TG 酶对再制奶酪3D 打印特性的影响
2023-11-26邓亦秋杜黎丹董欣琳吕欣李玲肖功年
邓亦秋,杜黎丹,董欣琳,吕欣,李玲,,肖功年,*
(1 浙江科技学院生物与化学工程学院 杭州310023 2 浙江省市场局乳及乳制品监管重点实验室 杭州310006 3 西北农林科技大学食品科学与工程学院 陕西杨凌 712100)
3D 打印技术作为一项新兴的先进技术被广泛应用于各行业,其突出的个性化风味营养定制优势,日益受到食品科研界的关注[1-2]。由3D 打印制作的食品口感、滋味与原材料高度相似,且可以创造出各种独特、精美的外形,能够按照各年龄层消费者的口感喜好或营养需求进行特别定制[3]。近年来,国内外科研者对食品3D 打印技术进行了研究,如Tian等[4]探索保温温度对3D 打印中蜂蜡-卡拉胶-黄原胶混合凝胶体系力学和结构性能的影响,为新型混合凝胶体系在3D 打印中的开发和应用提供了一种研究方法。Chen等[5]研究了以蛋清、豌豆蛋白和结冷胶为主要原料,利用3D 打印技术制备适合特定人群的人造牛排。食品3D 打印为个性化健康饮食提供了技术支撑,在未来食品工业中有着良好的发展前景[6]。
奶酪又被称为“奶黄金”,是种类最为丰富的乳制品之一[7-8]。根据近40 年在消费升级下城镇居民家庭奶酪消费的分析显示,我国以奶酪为主的干乳制品占总乳制品的消费比重逐年提升[9]。消费层次从追求数量向质量发展,消费者从解决温饱向注重营养丰富转变,国内奶酪市场已走进黄金发展阶段,然而仍无法与发达国家相比[10]。2020年,相比于奶酪消费量高出几十倍的西方国家,中国人均奶酪的年消费量仅0.2 kg[11]。这主要是由于国内消费者对西式奶酪风味接受度较低等原因,导致奶酪生产、消费占比较低。对奶酪进行再制,改善其风味,是拓宽奶酪国内市场的主要方式。3D 打印技术的利用,有利于推进个性化风味及营养的实现,增加奶酪产品的吸引力。然而,大部分奶酪原料本身或再制后并不适用于3D 打印,需通过改善其流变特性、质构特性等来提高奶酪的适印性。
谷氨酰胺转氨酶(TG 酶)作为食品加工中常用的增稠剂,可通过蛋白多肽链上的酰基转移反应促进蛋白质之间的交联,形成紧密的网状凝胶结构[12-13]。目前,利用TG 酶来改善食品质构及流变特性的相关研究已有很多,且在鱼肉制品、乳制品、植物蛋白制品等多种食品中得到应用[14]。然而,鲜见有关使用TG 酶来改善再制奶酪3D 打印特性的研究报道。本试验以市售奶油、奶酪为主要原料,利用TG 酶改良再制奶酪,开发适宜3D 打印的再制奶酪体系,探究TG 酶对再制奶酪3D 打印特性的影响规,为3D 打印再制奶酪的生产应用提供参考。
1 材料与方法
1.1 材料
