响应面优化混菌固态发酵对铁核桃饼粕饲料粗纤维含量的影响
2023-12-05张天祎谢晋奕顾瑞静陶明晗黄远航
张天祎 ,谢晋奕 ,熊 智 ,顾瑞静 ,陶明晗 ,李 娟 , 黄远航 ,韩 龙
1.西南林业大学生命科学学院,云南昆明 650224;
2.西南林业大学继续教育学院,云南昆明 650224
铁核桃(Juglans sigllataDode)属落叶乔木,主要分布于我国云南、西藏以及四川等地(张旋等,2022;李焕云,2014)。铁核桃果仁具有较高出油率(约70%),与普通核桃相比,铁核桃微量元素、维生素等含量更高,压榨油油质更加香醇,是一种优质油料(吴舒同,2017)。铁核桃榨油后会产生大量副产物铁核桃饼粕,其中蛋白质、脂肪酸以及各种微量元素等含量丰富(高瑞雄等,2018),常用作肥料、饲料。但饼粕中核桃壳占比较高,导致其粗纤维含量大,严重影响铁核桃饼粕的应用价值。因此,探索合适的方法,减少铁核桃饼粕中粗纤维的含量,对其应用范围的扩大具有重要的现实意义。
常见植物来源农副产物(麦麸、菜籽粕、豆粕等),经微生物发酵,大分子营养物质能被分解转化为小分子代谢产物,用作动物饲料,可为动物提供丰富的营养(刘敏等,2023;Cheng 等,2021;Kaewpila 等,2021)。此外,发酵饲料中的活体微生物定植于动物消化系统,能起到改善机体肠道菌群平衡,促进消化吸收能力,抑制病原菌的作用(康永刚等,2022 ;Wei 等,2021;Ding 等,2020),从而达到提高养殖效率的目的。发酵饲料中粗纤维含量是评判其营养价值的重要指标,纤维素含量过高,会对动物的消化吸收产生负面影响(邓诗贵等,2021 ;刘磊等,2018)。有研究表明,利用黑曲霉单菌或黑曲霉多菌混合发酵可产生纤维素酶,起到降解纤维素的作用(周艳华等,2021 ;高星星等,2012)。基于此,本试验以榨油后的铁核桃饼粕为原料,黑曲霉和产朊假丝酵母为发酵菌种,进行混菌固态发酵研究。以纤维素含量为指标,探究纤维素降解的最佳发酵条件,旨在降低铁核桃饼粕中粗纤维含量并应用于饲料工业中,实现副产物的二次利用。
1 材料与方法
1.1 材料与试剂
铁核桃饼粕:迪庆香格里拉舒达有机食品公司,粉碎过40 目筛;黑曲霉(GDMCC486)、产朊假丝酵母(GDMCC2.148):广东省微生物菌种保藏中心;马铃薯葡萄糖液体培养基(PDB):杭州百思生物技术有限公司;麸皮:市售;硫酸、氢氧化钠、95%乙醇、乙醚等试剂:云南省杨林工业开发区汕滇药业有限公司,均为分析纯。
