热烫印制品耐温水性失效分析及工艺优化
2023-12-05胡学川李又兵张继祥王铃
胡学川 , 李又兵 , 张继祥 ,王铃
(1. 重庆理工大学材料科学与工程学院,重庆 400054 ;(2. 重庆平伟汽车零部件有限公司,重庆 400026 ;3. 重庆交通大学机电与汽车工程学院,重庆 400074)
0 引言
热烫印工艺是一种常见的表面处理技术,它通过将热敏箔或热熔胶与印刷材料结合,利用热力和压力将图案转移至基材表面。热烫印的实质是转印,是把热烫印膜上面的电化铝通过热和压力的作用转移到承印物上面的工艺过程。热烫印时热烫印膜的黏结层熔化与承印物表面形成附着力,同时热烫印膜的离型剂中的硅树脂与载体薄膜发生分离,载体薄膜上面的电化铝就被转移到承印物上面。热烫印后仅保护层、金属层和粘接层留在零件上。
国内热烫印工艺研究起步较晚,在近几年才开始得到发展。国内的热烫印油墨生产商主要采用进口原材料进行生产,热烫印工艺主要应用来装饰汽车内部和外观部件,如汽车前杠格栅、方向盘、仪表板、门板等。国内的研究人员主要关注热烫印油墨颜色稳定性、适应性和基材选择等方面的研究,以提高热烫印工艺的可靠性和实用性。王开等[1]阐述了热烫印技术在汽车内外饰的应用趋势,提出新型热烫印的技术方案,根据基本原理以及实际经验多方面分析,为类似的外观零件实现方案设计提供相关依据。李莎等[2]对烫印工艺在产品中应用的可行性分析进行了研究,提高此工艺的成熟应用。程道强[3]针对烫印技术在汽车内外饰零件开发过程中出现的问题及改善方向进行归纳总结,为烫印技术在汽车内外饰件的应用设计提供参考和依据。胡迪航等[4]对热烫印薄膜在高温高湿环境下的失光缺陷进行了分析及性能优化。谷晓杰等[5]对汽车热烫印工艺零件的缺陷及处理办法做出详细研究分析。高旭东等[6]通过对开发过程中发现的问题,从烫印生产工艺、零件造型设计、结构设计、烫印效果影响因素等方面做了阐述。陈玲等[7]对大尺寸、造型复杂的汽车外饰零件采用热烫印技术的设计准则进行研究。柴凯等[8]从烫印的定义、工艺流程、设计注意事项、技术标准等几个方面对烫印技术有更深的论述。杨光亮等[9]探讨烫印膜片工艺的生产制造,造型要求和材料要求,对膜片的物理性能和耐候性能等进行分析对比。黄世镇[10]阐述热烫印前格栅的设计开发关键要点,为后续的热烫印前格栅开发提供新的设计思路。
相比国内,国外热烫印工艺的应用和发展要成熟和广泛些,特别是在欧美等发达国家,热烫印技术已经被广泛应用于汽车内饰和外观部件上。美国的研究主要关注于热烫印油墨的颜色稳定性、耐久性和环保性等方面的研究。欧洲的研究主要关注于热烫印工艺的自动化和智能化发展,以提高生产效率和降低成本。Plastics Engineering group[11]提出了汽车格栅的热烫印工艺及实际的运用成果。Qinghua Chen[12]提出了一种热烫印膜的热压技术,其中包含高精度,可靠性,功能性,安全性,易用性,稳定性等诸多优点。Qing Hua[13]提出了一种具有特殊无缝特性的环保节能压箔膜。
