YP18 封箱机烟箱皮带输送控制开关改进
2023-11-29秦葉涛陈劲松黄首霖蔡洪江
秦葉涛,陈劲松,黄首霖,蔡洪江,袁 勇
(贵州中烟工业有限责任公司毕节卷烟厂,贵州毕节 551700)
0 引言
随着科学技术的飞速发展、时代观念的改变,对工业设备的自动化需求越来越大。YP18 封箱机是一种用于条烟封箱的设备。在使用过程中,发现YP18 封箱机的个别零部件极易损坏,导致设备故障,引起生产流程阻滞、卷包及封箱工段现场生产秩序紊乱,使质量风险大增,增加现场管理负担。为提高YP18 封箱机自动设备的稳定性,减少故障率,本文对YP18 型装封箱机烟箱输送皮带控制开关进行分析研究,并给出切实可行的改进方案。
1 卷烟装封箱机工艺原理简介
YP18 卷烟装封箱机工艺步骤图1 所示,条盒由输入装置接收并输送到排列装置(步骤1),排列成5 条一组后,进行自动拦截。如果往下工序条烟堆垛还未堆满,堆垛装置即开始工作(步骤2)。堆垛装置能够将堆垛下降一个条烟的高度,输送过来的5条条盒烟组被推送至条烟堆垛上面。当堆垛的层数达到预定5层时,堆垛完成,检测开关发出信号,推进装置推手将一垛条盒推入烟箱(步骤5)。

图1 YP18 卷烟装封箱机工艺步骤
条盒进行堆垛的同时,条烟烟箱库输送皮带将烟箱输送至待吸取工位,烟箱成形装置中机械手通过其末端的吸盘将烟箱输送装置中直接吸走,旋转并按压烟箱至条烟入箱工位(步骤3)。在此工位,烟箱下部被下方负压空气吸盘吸住。烟箱底面被吸住固定后,机械手吸住烟箱上面,以烟箱侧面宽为半径作旋转运动,将烟箱打开成形(步骤4)。烟箱成形后,扩口装置前进,进入烟箱起撑箱和导向作用。烟箱能容两垛条盒,当第二垛条盒被推入烟箱,箱满信号检测开关发出信号,关闭负压,吸盘释放。两个后侧折边机构向前推动后侧折板向内折进90°,然后烟箱后推手推动装满条盒的烟箱沿着烟箱轨道经过固定折边机构、喷胶系统进入夹紧工位,喷胶系统将胶喷到侧盖上,然后夹紧装置由气缸驱动将烟箱上、下盖压在侧盖上(步骤6)。在下一个工作循环烟箱前推手的推动下,经过胶带自动粘贴装置,进入下游机(步骤7)。
2 烟箱输送皮带启停控制开关原理
2.1 开关关闭状态
烟箱输送带启停控制开关关闭状态如图2 所示。当下一工序没有要料时,纸盘已经被输送带送至最左侧准备下料位置,还没有被从左侧过来的吸盘吸走,烟箱在弹性维持支架的作用下处于斜立状态。此时开关挡杆右侧受到烟箱施加的向右的静压力,与开关右下方的金属弧形块的重力在转动轴处形成转动力矩平衡,整个开关处于平衡状态。此时弧形金属块与接近开关(即金属检测器)距离接近,经过电路逻辑运算及转换,系统自动切断输送带驱动电机的电源,烟箱输送带停止输送。