1.2 仪器与设备
DHP-9162 立式压力蒸汽灭菌器:上海博讯实业有限公司医疗设备厂;ZD-85A 气浴恒温振荡器:金坛市易辰仪器制造有限公司;DHP-9162 电热恒温培养箱:上海齐欣科学仪器有限公司;101–1AB 电热鼓风干燥箱:天津市泰斯特仪器有限公司。
1.3 试验方法
1.3.1 种子液制备PDB 液体培养基制备:称取23.05 g PDB 粉末,加热溶解于500 mL 蒸馏水中,121 ℃灭菌20 min,冷却备用。
在无菌的操作环境下,从黑曲霉和产朊假丝酵母斜面上挑取一环菌,分别接种于PDB 液体培养基中,28 ℃,130 r/min 恒温振荡(黑曲霉培养2 d,产朊假丝酵母培养1 d)。
1.3.2 铁核桃饼粕固态发酵称取18.20 g 铁核桃饼粕粉、1.80 g 麸皮,混合均匀,121 ℃灭菌20 min。冷却至室温后,加入无菌蒸馏水,搅拌均匀,接入不同体积、不同比例的黑曲霉、产朊假丝酵母混合发酵种子液,置于恒温培养箱培养。发酵结束后,样品50 ℃烘干至恒重,测定粗纤维含量。
1.3.3 单因素试验设计单因素试验设计参考柴云雷(2022)和怀宝东等(2020)的方法。
1.3.3.1 料水比对粗纤维含量的影响 改变培养基料水比(1:0.5、1:0.75、1:1、1:1.25、1:1.5),固定总接种量10%,混菌接种比例1:1,28 ℃,发酵5 d。发酵完成后,测定样品粗纤维含量。
1.3.3.2 总接种量对粗纤维含量的影响 改变菌种总接种量(4%、7%、10%、13%、16%),固定料水比1:1,混菌接种比例1:1,28 ℃,发酵5 d。发酵完成后,测定样品粗纤维含量。
1.3.3.3 混菌接种比例对粗纤维含量的影响 改变混菌接种比例(3:1、2:1、1:1、1:2、1:3),固定料水比1:1,总接种量10%,28 ℃,发酵5 d。发酵完成后,测定样品粗纤维含量。
1.3.3.4 发酵温度对粗纤维含量的影响 改变发酵温度(24、28、32、36、40 ℃),固定料水比1:1,总接种量10%,混菌接种比例1:1,发酵5 d。发酵完成后,测定样品粗纤维含量。
1.3.3.5 发酵时间对粗纤维含量的影响 改变发酵时间(3、4、5、6、7 d),固定料水比1:1,总接种量10%,混菌接种比例1:1,28 ℃。发酵完成后,测定样品粗纤维含量。
1.3.4 粗纤维含量的测定参照GB/T 5009.10–2003 《植物类食品中粗纤维的测定》测定样品中粗纤维含量。