然而,在实际应用中,热烫印技术也面临着一些挑战和问题,特别是耐温水性实验面临的挑战最大,常实验失败,性能不合格。因此如何解决该问题成为我们研究的重点内容。
1 热烫印耐温水性能的要求
热烫印耐温水性能是评估热烫印产品质量和耐久性的重要指标之一。各主流汽车厂对热烫印制定了相关实验规范,明确了热烫印的性能要求,主要为热烫印膜的附着力、耐磨性、耐水性、高低温交变、耐湿热、化学液体、ELV、耐候性等。但对我们开发的热烫印项目来看,耐温水面临的挑战最大。以某主机厂的热烫印实验规范为例,其耐温水性要求如表1。

表1 热烫印膜耐温水性规范
2 热烫印产品主要失效分析
2.1 失效形式
对新开发热烫印产品做实验,在40 ℃的去离子水中浸泡240 h 后进行水洗,放置2 h 后检查膜层状态并测试附着性。试验后试样不得出现裂纹、起泡、分层及其他影响使用功能的缺陷。与未进行试验的零件相比,产品表面外观不得有变化。二次附着力测试,小于1 级或“X” 无脱落。
以某车型格栅为例,材料为ASA, 热烫印工艺,开发过程中多次发现耐温水性实验失败。主要表现为耐温水后,热烫印面起泡导致不合格。其失效照片见图1。

图1 热烫印格栅产品局部气泡缺陷图
2 失效原因分析
对于以上失效,需从热烫印机理上分析原因。热烫印机理是将热烫印膜的黏结层熔化并与素材表面形成附着力,同时将保护层、电化铝与载体层分离,使其保护层和电化铝层被转移到素材上。对热烫印工艺对素材的表面要求很高。同时,电化铝层延展性低于塑胶,素材与胶粘层有气泡或者易挥发小分子存在,在耐温水的实验条件下,可能细小的微孔或空隙生长或扩大形成气泡而将电化铝层顶起,即为热烫印起泡。故对于耐温水性实验出现起泡导致不合格等失效现象,在产品结构设计合理的情况下,可能有以下几个主要原因:
(1)基材塑料材料未充分干燥:在注塑前,塑料颗粒烘烤温度和时间很重要,若设置不当,可能造成塑料在螺杆塑化过程中有少许水分子存在,导致注塑出的产品含有少许水分,从而导致热烫印后水气包裹在产品内。
(2)热烫印材料不合适:热烫印材料中添加的颜料、助剂等成分选择不当,可能会导致热烫印失效。例如,添加过多的颜料或者添加了不耐高温的成分,都会导致印刷品表面起泡和附着力不好的现象。
(3)热烫印参数不正确:在进行热烫印时,如果温度、压力、时间等参数不正确或不稳定,也会导致印刷品表面产生起泡或附着力不合格等问题。
(4)印刷材料表面受潮或处理不当:在热烫印之前,需要对印刷材料进行适当的处理,例如酒精擦拭,去油、除尘等。
(5)工艺操作不正确:在进行热烫印的过程中,如果操作不正确,例如在热烫印前直接用有汗的水直接触摸坯件或者热印时间过长,或者吹水枪里面的气体含有水分或者热印压力不够等,都可能会导致印刷品表面产生起泡和附着力不合格的现象。
(6)工装或设备方面存在问题:热烫印工装模具的压力不均,受热不均、精度不够等,都可能对产品表面产生不良的现象。
