浅析海上风电塔架成套立式海运技术
2023-12-09李桂林刘宇轩王思彤
李桂林, 刘宇轩, 王思彤
(中国水利水电第四工程局有限公司, 甘肃 兰州 730050)
0 引言
海上风电作为我国可再生能源发展的重点领域,“十四五”期间进入了新发展期,开发风电技术已成为当今我国的主要发展战略[1]。 为缩减海上风机安装施工周期,节约船舶设备的使用成本,降低安全风险,需要制定并采取最优的塔架海运方案, 在码头将成套塔架立式装船完成绑扎海运至机位, 经在广东阳江多个海上风电项目中得到验证。结果表明,此立式海运方案,安全可靠,塔架在机位吊装时无需翻身,缩短海上施工作业周期,大大提高施工效率,同时有效降低了整个项目的工程费用。
1 海上风电塔架立式装船运输工装设计制作
基于目前海上风电的基础形式, 应用较多的主要为单桩基础、导管架基础、高桩承台基础等;主机厂家多为明阳智能、金风科技、东方电气等。 因海上风电基础形式和主机厂家的不同,塔架的外形尺寸也较为多变,针对各种机型的海上风电塔架、常用的陆地转运设备、吊装设备及运输船舶的特点, 进行以下几方面的设计计算并完成工装的设计及制作:
(1)通过海上风电塔架的设计图纸和设计要求进行深入研究, 利用三维建模软件对海上风电塔架进行结构建模, 以直观的方式分析海上风电塔架的重心和受力结构特点,初步选定保障塔架安全运输的设计范围,通过运输工装设计和稳定性计算, 从理论上验证海上风电塔架运输的可靠性,并通过实践验证可行性[2]。
(2)分析海上风电塔架结构特点并结合多种机型的法兰样式设计、 试制一种通用于各类海上风电塔架立式运输的长孔弧形法兰运输工装。
(3)对整体运输工装进行主材选型和强度校核等精确计算和模拟,并且根据需求,进行充分的设计优化,使装置具备造价低、制作效率高、装配误差小、安全系数高、使用方便等诸多优点。
(4) 通过试制首套立运工装结合实际应用分析问题并不断改良优化, 针对下段塔架加装液压支腿等相关辅助设备,满足塔架立式附件安装、模块化附件安装、多种车辆陆地无吊装转运、 适配各类船舶海上运输等多种功能的实现。 工装设计校核计算分析图如图1 所示。

图1 工装设计校核计算分析图
2 立式运输船舶稳性计算
(1)海上船舶运输压载水控制。 较重的风电设备对于装船来说,具有一定危险性,容易导致船舶的稳性不足,危及船舶安全,尤其是风电塔架立式运输时,立式运输塔架在吊装承载时容易导致横倾。 运输船舶在选型时,需要根据所运输塔架设备规格计算平衡舱压载水能力,达到自动调整压载水控制船舶横倾,控制船舶稳性的目的。
(2)机具稳性计算。局部强度对于海上船舶装载风电设备较为重要。 根据海上风电塔架立式运输的特点及船舶均布载荷、立式运输工装的许用值复核,若小于安全系数时,需增加衬垫,增大受力面积,减小压强,使均布载荷满足安全运输。
(3)船舶倾覆稳定计算。根据立式塔架设备重心高度及船舶重心高度和船舶受到横浪、横风、风浪联合的作用下,计算出不同海况下的横摇角,再绘制出船舶横摇概率密度图,最后根据计算数据复核货物装载安全系数,保证塔架立式安全海运,船舶积载图如图2 所示。

图2 船舶积载图
按照上图布置方案可以一次性成套立式运输2 套塔架,为保证船体运输的稳定性,将2 套塔架沿船舶甲板纵向中心部分对称布置,所有塔架均配套使用立运工装,立运工装与甲板使用L 形钢板焊接固定, 两相邻的运输工装间距保证3m 以上,塔架顶端固定4 根钢丝绳与甲板固定。其他位置可协同主机厂家等单位布置主机、轮毂等其余海上风电装备。
3 塔架短倒至码头
根据塔架重量选用合适的模块车进行组合运输,通常采用16 轴线液压模块车,塔架完成装车后,施工人员利用手拉葫芦、钢丝绳将设备绑扎加固,绑扎加固时要避免钢丝绳与设备直接接触,应采用胶皮等进行隔离保护,避免损坏设备。下段立式运输示意图、上三段卧式运输示意图分别见图3、图4。