1.3.5 响应面优化试验设计综合考虑单因素试验结果,选取对粗纤维含量影响明显的发酵温度(A)、发酵时间(B)、混菌接种比例(C)为考察变量,以粗纤维含量为响应值(Y),设计3 因素3水平响应面优化试验。对发酵条件进行优化,确定最佳发酵工艺条件,响应面优化试验因素水平见表1。

表1 响应面试验因素与水平
1.4 数据处理
结果均为试验重复3 次得出。采用响应面分析软件Design Expert 11.0 的Box-Behnken进行试验设计和数据分析,IBM SPSS Statistics 25.0 软件进行数据处理,Origin 8.0 软件进行数据的统计分析,统计学显著性差异为P<0.05。
2 结果与分析
2.1 单因素试验结果
2.1.1 料水比对粗纤维含量的影响由图1 可知,随着料水比的增大,样品中粗纤维的含量呈先下降后上升的趋势。当料水比为1:0.75~1:1.5,粗纤维含量随着料水比的增大而减少;在料水比为1:1.5 时,粗纤维含量达到最小值,为36.80%;当料水比超过1:1.5,粗纤维含量随着料水比的增大而增加。原因可能是当料水比为1:0.75 时,培养基中水分过少,黑曲霉与产朊假丝酵母中只有少部分正常生长繁殖,大部分因缺少水分无法存活;随着料水比的增加,培养基中水分增多,培养基的环境越来越适宜黑曲霉和产朊假丝酵母的生存,可产生较多纤维素酶对样品中的纤维素分解;但料水比超过1:1.5 后,培养基中水分过多,抑制了黑曲霉和产朊假丝酵母的生长,无法产生足量的纤维素酶来分解样品中的纤维素。料水比为1:0.75~1:1.75 时,样品中粗纤维含量变化不显著,1:1.5 时样品中粗纤维含量最低。综合考虑,选择铁核桃饼粕发酵的最佳料水比为1:1.5。
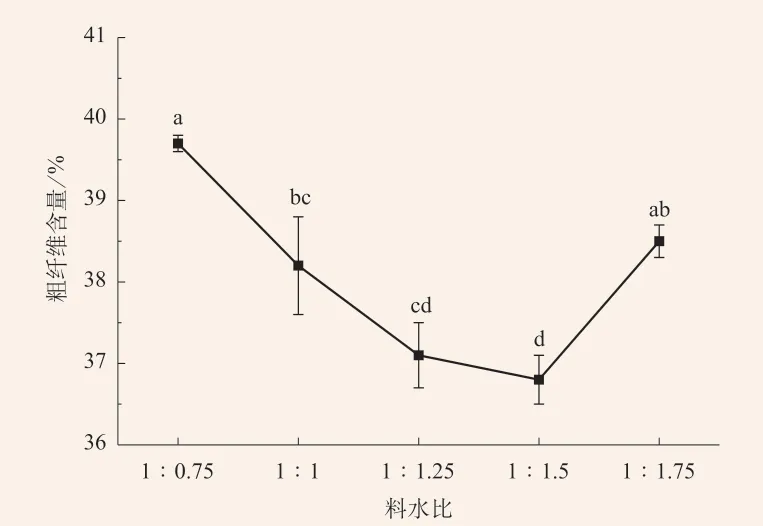
图1 料水比对粗纤维含量的影响
2.1.2 总接种量对粗纤维含量的影响由图2 可知,随着总接种量的增大,样品中粗纤维含量呈先下降后上升的趋势。总接种量为4%~13%时,粗纤维含量随着总接种量的增大而减少;总接种量为13% 时,粗纤维含量达到最小值,为36.10% ;当总接种量超过13%,粗纤维含量随着总接种量的增大而增加。原因可能是总接种量逐渐增大,培养基中接入黑曲霉和产朊假丝酵母的量变多,产生纤维素酶的量也随之增加。但当总接种量高于13%,由于培养基里营养物质是固定的,接入的黑曲霉和产朊假丝酵母的量过多,导致营养物质不足,限制其生长繁殖,无法生产足量的纤维素酶分解样品中的纤维素。总接种量为4%~16% 时样品中粗纤维含量变化不显著,13% 时粗纤维含量最小。综合考虑,选择铁核桃饼粕发酵的最佳总接种量为13%。
