水利水电工程液压启闭机陶瓷活塞杆涂层破坏分析
2023-11-29古文倩耿红磊孔垂雨方超群
古文倩,耿红磊,孔垂雨,方超群,王 佩
(1.郑州国水机械设计研究所有限公司,河南 郑州 450006;2.水利部水工金属结构质量检验测试中心,河南 郑州 450044)
1 引言
液压启闭机是水利水电、航运枢纽、农业灌溉、引水调水、城市景观等工程中重要的启闭设备,液压缸是液压启闭机的关键部件,而活塞杆又是液压缸的核心零件。因此活塞杆质量的好坏直接影响着液压启闭机工作的稳定性和使用寿命,关系到工程启闭设备的安全运行。液压启闭机工作环境恶劣,液压缸一般都一直处于水中或工况恶劣的环境中,其活塞杆不仅要承受摩擦磨损,还要承受潮湿环境和各种污染环境的侵蚀,可能导致活塞杆保护层的腐蚀甚至剥落现象[1,2]。
常用的活塞杆防腐方式为镀铬防腐。为提高活塞杆的耐腐蚀性和抗磨性能,使其更好的适用于环境恶劣、腐蚀性强及海水等工况[3,4],同时由于电镀铬工艺对环境的污染(在电镀过程中会产生一种叫六价铬离子的致癌酸雾)和其寿命及耐蚀性能的局限,近年来国内逐步开始使用活塞杆陶瓷喷涂技术[5,6]。
2 陶瓷活塞杆主要性能
2.1 耐腐蚀
陶瓷活塞杆的表面具有极高的化学稳定性,耐水、耐大气腐蚀性能比较好,陶瓷活塞杆的耐腐蚀性能主要通过盐雾试验和工程实际使用来验证。
通过专业的盐雾试验及恶劣工况的实际使用,陶瓷活塞杆的耐腐蚀时间超过1 500 h,相比于普通镀铬活塞杆,其使用寿命可以提高5倍以上,特别适用于水利工程永久设备及周边工况恶劣的特殊环境(化学污染、海水腐蚀等)。
2.2 耐磨
陶瓷活塞杆的耐磨性能主要通过磨损实验和工程实际使用来验证。
涂层的耐磨性和抗划伤性能,不仅取决于涂层的表面硬度,且与涂层厚度、基体硬度有关。镀铬层由于表面硬度较低、涂层较薄(0.08~0.10 mm),常出现活塞杆表面磨损和划伤现象,导致密封件的损伤和泄漏。陶瓷涂层相对表面硬度较高、涂层较厚(≥0.30 mm),不易出现活塞杆表面磨损和划伤问题。
2.3 表面硬度
陶瓷涂层工作面硬度可采用显微硬度计测定。可通过不同的涂层材料获得相应的硬度性能。工作层材料为Al2O3系列时,涂层表面显微硬度应不低于750 HV。工作层材料为Cr2O3和Cr2C3系列时,涂层表面显微硬度应不低于800 HV。工作层材料为WC系列时,涂层表面显微硬度应不低于1 100 HV。
2.4 表面粗糙度
陶瓷涂层表面粗糙度用表面粗糙度测试仪测定。由于其表面硬度较高,一般采用金刚石砂条研磨并抛光处理。热喷涂涂层表面粗糙度宜选择Ra0.2 µm~0.4 µm[7]。
2.5 抗冲击性能
陶瓷涂层抗冲击性能试验和测定:采用质量为263 g±4 g的钢球在高度大于等于970 mm处自由下落冲击试件的方法。测定采用40倍放大镜观察被冲击试件表面,其陶瓷涂层不得有裂纹、剥落等缺陷。涂层抗冲击值应不低于2 J。
2.6 结合强度
陶瓷涂层结合强度试验和测定:采用粘合剂和拉力试验仪进行测定。结合强度是保证陶瓷涂层与基体结合的关键指标。涂层抗拉结合强度值应不低于30 N/mm2。
2.7 弯曲性能
涂层经2 000次弯曲试验后不得有裂纹、剥落等缺陷。
3 工程实践中陶瓷活塞杆涂层破坏分析
3.1 工程实例一
西藏某水电站是雅鲁藏布江中游规划建设的第一座大型电站,位于西藏自治区山南地区加查县境内,地处雅鲁藏布江中游桑日至加查峡谷段出口处,处于西藏中部电网的中心位置。 该水电站是以发电为主的Ⅱ等大(2)型工程,电站采用左侧河床布置6孔溢流坝,右侧河床布置坝后式地面厂房的坝式开发方式。
该水电站建成一年多时间就发现溢流坝的液压启闭机油缸活塞杆陶瓷涂层脱离现象,如图1和图2。
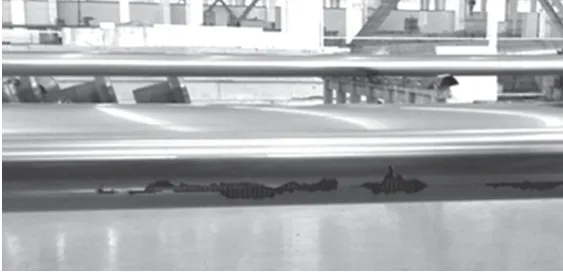
图1 活塞杆整体涂层脱落情况

