铆接工艺的研究现状
2023-12-05张稳当赵志浩
张稳当,赵志浩
(东北大学 材料科学与工程学院,辽宁 沈阳 110000)
随着制造业的飞速发展,人们对材料接头的加工精度、接头强度和轻量化提出了更高的要求。随着轻量化生产的推广,铝合金、钛合金等高强度、低密度材料得到了广泛应用。加工精度、接头强度的提高,以及高强度材料的使用使铆接技术的发展迎来新的挑战。在制造业中,由于目前的技术条件很难实现复杂结构的一体成型,许多产品主要由在不同加工过程中生产的多个部件组成。这些部件之间的装配不可避免地采用了大量的连接技术[1,2],主要包括以下三种:螺栓连接、焊接和铆接。焊接结构容易产生应力集中,导致构件疲劳强度降低,螺栓连接可靠性低,连接件密封性和气动性较差。相比之下,铆接工艺简单,接头结构牢固可靠,密封性能好。因此,铆接技术被广泛应用于汽车、桥梁、铁路、航空等领域。
铆接是一种不可拆卸的连接形式,它在轻合金、复合材料和异种材料的连接方面具有无可比拟的优势。近年来,为了获得更高质量的接头,研究人员进行了大量的研究,以提高其力学性能。
1 传统铆接工艺
1.1 常规铆接
实心铆钉是常规铆接最常使用的一种铆钉,它利用自身的塑性变形实现相关金属组件的连接。常见的实心铆钉有半圆头铆钉、半沉头铆钉、沉头铆钉、平头铆钉、扁平头铆钉等。以半圆头铆钉为例,其铆接过程如图1所示。
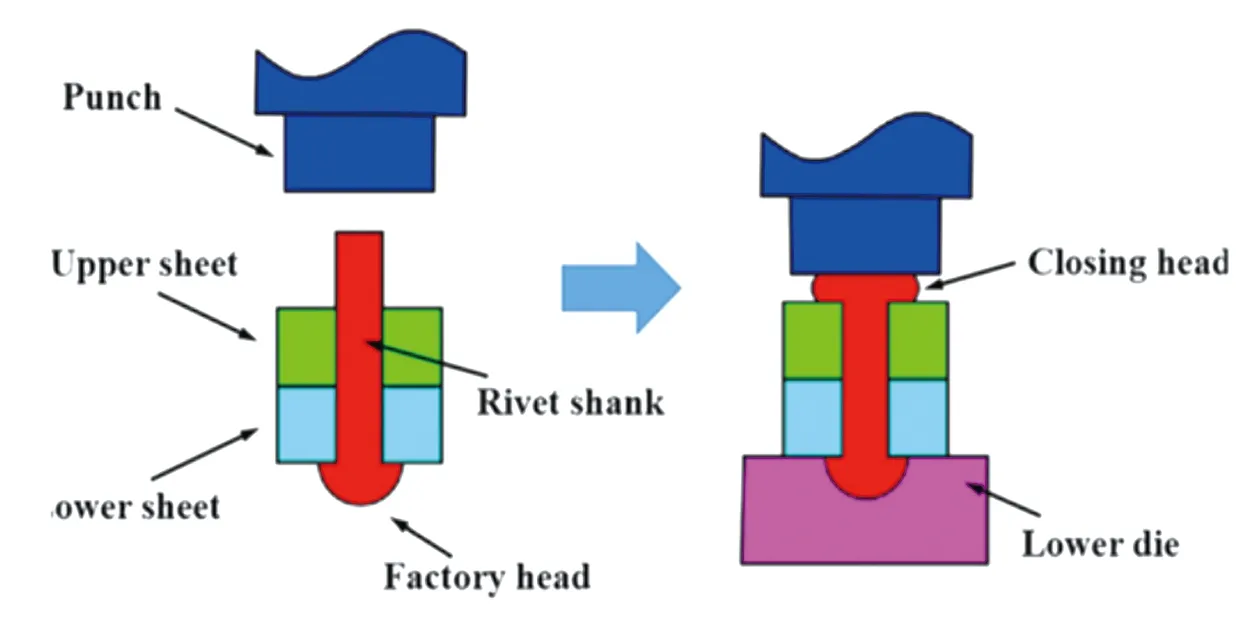
图1 常规铆接工艺原理[3]
在铆接之前,需要预先在两个板材上制孔,然后将铆钉放在板材上的孔中,铆钉头部由下模固定,上模由压力机驱动进而对铆钉施加一个变形力,使铆钉发生塑性变形,形成墩头,铆钉和被连接板材之间形成过盈配合,以达到铆接的目的。由此可见,这种铆钉的选材在满足强度需求的同时,也要兼顾材料本身的流动性。有时当所选铆钉的材料为钢并且铆钉直径较大时,一般需要通过加热来辅助铆钉的塑性变形以完成铆接。对于形状细长的铆钉,需要对铆钉头部进行加热,避免铆钉断裂[3]。铆钉材料、被铆接件的材料、铆钉尺寸、预制孔尺寸、铆接力等,都是影响铆接精度、强度以及工作寿命的重要工艺参数。因此在铆接过程中铆接参数的选取应遵循工艺手册的选取原则,并根据使用工况进行必要的工艺验证。