图2 烟箱输送带启停控制开关(关闭状态)
2.2 开关导通状态
烟箱输送带启停控制开关关闭状态如图3 所示。此时烟箱正处于被下一工序要料吸盘吸走的状态,烟箱与密切挡杆接触,向左运动的烟箱带动挡杆克服金属弧形块的重力逆时针旋转。挡杆及弧形块逆时针转动至图3 所示状态,弧形块超出金属检测器的检测范围,经系统逻辑判断后使输送带电机电源导通,输送带电机运转,带动输送带运送烟箱。接着烟箱往左完全离开之后,弧形块在极限位置被销轴撞击后顺时针转回,使得开关转动恢复到图2 状态。
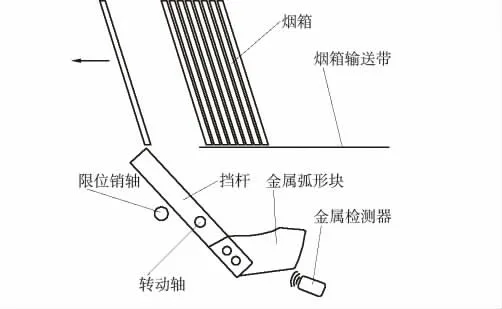
图3 烟箱输送带启停控制开关(导通状态)
3 存在的问题
问题1:由于开关需要频繁转动,加上开关本身及弧形配重块重量较大,造成开关旋转轴的铜质轴套负荷较重,容易损坏,造成工序停摆。为了不影响产量,只能人工封箱,加重工段的工人劳动强度,并可能影响产品质量。
问题2:由于摆杆的行程返回需要依靠限位销轴外圈弹性橡胶将其击回,受长期高频冲击和气候因素影响,橡胶外圈缓冲效果不理想,使限位销轴非常容易松动、断裂,进而引起挡杆撞击销轴返回的动作时间加长,使开关在更长时间处于闭合,烟箱前进量超出设计位置,导致烟箱受机架挤压变形。
4 改进方法
针对以上问题,对YP18 装封箱机工艺流程的相关位置进行了优化改进。针对问题1,将封箱机原来开关的铜质轴瓦形式改为滚珠轴承方式,并对开关结构进行改进。针对问题2,将原限位销钉的反弹施力设计改为弹簧设计,可以起到降低限位销钉所受的冲击力。同时将橡胶弹性圈替换成高强EPE 珍珠棉圈,增大弹性。改进后的开关结构形式如图4、图5 所示。

图4 改进后的输送皮带控制开关(关闭状态)
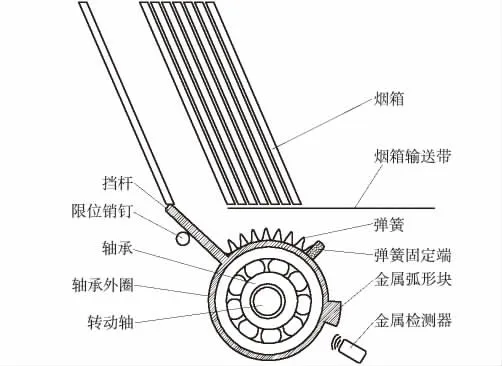
图5 改进后的输送皮带控制开关(导通状态)
图4 所示的工作状态和改进前工作状态(图2)相同。当下一工序没有要料时,纸盘已经被输送带送至最左侧准备下料位置,还没有被从下工序要料吸盘吸走,弹簧处于微张紧状态。金属检测器检测到金属弧形块,经过系统处理信号将输送带电机电源切断,输送带停止输送。
图5 所示的工作状态和改进前工作状态(图3)相同。当烟箱被下一工序要料吸盘吸住往左运动时,带动焊接在轴承上的挡杆,同时焊接在轴承外圈另一侧的金属弧形块也随着轴承外圈的转动而离开金属检测器。经过系统处理信号将输送带电机电源接通,输送带输送。烟箱从挡板滑过后,挡杆被固定在支架上的弹簧固定端向右拉,轴承外圈、弧形块以及挡杆(焊接在一起)顺时针旋转回图4 所示的工作状态,输送带停止。
5 结束语
改进后的YP18 封箱机烟箱皮带输送控制开关,轴承的承载能力比原来轴与轴瓦的结构形式承载能力更强、摩擦力更小、转动更灵活。弹簧的柔性缓冲避免了挡杆冲击限位销轴时绝大部分的冲击力,能够极大降低故障频率,有效降低控制开关故障率,保障设备有效作业,减少人力、物力、成本及时间成本。