图3 下段立式运输示意图
塔架短倒运输前联系当地交通部门办理好通行手续;做好交通设施排障处理,对于高空电缆线,配备高架车挑线;对产品、车辆、支座和索具等进行彻底检查,做好书面检查记录;封车完毕由运输单位安装悬挂超限运输标志和警示标志。运输过程中司机要经常下车检查车辆安全状态,以及车辆与塔体接触部位保护情况,如有异常应立即停车进行处理。运输过程中司机要及时判断风险,行车中禁止急刹车和急转弯,重载车要控制好车速,在一般道路上行驶,直行时速度≤40km/h;转弯时行驶速度≤3km/h,在通过桥梁时,要居中匀速行驶,车速要控制在5~10km/h。
4 装船及海运
4.1 吊装准备
(1)按照装船工装布置图提前将塔架工装规划布置好,在工装上放置好橡胶缓冲垫或其他保护物品, 保护塔架与工装接触位置。
(2)根据施工环境,进行装船、绑扎及海运等全方面的技术交底,确保作业人员充分理解和掌握要点、重点。
(3)有序组织作业人员、施工机具进场,并对吊装设备、运输设备、吊装索具进行必要的检查、维修、试车。
(4)掌握吊装场地范围内的地面、高空的环境情况,根据作业需要,对塔架运输车辆停放区域进行场地清理、地面平整、提前布置船运支座,码头及船板的场地、空间状态应满足作业要求。
(5)机具性能核验。
确认待吊装塔架的尺寸及重量等相关参数,根据装船位置、吊装器具趴臂距离等选择起重设备,如图5 所示。

图5 吊装机具选择图例
4.2 底段塔架立式吊装上船
(1)塔架吊具安装。将下段塔架吊具组装起来,在底段塔架上法兰使用螺栓组安装4 个吊座组件, 并用2000Nm额定扭矩的电动扳手紧固螺栓; 吊座组件安装完成后将4 根140t×9m 双眼圆形吊带挂在主吊机吊钩上, 准备起吊塔架,如图6 所示。

图6 下段吊装索具挂载示意图
(2)吊装上船。吊车及运输车辆就位→安装索具→水平起吊,拆除陆运工装,运输车辆驶离→水平抬 升 至 离 地500mm 试吊→履带吊正式抬升并转向→趴臂吊至船上指定位置后缓慢落钩→塔架与海运工装连接完成→摘钩,如图7 所示。

图7 下段吊装示意图
4.3 卧式塔架翻身吊装上船
(1)塔架吊具安装。 使用两台500T 履带吊进行抬吊翻身作业,吊具安装示意图如图8 所示。

图8 吊具安装示意图
中下段、 中上段、 顶段塔架下部法兰通过2 根45t×7m 环形吊带分别连接吊机吊钩和两个溜尾吊座的卸扣,使用2 根钢丝绳分别与两个70t 滑轮和上法兰的4 个通用吊座组件的卸扣相连接,用2 根80t×3.5m 环形吊带两头分别挂住滑轮的85t 卸扣和吊机挂钩。
(2)吊装上船。吊车及运输车辆就位→安装索具→主、副履带吊同时抬吊→主吊机继续提升, 副吊机调整塔架底端和地面的距离→水平下降至离地500mm 位置→双履带吊抬吊, 转向过程注意控制吊车的同步→抬吊至船上指定位置后缓慢落钩,待海运工装焊接完成后即可摘钩。
吊装过程中主、副吊机同时起吊,吊机要匀速起吊,避免突然加速和突然减速,主吊机继续提升,副吊机调整塔架底端和地面的距离, 起吊过程中塔架的下法兰不允许接触地面。在塔架下法兰安装两根导向风绳,用来引导塔架的下落方向。
4.4 海运系固
根据CCS《货物系固手册编制指南》(2022)制定海运系固方案, 同时根据此指南进行货物滑移和倾覆的平衡计算[3]。 系固绑扎原则和要点如下:
(1)正确选择绑扎索具。塔架运输常用绑扎索具有钢丝绳、花篮螺栓,并且配合地令、卸扣、固定挡板等一起使用。 绑扎材料见表1 所示[2]。