韩鑫[4]等人通过大量的工艺实验,发现预制孔的直径比钉杆直径偏差大0.1mm铆接效果较为理想,铆钉长度比板厚大4mm、铆钉压缩量为2mm最为适宜。当实际工况下铆钉的铆接参数与工艺手册有所偏差时,沉头铆钉容易出现钉头凹进零件表面或突出零件表面过大、铆钉钉头与钉窝之间有间隙等缺陷。
采用常规铆接工艺制作的接头在满足强度要求的同时,也能达到防水的要求。然而,常规铆接在实际应用中也存在一些缺点。铆接产生的过盈配合不均匀,会给结构的稳定性带来隐患;当连接复合材料时,如果使用常规铆接工艺,复合材料容易受到冲击而损坏。此外,预钻孔工艺使得常规铆接的效率偏低;这些缺点都在一定程度上限制了它的应用。
1.2 盲铆接
盲铆接又称抽芯拉铆,是一种施铆前需要预先在连接件上钻孔,利用拉铆枪与铆钉将被铆合件铆接在一起的连接方法[5]。其工作原理是用抽芯铆钉专用设备将两个结合件夹紧,然后将锁环挤压变形并充满铆钉芯杆的凹槽内,使锁环与芯杆紧密结合在一起(图2)。因此,在铆接完成后,每根铆钉都具有相同的紧固力以及永不松动的特性。盲铆接可用于一般需栓接或铆接的部件,由于其具有高紧固力、永不松动、高抗剪力等特点,盲铆接也经常被用来取代焊接。盲铆接常用的抽芯铆钉有开口型、封闭型、导向式封闭型、开口拱状、沟槽型、双鼓型、拉花型、拉丝型等[6]。其材料涉及合金钢、不锈钢、铝合金、高温合金及钛合金等。

图2 盲铆接工艺原理
美国是最早研究抽芯铆钉的国家之一。在70年代,德事隆公司就研制出了多种类型的抽芯铆钉。目前仅Cherry型抽芯铆钉就有包括Cherry MAXR “Bulbed” Rive、Cherry MAXR“AB”、“Wiredraw” Rivet、Cherry1900、Cherry SSTR Blind Rivet、Cherry MBCR Rivet等多个型号,形成了完整的系列。国内在21世纪初,也成功研制了国产抽芯铆钉,并编制了对应的标准,并在某型飞机上使用了多种规格数千件的抽芯铆钉[7]。