奶油、奶酪(蛋白质15%、脂肪57%、碳水化合物1%、钠14%),食品级,上海恒天然商贸有限公司;TG 酶,食品级,合肥博美生物科技有限公司;乳化盐(多聚磷酸钠、焦磷酸钠),食品级,浙江诺一生物科技有限公司;其它常规实验室试剂均为分析纯。
1.2 主要仪器与设备
V70 IR Spertrometer 傅里叶变换红外光谱仪,德国布鲁克公司;MCR 301 旋转流变仪,德国Anton Paar 公司;DSC-60 差示扫描量热仪,日本岛津公司;SU1510 扫描电子显微镜,日本日立公司;DL91200 数显游标卡尺,上海得力有限公司;HH-6 数显恒温水浴锅,国华电器有限公司;FOODBOT-S2 食品3D 打印机,杭州时印有限科技公司等。
1.3 试验方法
1.3.1 再制奶酪的制备 称取50 g 奶油、奶酪样品,加入质量分数为1.5%的焦磷酸钠、聚磷酸钠(体积比1∶1)乳化盐及25%的蒸馏水放置于80℃的恒温水浴锅中加热融化20 min,均质至外观均匀无颗粒感,冷却至室温再分别添加不同含量的TG 酶(0%,0.02%,0.04%,0.06%,0.08%),置于55 ℃恒温水浴锅中30 min 后,85 ℃灭菌30 min,最后冷却灌装,-4 ℃冰箱内储藏24 h,用于样品检测分析。
1.3.2 模型及参数设置 通过食品3D 打印机图库构建一个空心长方体,长宽高为30 mm×30 mm×15 mm 的几何形状。3D 打印机参数设置如下:喷嘴直径0.8 mm、喷嘴温度25 ℃、填充率为10%,打印速率为标准。
1.3.3 流变特性分析 测定不同TG 酶添加量对奶酪样品流变特性的影响,得到表观黏度曲线,用于分析再制奶酪3D 打印的适印性。选取直径40 mm 的平板,间隙设置为1 mm,剪切速率扫描范围0.1~100 s-1,测试温度25 ℃,记录表观黏度随剪切速率增加的变化。在角频率0.1~100 rad/s 内进行动态频率扫描。测量前,样品先从-4 ℃冰箱内取出在平台上静置1 min 以达到设置温度[15-16]。
1.3.4 3D 打印成型效果 根据预设置的模型及参数得到不同TG 酶添加量的再制奶酪3D 打印样品,用数显游标卡尺(分辨力0.01、测量精度≤±0.03)测量样品的高度h1(打印0 min 后的高度)、h2(打印45 min 后的高度),计算样品坍塌率。
1.3.5 热力学特性分析(DSC)测定不同TG 酶添加量对奶酪样品热力学特性的影响,计算蛋白质变性温度、焓变值等。称取5~10 mg 的奶酪样品于铝制坩埚中,用压样机将坩埚密封后用于试验上样。样品在30 ℃平衡5 min,以5 ℃/min 的速度升温至150 ℃,每个样品测定时均放置空坩埚作为空白对照。氮气作为保护气体,计算奶酪凝块的相变起始温度(To)、峰值温度(Tp)、终止温度(Tc)和焓变(ΔH)[17-18]。