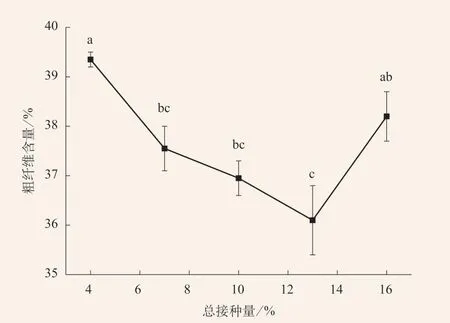
图2 接种量对粗纤维含量的影响
2.1.3 混菌接种比例对粗纤维含量的影响由图3 可知,随着混菌接种比例的改变,样品中粗纤维含量呈先下降后上升的趋势,不同的接种比例对发酵样品中粗纤维含量的影响不同。当混菌接种比例为3:1~2:1,对粗纤维含量影响不显著(P>0.05);3:1~2:1 时,随接种比例的增大纤维素含量显著降低(P<0.05);超过1:1 后,纤维素含量随接种比例的增大而增加。黑曲霉与产朊假丝酵母体积比为1:1 时,样品中粗纤维含量达到最小值,为35.10%。综合考虑,选择黑曲霉、产朊假丝酵母的接种比例为2:1、1:1、1:2 进行后续的响应面优化试验。
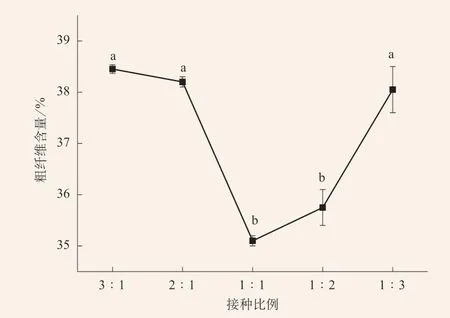
图3 混菌接种比例对粗纤维含量的影响
2.1.4 发酵温度对粗纤维含量的影响由图4 可知,随着温度的升高,样品中的粗纤维含量呈先下降后上升的趋势。当温度为24~28 ℃时,粗纤维含量随温度升高而显著减少(P<0.05);28 ℃时,粗纤维含量达到最小值,为35.05% ;28~32 ℃时,粗纤维含量显著增加(P<0.05);温度高于32 ℃后,含量呈缓慢增长趋势。原因可能是黑曲霉适于在28 ℃进行生长,此条件下,黑曲霉产生大量的纤维素酶对原料中的纤维素进行分解。过低(<28 ℃)或过高(>28 ℃)温度下,黑曲霉生长速度减慢,产纤维素酶的能力下降,导致样品中粗纤维含量增加。综上所述,24~32 ℃的温度条件下,样品中粗纤维含量变化显著(P<0.05),因此选择24、28、32 ℃进行后续响应面优化试验。
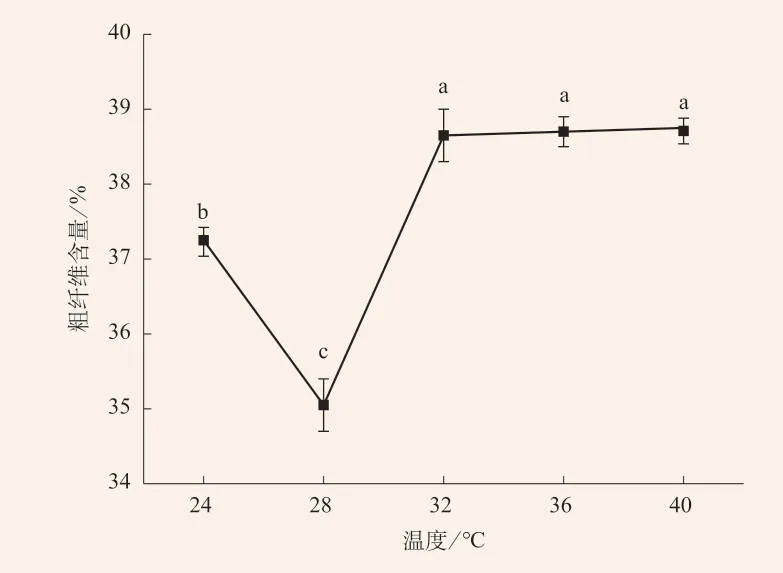
图4 发酵温度对粗纤维含量的影响