张德伟[8]等人对抽芯铆钉的铆接过程进行数值模拟,研究了铆接过程中铆体形变时的应力分布以及塑性应变比的变化,预测了铆体的应力值以及变形程度。研究发现在盲铆接的铆接过程中铆体形变主要分为屈服阶段和墩粗阶段,且在铆钉中间位置应力比较小,最大应力主要集中在铆体的尾部区域,在铆接过程中,塑性应变比呈先大幅度增长后趋于平缓的趋势,模拟结果与实际铆接过程相吻合。张荣[9]等人通过有限元模拟和验证实验研究了铆接间距对铆接质量的影响,发现在采用抽芯铆钉进行铝板铆接时,安装孔的间距应大于或等于4倍孔距。抽芯铆钉在安装过程中有时会出现异常断裂的现象,王霞[10]等人通过实验发现这主要是由于原材料中存在大量微孔导致的。这些微孔的存在和聚集,降低了原材料的韧性和强度,使得铆钉在断裂时常表现出脆性断裂的特征。Billy[11]等人用有限元模型准确地预测了铆钉的实际变形形状,通过仿真模拟可以看到铆钉在拉伸载荷作用下的失效位置。此外,Billy还发现轴对称有限元模型在预测抽芯铆钉铆接过程中的非对称行为时表现不佳。Witek[12]发现在抽芯铆钉的剪切截面上有很大的残余应力,这将会降低接头的极限承载力。钉套和芯杆头部之间的摩擦系数对最终的铆接力的值以及成形后铆钉头部形状的影响可以忽略不计。此外,Witek还指出板材孔洞周围残余应力较高会降低接头的静态强度和疲劳强度。
抽芯铆钉可以代替实心铆钉或螺钉用于许多封闭和半封闭结构中,以确保结构的机械传动效果、安全性和可靠性。由于盲铆接安装的主要特点是预制孔必须略大于钉套直径,以便于将钉套膨胀部分插入孔中,这使得安装孔松动成为盲铆钉装配过程中的常见问题。这种缺陷可以通过以下两种方法进行改善:(1)计算叠层厚度,使材料叠层厚度近似等于抽芯铆钉夹层范围的一半;(2)安装抽芯铆钉之前,确保零件之间的所有间隙都已消除。
2 新型铆接工艺
2.1 电磁铆接
电磁铆接技术是一种在传统铆接和电磁成形基础上发展起来的铆接工艺[13],其铆接原理如图3所示。电磁成形装置通过对电容器组充电来存储能量,在充电到预定值后关闭放电开关,并通过放置在铆接工件中的扁平线圈放电,从而在线圈周围产生交变磁场。在交变磁场的作用下,附着在线圈上的铜驱动板表面会产生可变涡流,进而产生涡流场。线圈磁场和涡流磁场产生相反的排斥力,推动冲头挤压铆钉,形成墩头并锁定连接板[14-16]。
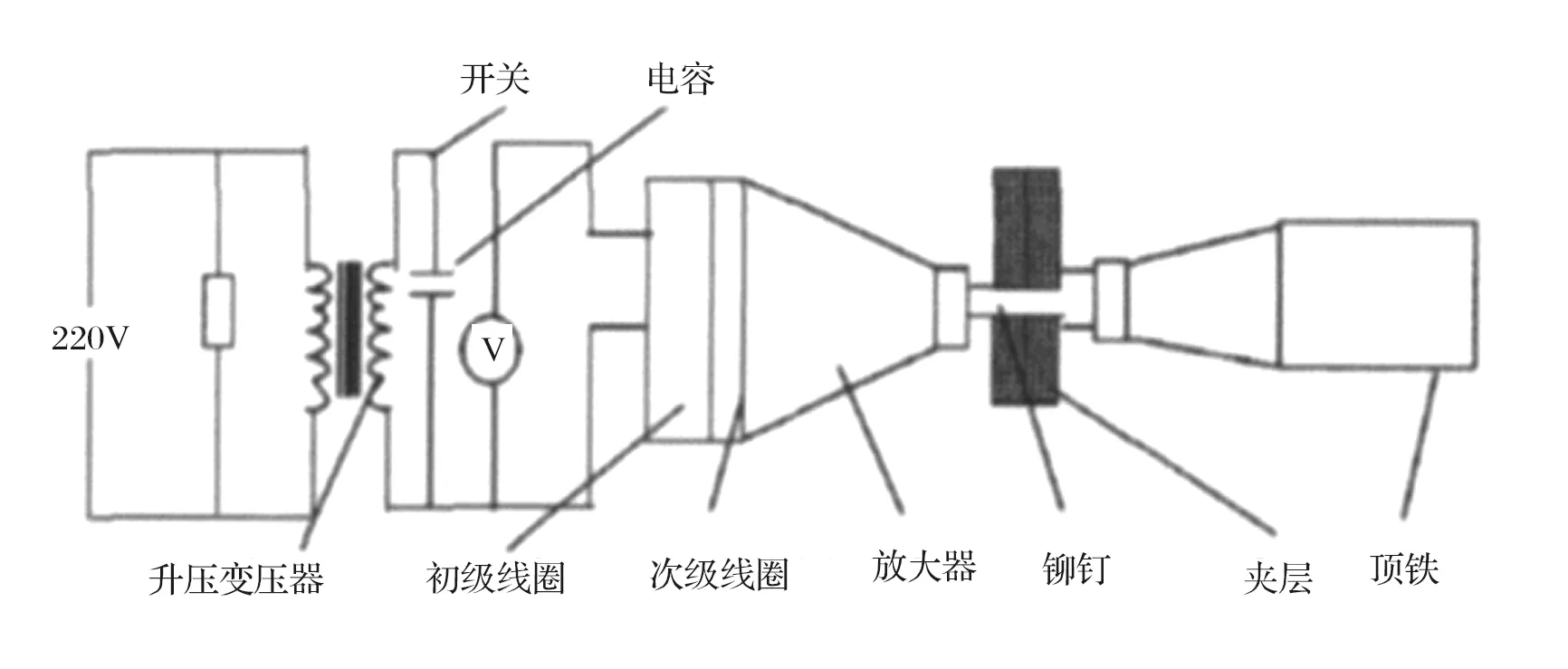
图3 电磁铆接工艺原理[17]
