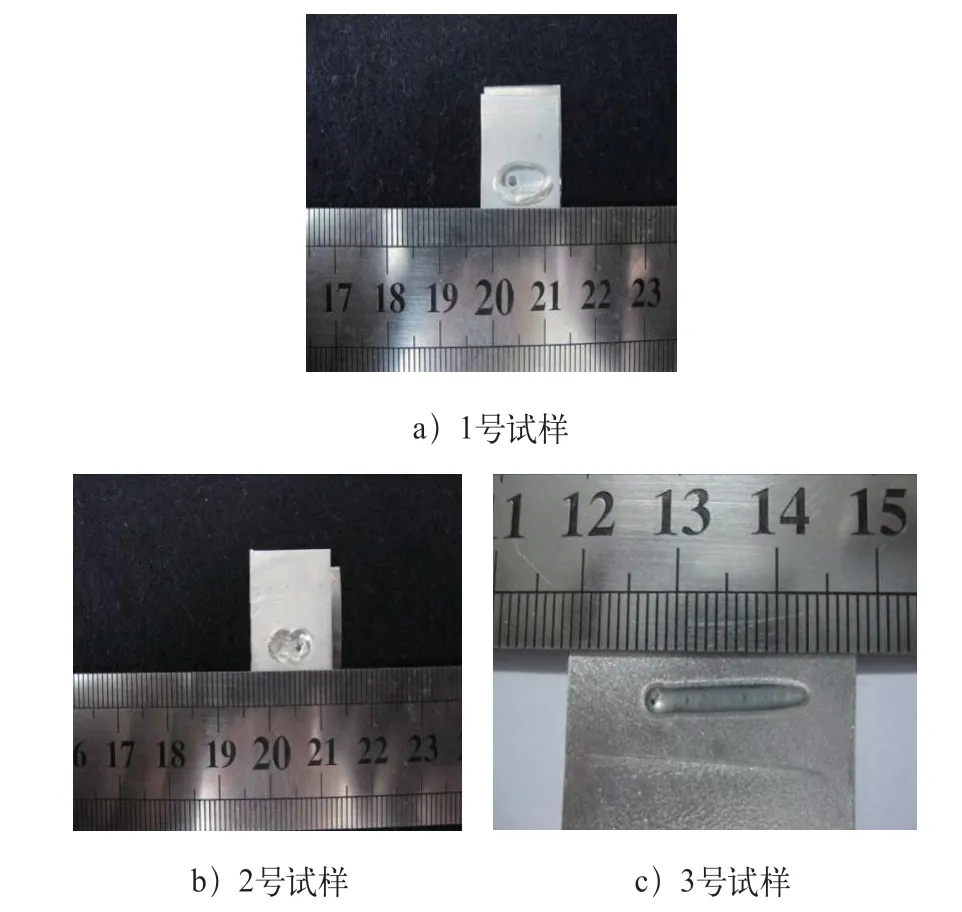
图1 1~3号试样焊接接头宏观形貌
2.2 焊接速度对焊接接头表面成形的影响
5~7号试样焊接接头的宏观形貌如图2所示。由图2可看出,焊缝表面无明显的气孔和裂纹等缺陷,焊接试件整体变形较小,也无明显的飞溅和咬边现象,有波纹形纹理。在激光功率不变的情况下,随着焊接速度的减慢,焊缝的宽度呈增长趋势;当焊接速度为50mm/s时,接头熔宽小且焊缝中心有条线状凹陷;当焊接速度为40mm/s时,焊缝熔透且成形良好,表面平滑美观,纹理清晰;当焊接速度为30mm/s时,焊缝宽度较大,表面氧化严重;当焊接速度为20mm/s时,焊缝氧化很严重,开始产生明显变形,焊缝扭曲,背面已焊透。

图2 5~7号试样焊接接头宏观形貌
3 激光焊接参数对熔深、熔宽的影响
铝-镍搭接的焊接结构,其焊接质量不仅取决于接头的力学性能,而且也与焊缝成形及氧化变色程度相关。焊缝熔深及熔宽是衡量接头表面成形、背面氧化变色程度及力学性能的重要因素。熔深主要影响接头焊缝背面质量,而熔宽主要影响接头的力学性能。激光焊接参数(激光功率、焊接速度)是影响焊接质量的重要因素。本试验采用铝-镍搭接接头,重点研究激光功率、焊接速度对不锈钢对接接头焊缝熔深、熔宽及微观组织和拉伸性能的影响规律,为实际生产中铝-镍搭接激光焊接参数的优化提供必要的理论依据。
3.1 激光功率对熔深、熔宽的影响
当激光频率为200Hz、焊接速度为40mm/s时,激光功率对焊缝熔深、熔宽的影响规律如图3所示。