1.3.6 傅里叶变换红外光谱分析(FT-IR)将不同TG 酶添加量的奶酪样品放置于-80 ℃冰箱内冷冻24 h,取出进行真空冷冻干燥,冻干完成的奶酪样品研磨成粉末,与KBr 按照适当比例(体积比1∶100)混合,室温下测定其红外光谱[19]。
1.3.7 微观结构分析(SEM)采用扫描电子显微镜观察再制奶酪的微观结构,从打印好的奶酪样品中切取2~5 g 的凝块,加入体积分数2.5%戊二醛及pH 为7.4 的磷酸缓冲溶液中,25 ℃静置2 h,然后分别用70%,80%,90%,100%质量分数的乙醇进行梯度脱水10 min,真空冷冻干燥后,将样品固定在铜板上,进行喷金处理。在1 000 倍的放大倍数和15 kV 的加速电压下,得到奶酪样品的微观结构照片[20]。
1.4 数据处理
整理试验数据,采用origin 9.1 进行作图。
2 结果与分析
2.1 流变特性
2.1.1 TG 酶对再制奶酪表观黏度的影响 不同TG 酶添加量的再制奶酪表观黏度曲线如图1 所示。再制奶酪样品的表观黏度均随着剪切速率的增加而逐渐下降,说明不同TG 酶添加量的再制奶酪都表现出类似的剪切变稀现象,具有剪切变稀性,满足食品3D 适印性。

图1 不同TG 酶添加量再制奶酪的表观黏度曲线Fig.1 Apparent viscosity curve of processed cheese with different TG addition
当剪切速率1~10 s-1范围内,再制奶酪的表观黏度下降明显;当剪切速率从10 s-1继续增加到40 s-1时,表观黏度的下降速率逐渐变慢,曲线局部趋于平缓;当剪切速率仍然继续增大,表观黏度无限接近于0 Pa·s,即此时再制奶酪无限接近于牛顿流体[21]。且由于TG 酶的加入,相对于未添加TG 酶的再制奶酪样品的表观黏度均有所增加。当TG 酶添加量为0.04%时,表观黏度最大。当TG 酶添加量继续增加时(0.06%,0.08%),物料中蛋白质交联过度,黏度下降。物料的黏度对其3D 打印特性及产品的稳定性有重要影响。
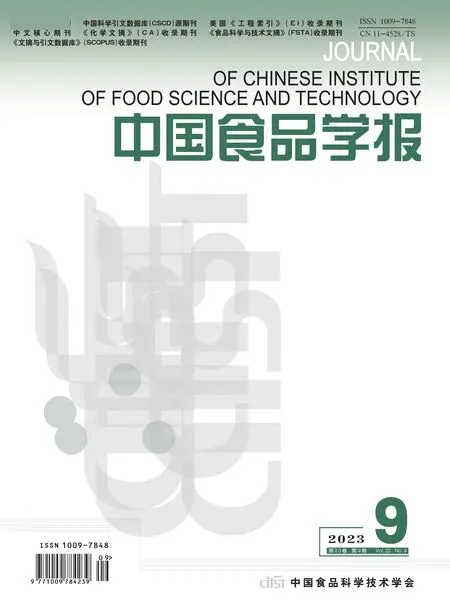
2.1.2 TG 酶对再制奶酪动态流变特性的影响 不同TG 酶添加量对再制奶酪动态流变特性结果如图2a、2b 所示,通常储能模量G′也称弹性模量,表达了物料弹性的大小,损耗模量G″也称黏性模量,表达了物料黏性的大小。
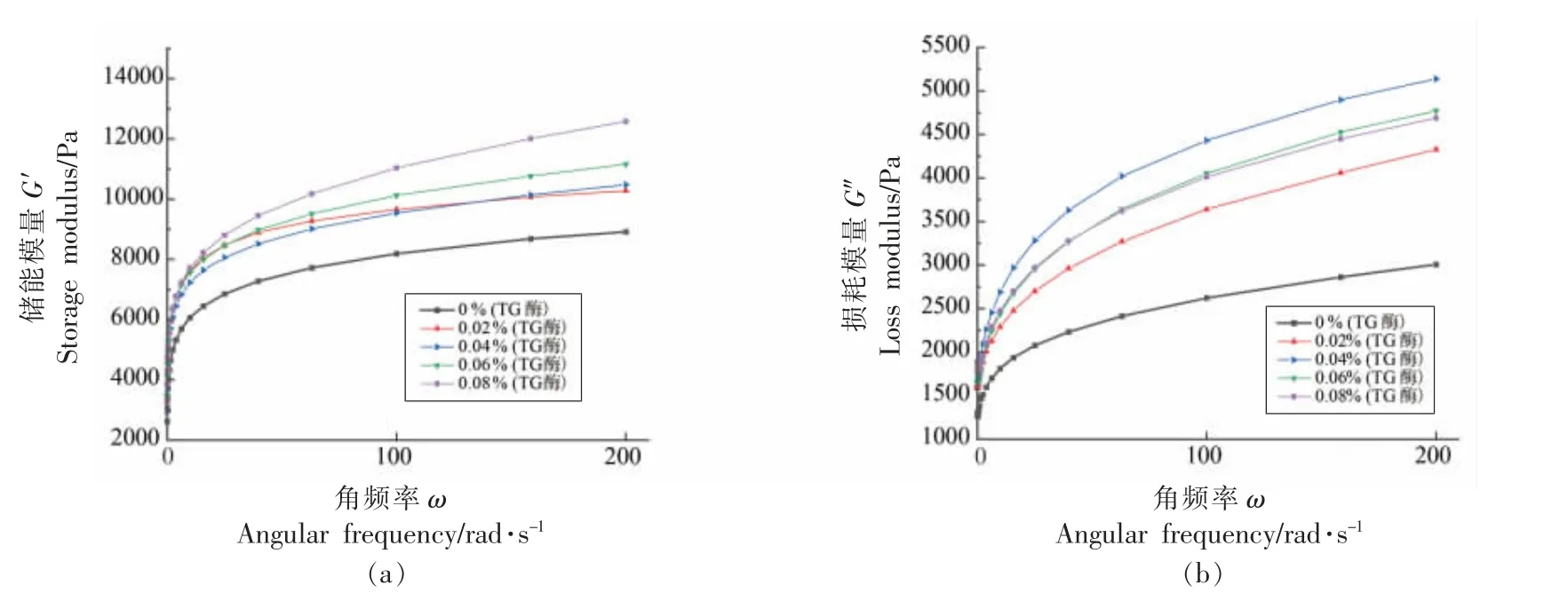
图2 不同TG 酶添加量再制奶酪的动态流变曲线Fig.2 Dynamic rheological curves of processed cheese with different TG addition