电磁铆接的一个重要特征就是存在绝热剪切带,由于电磁铆接在铆接过程中铆接速度快、冲击力大,使得铆钉的塑性变形过程非常接近绝热过程。此外电磁铆接使得铆钉的塑性变形具有高度的局部化特征,高应力区集中分布在绝热剪切带上[18]。Cui[19]等人研究了绝热剪切带的形成机制。结果表明,绝热剪切带是在材料的不均匀流动和热软化的共同作用下形成的。Song[20]等人研究了电磁铆接接头的过盈配合,发现由于接头的成形时间很短,钉杆的膨胀和钉头的镦粗几乎同时发生。因此,电磁铆接接头的过盈配合比普通铆接的更加均匀,该特性使得电磁铆接非常适合复合材料的连接。
与常规铆接工艺[21,22]相比,电磁铆接工艺的加载速度快、冲击力大,更有利于强度高难变形材质的铆钉成形。此外电磁铆接可减少板材孔壁的冲击损失,且铆接过程中参数便于控制,铆接工艺精确稳定。
2.2 自冲铆接
自冲铆接工艺起源于约半个世纪前,主要用于电器和包装行业,它最初是为了代替铝连接电阻点焊工艺而开发出来的[23]。自冲铆接可用于紧固各种材料,包括钢、铝、尼龙、塑料、橡胶等。其铆接工艺原理如图4所示。通过液压设备或伺服电机将典型的半管铆钉推入目标板材,在此期间,目标材料和铆钉的塑性变形使金属板形成机械锁以完成铆接[24]。半管状铆钉的使用使铆接部位在具有较高的静强度和疲劳强度的同时,还大大减轻了结构的重量。
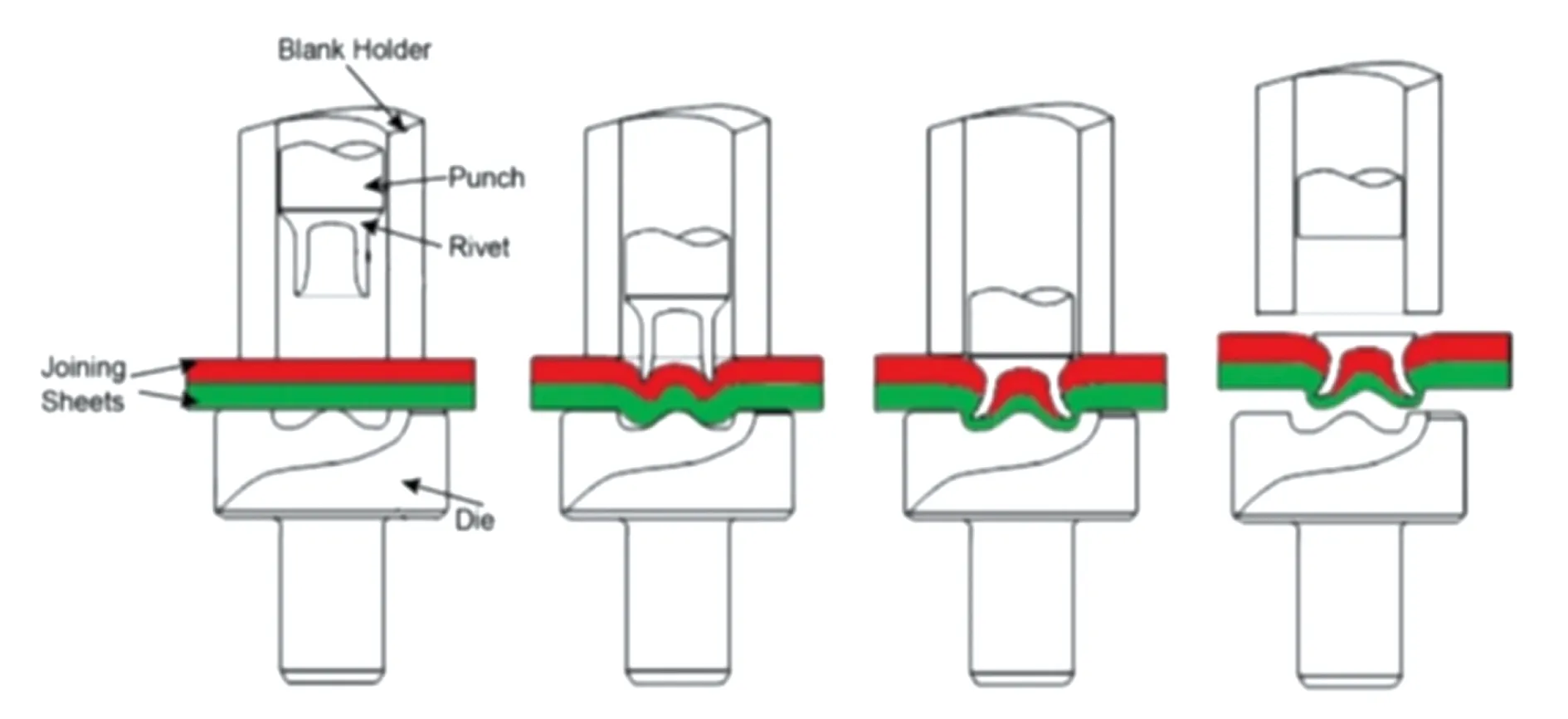
图4 自冲铆接工艺原理
目前,国内外已有一些研究机构和学者进行了自冲铆接工艺优化方面的研究。刘付曙[25]等通过自冲铆接实验,发现钉模比在1.7~2.0时铆钉的底部不会出现裂纹。此外,刘付曙等人还发现当使用同类型的底模时,深度浅的底模不容易出现裂纹;使用同样深度的底模时,球形底面不容易出现裂纹。Khanna[26]通过实验发现,铆钉的最大疲劳载荷随板材厚度的增加而增加,且在高寿命周期内,这种强度增加的幅度较小。如果被连接的上板和下板厚度不同,接头强度则主要取决于厚度较小的板材。此外,Khanna还发现对于厚度不等的板材组合,裂纹通常发生在较薄的板材中。杜爱民[24]等人建立了三层板的包括自锁量、最小底部厚度等性能指标的回归模型,分析了各工艺参数对三层板性能指标的影响。结果表明,铆接速度对自锁量影响不大,铆钉长度和凹模半径对自锁量有正相关影响,凹模深度对自锁量的影响为负,铆钉的腿部半径对自锁量的影响呈先增加后减小的趋势。