图2 活塞杆陶瓷涂层脱落情况
缸拆解前观察发现油缸活塞杆陶瓷涂层脱落方位与行程传感器CIMS方位一致,固定CIMS的部分螺栓断裂。油缸运到生产车间进行拆解,发现如下现象:
(1)活塞杆涂层脱落方位与CIMS安装方位一致;
(2)活塞杆在CIMS安装方位上全程有划痕存在;
(3)涂层脱落位置大致在全关位以上3.2 m处开始,呈块状脱落。长度大约1.0 m,最大宽度约0.08 m,已见基底。在脱落区边缘宽度方向涂层已翘起与基体脱开,翘起深度大于10 mm。在脱落区边缘长度方向(轴线方向)两侧涂层未脱落处均有涂层与基体脱空现象;
(4)前缸盖内有大量脱落的涂层残片,并有水泥残渣,导向支承带有损伤;
(5)经测量,CIMS探头凸出缸盖内圆表面0.5 mm,与活塞杆间隙0.5 mm ;
(6)CIMS探头严重磨损(见图3);

图3 行程传感器CIMS磨损情况

图4 活塞杆陶瓷涂层局部划伤情况

图6 拉拔试验后试块
(7)尚未发现活塞杆弯曲永久变形现象。
陶瓷涂层脱落原因分析:综上,陶瓷涂层与基材的结合强度不符合要求是主要原因;其次是CIMS探头凸出缸盖内圆表面且与活塞杆表面之间间隙偏小,油缸运行时由于油缸下挠导致CIMS探头与活塞杆直接接触;可能由于安装施工时水泥掉在活塞杆上并由活塞杆伸缩时带入并夹塞在CIMS探头与活塞杆之间,导致活塞杆表面划伤和涂层脱落。
3.2 工程实例二
北京市某重点工程,分别建设拦河闸和分洪闸各1座,新建分洪道及穿富壁路暗涵1座。该工程拦河闸共设置9孔控制闸,启闭机全部采用液压启闭机,液压启闭机活塞杆表面采用陶瓷涂层。该拦河闸运行2年后发现3号拦河闸左侧油缸活塞杆陶瓷涂层有局部破损和脱落现象。
油缸返厂拆解对活塞杆进行详细检查,发现陶瓷涂层多处破损,从吊头端进去1 634 mm~1 879 mm有1处长245 mm、宽147 mm的面积型破损且中心位置有一基材的损坏点。在同一轴向面上离活塞端5 025 mm~5 185 mm有1处长160 mm、宽85 mm的面积型破损。旋转180°(也就是对面)在离活塞端4 510 mm~5 460 mm有长条的宽6 mm的陶瓷层鼓起,其中有1处长76 mm、宽40 mm的面积型破损,还有1处长7 mm、宽11 mm的面积型破损[6]。
油缸拆解后对活塞杆陶瓷涂层破损处周边完好涂层活塞杆取样进行结合强度试验,试验过程:切割取样,工件粘结,装夹,拉拔试验,结果低于标准规定。
陶瓷涂层破损原因分析:由于陶瓷涂层与基材的结合强度低于标准要求,在运行过程中陶瓷涂层被碰伤,导致局部陶瓷涂层松动或破裂,当活塞杆继续运行时,损伤点经过活塞杆导向带、密封圈及刮污圈的反复摩擦后扩大成一个破损面,且残余陶瓷碎片会挤压其他陶瓷涂层表面,从而引起其他区域涂层的损坏。
4 陶瓷涂层活塞杆的涂层破损的应对措施
(1)加强制造过程中质量控制,严格按照喷涂工艺进行操作,定期、不定期的进行取样检测,检测项目严格按照标准进行,保证产品质量。
(2)继续研究圆弧面结合强度与平面结合强度的二者关系,对今后实物取样验证有指导意义。
(3)施工或运行管理单位要加强文明施工和科学管理,高度认识设备安全运行的重要性,对设备和环境加强巡查,发现问题及时消缺,保证设备的安全运行。
5 结语
通过对水利水电工程液压启闭机陶瓷活塞杆涂层破坏分析研究,分析查找目前陶瓷涂层出现有破坏的问题所在,通过应对措施的实施,减少陶瓷活塞杆涂层破坏的可能性,保证设备安全运行,同时可以降低设备运行维护成本。