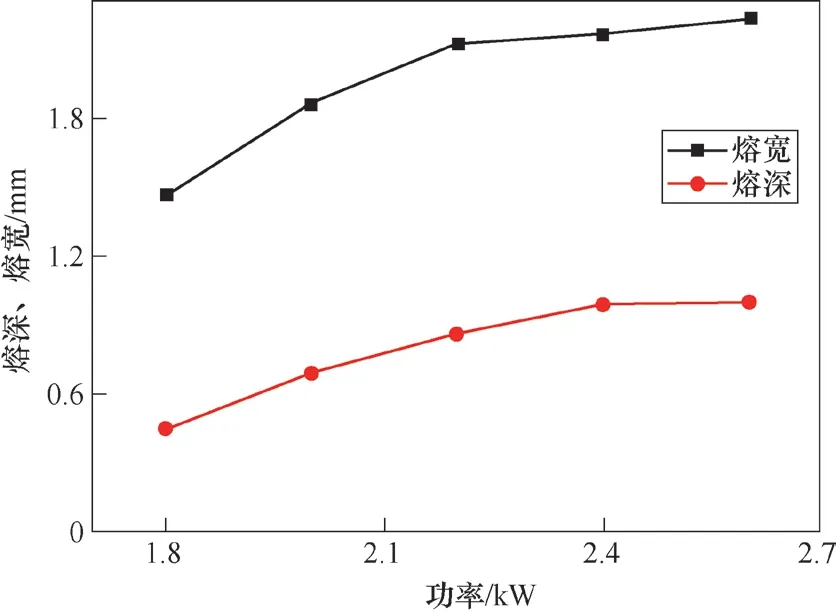
图3 激光功率对焊缝熔深、熔宽的影响规律
由图3可知,焊缝的熔深、熔宽受激光功率的影响很大,而焊缝的余高显示不出规律性,部分参数下余高较大原因可能是保护气方向导致的。当激光功率较小(1.8kW)时,不锈钢薄板只有少量的熔化,焊缝熔深较小、熔宽较窄。随着激光功率的增加,熔深、熔宽明显增大,当激光功率达到2.4kW时,焊缝刚好焊透,而随着激光功率再次增大,熔宽继续增大,而背面焊缝也随之加宽。
3.2 焊接速度对熔深、熔宽的影响
当激光频率为200Hz,激光功率为2.2kW时,焊接速度对焊缝熔深、熔宽的影响规律如图4所示。
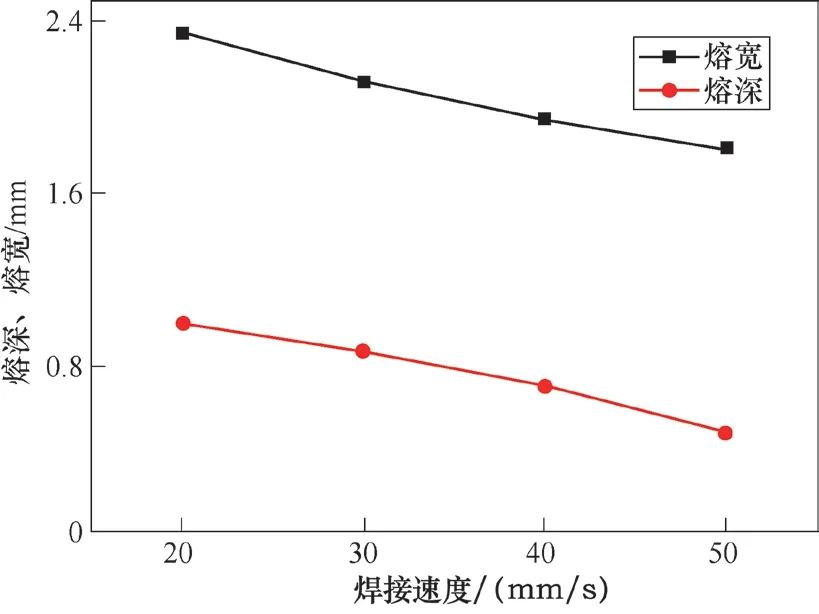
图4 焊接速度对焊缝熔深、熔宽的影响规律
由图4可知,随着焊接速度的降低,熔深、熔宽明显增大,当焊接速度只有30mm/s时,焊缝即将完全焊透,而随着激光功率再次增大,熔宽继续增大,而背面焊缝也熔透并随之加宽。
4 结束语
1)当功率增大时,激光热输入增大,被焊金属材料的熔化量就会增加,熔池尺寸会相应地增大,从而使焊缝熔宽增大。而焊接速度越快,激光束在试件表面移动得越快,单位时间、单位长度焊缝内输入的能量就减小,激光焊接热输入减小,被焊金属材料的熔化量减少,从而使焊缝熔宽变小。
2)在铝-镍激光焊接接头中,当激光功率较低或焊接速度较大时,铝-镍接头界面的母材熔化量较少,同时铝-镍接头的熔宽及变形较小;当激光功率升高或焊接速度降低时,母材熔化量增大,焊缝的熔宽增加。