与传统板材连接方法相比,自冲铆接具有可用于连接异种材料、无需预钻孔、循环时间快、易于纳入基础设施中等优势。此外,自冲铆接的接头还具有良好的机械强度,尤其是疲劳强度[27]。虽然自冲铆接在连接轻质异种材料方面已成为一种较为成熟的技术,但是它仍具有一定的局限性。例如既定的铆钉型号只能用于较为有限的板材厚度范围,并且需要使用模具和通道才能使铆钉发生塑性变形。此外,自冲铆钉在强度高的材料内部难以展开,铆钉接头的突出量比较大,这些都限制了其在紧凑空间中的使用。
2.3 摩擦搅拌铆接
摩擦搅拌铆接是一种单面的机械连接方法,与传统盲铆接不同的是摩擦搅拌铆接无需预钻孔。如图5所示,在铆接过程中,抽芯铆钉以6 000~12 000 rpm的速度旋转并接近工件,由于摩擦热促使工件软化,高速旋转的铆钉可以以较低的驱动力和扭矩穿透工件,铆钉完全穿透工件后,拉动铆钉芯杆直至断裂,钉套就会像传统抽芯铆钉的钉套一样镦粗,将工件连接在一起[28]。

图5 摩擦搅拌铆接工艺原理
Min[28]等人基于摩擦搅拌铆接工艺的机械和传热分析,发现增加芯轴和芯轴夹具之间的摩擦力,可以有效降低芯轴夹具对杆的作用力。此外,增加抽芯铆钉的公差,可以使铆钉承受更高的扭矩载荷。Li[29]等人研究了铝-镁搅拌摩擦铆接接头在恶劣海洋试验环境下的大气腐蚀行为,发现当使用摩擦搅拌铆接工艺将铝与镁连接时,会出现缝隙内部以及外部的腐蚀。实验发现在缝隙的内部镁已经发生钝化,而且铝上有明显的腐蚀痕迹。杨秀建等[30]人提出的刚度计算模型可以方便地用于钢-铝摩擦搅拌铆接的连接刚度计算和分析,对基于摩擦搅拌铆接的钢-铝混合车身骨架的连接设计,有重要的理论参考意义。Ma[31]等人研究了铆钉进给速度和主轴速度对接头的形成和横截面几何形状的影响,发现较高的主轴速度和较低的铆钉进给速度(即高热量输入)更容易产生良好的接头,而低热量输入可能会导致板材软化不足,进而引发一系列严重问题。此外,穿孔时产生的金属屑留在板材之间的间隙中也会降低接头的强度。
摩擦搅拌铆接结合了单面连接和无需预钻孔的优点,连接时铆钉的芯杆首先接触板材,因此铆钉芯杆的下部可以设计成锋利的结构,便于冲孔。研究人员应设计不同的铆钉形状以优化工艺。