表1 绑扎材料
(2)各段立式运输工装底座焊接至运输船甲板。通过与立式运输工装底座定制配套的三角靠山定位块均匀的将立式运输底座牢牢焊接至运输船甲板上, 防止立式运输工装在海上运输时与船体发生位移。
(3)立式运输工装底座接触面防护。将立式运输工装底座接触面衬垫3mm 以上的橡胶垫,可增加塔架与工装的接触面积从而增大摩擦力, 有效防止塔架底法兰直接与工装底座接触损坏油漆。
(4)正确选择绑扎工艺。 采用下压式八字加固法,在甲板立式运输工装四周合适位置焊接地令, 使用钢丝绳应左右、前后对称绑扎,绑扎角应尽可能小,要求钢丝绳与船甲板夹角在30°~45°之间,钢丝绳一端与塔筒顶端法兰相连,另一端与焊地令相连,花篮螺栓安装至地令上方高1m 处, 使用花篮螺栓收紧钢丝绳并应使各道钢丝绳受力均衡,绑扎加固成“八”字型进行前后左右束缚,保证立式运输工装底座、塔筒与船体固定为一个整体,防止在运输途中发生移位和倾覆。 绑扎示意如图9 所示。
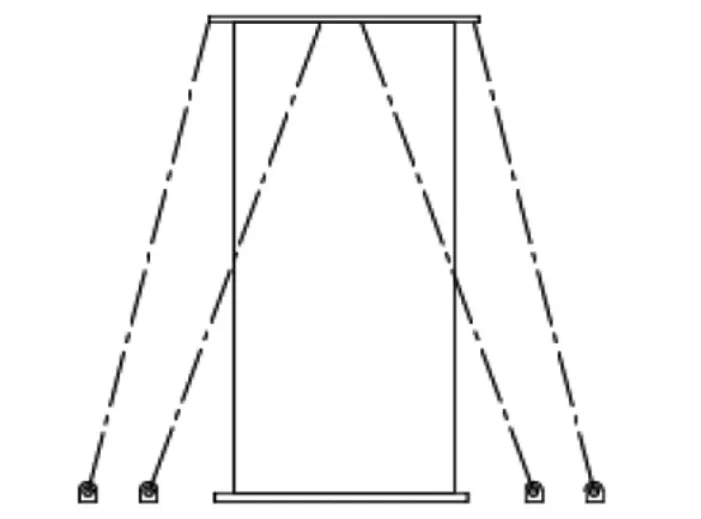
图9 海运绑扎示意图
4.5 海运至机位
船舶接到开船指令后,开往指定机位点,船舶航行至机位点附近等待吊装船指示,进行靠泊作业。 吊装公司根据安装任务进度,天气情况(大风大浪天气不可作业)安排船舶进行靠泊,船上都有配备卫星电话,可直接沟通,船舶抛锚位置离吊装船距离很近,接到指令可立即赶过来。
驳船行驶到机位附近时在抛锚艇配合下抛锚, 船舶依靠自身动力向系缆柱侧靠, 待锚固定在河床上时驳船缆绳抛出与系缆柱固定并将缆绳收紧,缆绳共缠绕八道,用此方式将驳船在海平面上固定保证每段塔架在吊装就位时驳船保持稳定,确保吊装安全。
船舶配有四锚定位功能, 停靠时由安装船上的指挥人员进行指挥, 根据指令缓慢且有序停靠在安装船和辅助船中间,停好后,吊装船开始吊装。 现场如图10所示。

图10 海上风电塔架运输至机位实拍图
5 海上风电塔架成套立式海运关键技术要点
(1) 运输工装设计计算中零部件均通过安全强度校核和专业软件建模后的受力分析,在保障安全的前提下,设计的主体工装结构采用型材和塔架切割钢板余料就可制作,结构简单,制作成本较低。
(2)具有较强的通用性,设计考虑了多种机型和多种直径的塔架运输, 法兰固定托板根据不同项目直径的法兰孔位置切割出多排弧形长孔, 适用于不同规格的塔架运输。且法兰固定托板方便拆卸,若后续托板多排孔无法满足多种直径的塔架运输时,可直接割去进行更换。
(3)在塔架陆地倒运时无须大型吊装设备即可运输至码头, 仅需在码头使用吊装设备吊装翻身一次即可完成塔架立式装船海运,当到达机位后无需再翻身,可直接开始吊装,在增大单航次运输量的同时,整体上降低了吊装设备的投入,缩短了海上吊装施工的时间。
6 结束语
海上风电塔架成套立式海运技术经过在中节能、华电青洲等多个海上风电项目运输的实际验证,对运输工装和方案进行了再优化,率先探索实现了海上风电塔架的立式高效海运,且实现了冬歇期大型风电安装船“华翔龙”到阳江港“上门取货”,成套四段塔架在码头由安装船自行完成装船并实现立式成套运输。此技术为海上风电运输产业发展提供了一种思路和技术支持。 然而,随着海上风电的深水化和离岸化,海上风电塔架立式海运过程中还存在很多问题和挑战,例如近海深水区和深水区立式运输过程中的航运安全、稳定性、进一步降低运输成本等问题。这些问题还需要进一步的深入研究和解决,以确保海上风电塔架立式海运技术能够得到广泛应用和推广。