2.1.5 发酵时间对粗纤维含量的影响由图5 可知,随着发酵时间的延长,样品中的粗纤维含量呈先下降后上升的趋势。当时间为3~6 d 时,粗纤维含量随着发酵时间的延长而减少;发酵时间在6 d 时,粗纤维含量达到最小值,为34.55%;当发酵时间超过6 d 后,粗纤维含量再次增多。原因可能是发酵在6 d 前,黑曲霉和产朊假丝酵母刚适应环境,生长繁殖速度逐渐加快,产生的纤维素酶越来越多,所以样品中粗纤维含量随着时间延长而减少;6 d 时黑曲霉和产朊假丝酵母生长繁殖最旺,产纤维素酶最多,此时样品中粗纤维含量最少;发酵时间过长(>6 d),培养基中的营养物质消耗殆尽,黑曲霉和产朊假丝酵母开始逐渐衰亡,无法再产生纤维素酶来分解样品中的纤维素。综上所述,5~7 d 时样品中粗纤维含量变化显著(P<0.05),因此选择5、6、7 d 进行后续响应面优化试验。

图5 响应曲面图
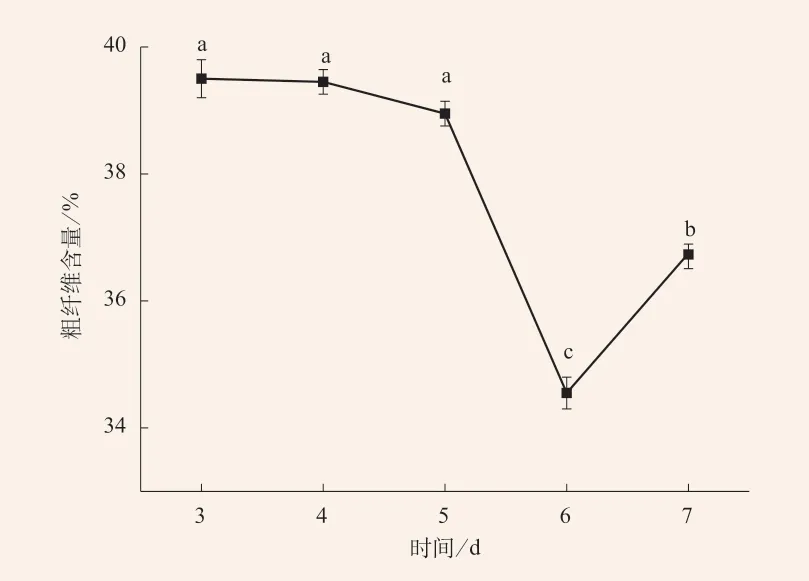
图5 发酵时间对粗纤维含量的影响
2.2 响应面优化试验结果
2.2.1 响应面试验设计与结果以发酵温度(A)、发酵时间(B)、混菌接种比例(C)为自变量,粗纤维含量(Y)为响应值,采用Design Expert 11.0 软件优化铁核桃饼粕发酵的最优工艺参数,试验结果见表2。经回归拟合得到发酵温度、发酵时间、接种比例的二次多元回归方程 为:Y=32.28–0.2388A-0.1800B+0.0838C-0.0150AB+0.0375AC-0.1850BC+1.88A2+0.842 7B2+0.5102C2。
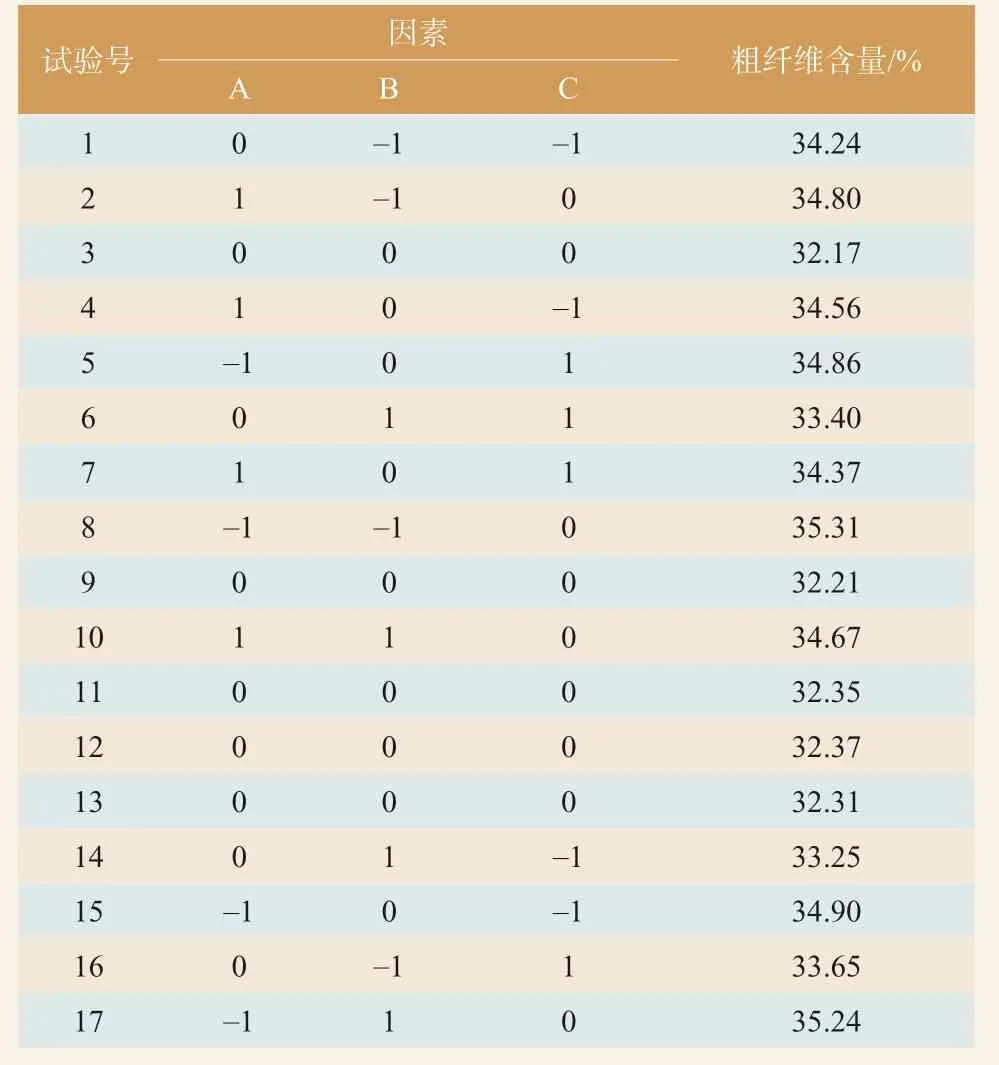
表2 响应面试验设计及结果
由表3 可知,在模型中F=92.77,P<0.0001,模型差异性极度显著,说明方程与实际情况的拟合良好。失拟项F=6.41,P=0.0523,失拟项差异不显著(P>0.05),说明模型与试验因素拟合良好。在回归方程方差分析结果中,相关系数(R2)越大,表明实际值与模型预测值之间的相关性越高,本试验中R2=0.9917,说明该回归方程拟合程度较高,试验误差小(杨宗玲等,2021 ;江成英等,2021)。校正系数R2Adj=0.981,表明该模型可以解释98.1%的数据变化(刘月等,2018)。综上所述,以发酵样品中粗纤维含量为响应值所建立的铁核桃饼粕发酵工艺模型合理,可用该模型和方程优化铁核桃饼粕发酵工艺参数。

表3 响应面二次模型方差分析
模型结果中F值越大,影响作用越强(Wang等,2018 ;Alara 等,2018)。各因素F值大小表明,发酵温度对发酵样品中粗纤维含量的影响极显著(P<0.01),发酵温度对发酵样品中粗纤维含量的影响显著(P<0.05)。3 个因素对发酵样品中粗纤维含量的影响大小排序为:发酵温度(A)>发酵时间(B)>混菌接种比例(C),二次项A2、B2、C2均极显著(P<0.01)。