因此,为了避免热烫印产生起泡导致不合格的问题,需要从多个方面进行全面的分析和控制。
3 热烫印耐温水性能的提升措施
如前所述,在产品结构设计合理的情况下,对于影响热烫印耐温水性能因素,归纳为三个方面:热烫印原辅材料、热烫印硬件(热烫印模具、素材、热夹具和设备等)和热烫印工艺。因此需要从这几个方面进行提升。
3.1 原辅材料
在热烫印零件和热烫印膜原材料的选择中,应考虑到其性能稳定性和适应性,优先选用具有高温稳定性和耐水性的材料。热烫印零件一般烫印格栅基材为ASA、PMMA+ASA、PC 等改性材料,有一定吸水性,原材料和烫印素材要烘干。同时禁止使用脱模剂,避免烫印表面被油污等污染,在烫印前,要对烫印表面进行除尘、清洁,进一步去除油污等。保证烫印附着力重要工序。热烫印膜材料主要有PET 薄膜、PVC 薄膜和PU 薄膜等。一般选用进口的国外热烫印膜。选用高品质热烫印膜外,还需对热烫印零件所用原材料ASA、PMMA+ASA、PC 等改性材料(主要是ASA)进行优化,减少材料中的水分和其它小分子,降低原材料的吸水率。
3.2 热烫印硬件
热烫印硬件主要从热烫印模具、素材、热烫印夹具和设备方面来考虑:①注塑模具热烫印块处的抛光度, 模具平整性;②素材不允许有毛刺、缩印、熔接线和压力线,以及刮擦伤等;③素材注塑过程中,禁止使用脱模剂,避免热烫印表面被油污等污染;热烫印前,对热烫印表面进行除尘、除污处理;④精确调试热烫印工装,提高压印模具和夹具的精度,并保证凹凸压印模块位置固定,提高精度和吻合度;⑤保证各热烫印区域压力均匀,温度可控。
3.3 热烫印工艺
热烫印工艺的控制也对热烫印耐温水性能具有重要的影响。在热烫印过程中,温度、压力和时间三者匹配不当都会影响烫印的外观和性能。
因此,针对前面车车型格栅具体的失效产品,分析可能存在的影响因素,结合耐温水性能的提升措施,对相关因素全面分析并进行排除,找出主要原因,列出了耐温水实验后产生气泡的关键影响因素,具体如下:
(1)基材ASA 塑料材料未充分干燥。
(2)热烫印工艺参数配合不妥当。
(3)半成品放置过久受潮。
(4)吹水枪里面的气体含有少量水分。
4 改进措施及改进效果
基于以上关键影响因素,改善措施如下表2。
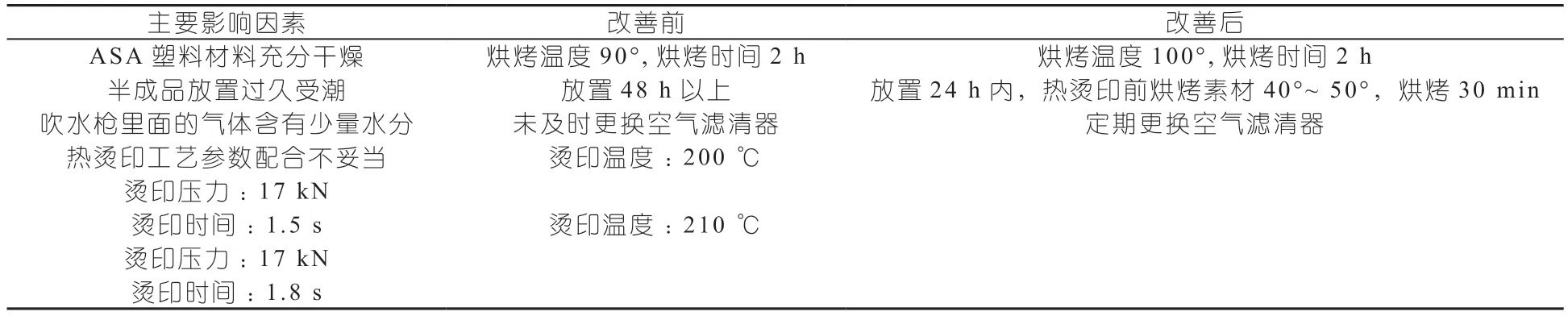
表2 耐温水性实验失效的改善措施
通过以上措施改善后,产品无气泡、裂纹、分层或附着力不良等问题,满足产品外观及耐温水等性能实验要求。改善效果产品外观见图2。

图2 工艺改善后的产品外观图
5 结论
(1)影响热烫印性能因素主要有热烫印原辅材料、热烫印硬件(热烫印模具、素材、热烫印夹具和设备等)和热烫印工艺。
(2)热烫印耐温水性能的提升措施主要从以上三方面进行优化改善,满足外观及相应标准。
(3)改善热烫印工艺后,可以有效地解决产品耐温水易产生气泡、裂纹、分层或附着力不良等问题,提高产品的耐用性以及整体质量,使其更加符合使用及性能要求。