3 未来趋势
近年来,人们已经认识到环保的重要性,轻巧的结构、更低的能耗、更高的性能已经成为制造业的主流,轻质材料也因其密度低、力学性能高等特点得到广泛的应用。铆接在轻质材料的连接方面具有很大的优势,越来越多的轻质材料、复杂结构的使用,对铆接质量提出了更高的要求,同时也让铆接工艺迎来了新的发展契机。未来几年,对传统铆接工艺的改进创新是铆接工艺发展的主要方向之一,本文回顾的电磁铆接、摩擦搅拌铆接都是通过对传统铆接工艺的创新设计而发明的。电磁铆接在传统铆接的基础上,利用洛伦兹力使铆钉发生塑性变形以实现铆接的目的。与传统的铆接工艺相比,电磁铆接加载速度快、冲击力大,更有利于强度高、变形困难材质的铆钉成形,这在一定程度上扩大了铆钉的选材范围,提高了接头的综合性能。此外,由于电磁铆接过程的参数便于控制,相比于传统铆接工艺其铆接性能、铆接精度更加稳定。由此可见,通过对现有技术的改进,可以提高接头的力学性能,引入辅助成形过程的附加步骤用以提高铆接精度也是一个很好的创新方向。预钻孔工艺大幅度降低了常规盲铆接的装配效率以及自动化程度,而相比之下摩擦搅拌铆接无需预先在施铆处制孔,利用摩擦热软化目标材料以辅助其材料流动,高速旋转的铆钉可以以较低的驱动力和扭矩穿透工件以完成铆接。摩擦搅拌铆接在兼顾单面铆接优点的同时,还具有无需铆模的特点。此外,开发新的成形力低、无需预钻孔的铆接工艺也是铆接技术发展的一个重要方向。
4 结语
本文综述了两类铆接技术。一类是传统铆接工艺,另一类是基于对现有铆接工艺再创新而产生的新型铆接工艺;列举了不同铆接技术近几年的研究成果,介绍了每种铆接技术的铆接原理以及特点。采用常规铆接工艺制作的接头在满足强度要求的同时,还能达到防水要求。然而,常规铆接产生的过盈配合不均匀,也会给结构的稳定性带来隐患。当使用常规铆接工艺连接复合材料时,复合材料容易受到冲击而损坏。电磁铆接因其速度快、冲击力大,使铆钉变形均匀,更有利于高强度难变形材质的铆钉成形。自冲铆接具有可用于连接异种材料、无需预钻孔、循环时间短等优点,此外自冲铆接的接头还具有良好的机械强度。摩擦搅拌铆接通过引入摩擦热实现单面连接和无预钻孔连接,这将使其在连接管状或封闭结构时具有巨大优势。可见,每种工艺各有特点,都能在各自的领域发挥重要作用。