2.2.2 因素交互作用分析在其他试验因素固定的情况下,考察各因素及两因素交互对响应值的影响以获得最佳发酵工艺条件。通过Box-Behnken 试验结果可得到响应面曲线图,响应曲线能直观反映各因素对发酵样品中粗纤维含量的影响,曲线越陡峭,影响程度越大。
由图5a 可知,发酵温度与发酵时间相比,发酵温度的曲线更陡峭;发酵温度与混菌接种比例相比,发酵温度的曲线更陡峭(图5b);发酵时间与混菌接种比例相比,发酵时间的曲线更陡峭(图5c)。说明发酵温度对发酵样品中粗纤维含量的影响最大,其次是发酵时间,混菌接种比例对粗纤维含量的影响最小。响应曲面图中,交互作用项发酵温度和发酵时间的曲线最陡峭,说明两者交互作用对发酵样品中粗纤维含量的影响最为明显,各交互因素对发酵样品中粗纤维含量的影响大小排序为:AB>AC>BC,这与表3 分析结果一致。
2.2.3 最佳发酵工艺条件确定通过软件利用Box-Behnken 试验结果并对回归方程最值进行求解,得到模型极值点,即发酵温度28.259 ℃、发酵时间6.100 d、接种比例1:0.99 时,Y 值最小,为32.26%。为验证结果是否可靠,结合实际操作的可行性,以发酵温度28 ℃、发酵时间6 d、接种比例1:1 为铁核桃饼粕最佳发酵工艺。此条件下进行3 次平行试验,粗纤维平均含量为32.07%。该结果实际值与预测值相近(相差0.19%),说明基于Box-Behnken 响应面试验所得模型回归方程具有可靠性,可用于铁核桃饼粕发酵饲料研究。
3 结论
本研究以铁核桃饼粕为主要原料,黑曲霉和产朊假丝酵母双菌种组合进行固态发酵,采用响应面分析法对发酵工艺进行优化。料水比、总接种量、混菌接种比例、发酵温度、发酵时间均对粗纤维含量产生影响。选取发酵温度、发酵时间和接种比例3 个显著影响的因素,以粗纤维含量为响应值,进行Box-Behnken 试验设计与分析。试验结果表明,交互作用项发酵温度和发酵时间对发酵样品中粗纤维含量的影响最为明显,各因素对发酵样品中粗纤维含量的影响顺序依次为发酵温度>发酵时间>混菌接种比例。优化后确定最佳的发酵工艺条件为:发酵温度28 ℃、发酵时间6 d、接种比例1:1,在此条件下,发酵样品中粗纤维含量为32.07%,与发酵前相比降低了9.01%。该结果为铁核桃饼粕发酵饲料的进一步开发与研究提供了新的思路和理论基础。