由图2a 可知,随着TG 酶含量的增加,再制奶酪G′呈上升趋势,说明TG 酶的加入提高了物料的弹性。由图2b 可知,随着TG 酶含量的增加,再制奶酪G″呈先上升后下降的趋势,在TG 酶添加量为0.04%时最大,这也图1 中表观黏度随剪切速率增加的变化原因相一致。且在所有的样品组中G′始终大于G″,说明再制奶酪表现出更多的弹性,形成了稳定的蛋白交联弹性结构。而这种弹性结构在外力作用下能够保持相对稳定,有利于食品3D 打印在沉积打印平台上时各层之间的抗形变能力。
2.2 打印成型效果分析
根据试验方法中3D 打印再制奶酪预设置的打印参数及模型,打印样品是长宽高约为30 mm×30 mm×15 mm 的空心长方体,不同TG 酶添加量对再制奶酪的3D 打印成型效果如图3 所示。

图3 不同TG 酶添加量下的打印效果Fig.3 Printing effect under different TG enzyme addition
可以看出,打印0 min 和打印45 min 后高度随着TG 酶添加量的增加而越来越接近预设置的模型高度,整体外形越来越接近预设值的空心长方体形状,说明TG 酶的添加提高了3D 打印再制奶酪的成型稳定性。
当TG 酶添加量为0.04%时,3D 打印成型效果最佳,可以很好挤出成型,且各层之间堆叠紧密,未出现明显塌陷,表面光滑,打印45 min 后样品高度视觉上无明显偏差,抗形变能力良好,能较好的维持样品最初打印形态。当TG 酶添加量为0.02%时,打印样品与预设值模型存在一定的差异,这是因为物料硬度、弹性不足,下层的塌陷和细丝之间的中间距离导致上层的细丝由于缺乏支撑而塌陷,打印45 min 样品高度也明显降低,抗形变能力较差。当TG 酶添加量为0.06%,0.08%时,因蛋白质交联过度,导致物料弹性增加过度,黏度下降,而成型效果不佳、外形较粗糙,可以观察到虽然打印0 min 与45 min 后样品高度无明显变化,但其外形均出现塌陷和缺口,导致空心长方体不完整,细丝挤出时延展性较差,出现断线的现象,使局部上层受到下层的影响,从而导致奶酪成型效果不佳、外形较粗糙。这也验证了2.1.2 节中流变特性的结果。
表1 为不同TG 酶添加量对再制奶酪3D 打印坍塌程度的数据分析。坍塌率a 为打印0 min 高度与模型高度差的绝对值占模型高度的百分比;坍塌率b 为打印45 min 后高度与模型高度差的绝对值占模型高度的百分比。

表1 不同TG 酶添加量对再制奶酪3D 打印坍塌程度的影响Table 1 Effects of different TG enzyme additions on the degree of collapse of 3D printing of reconstituted cheese
由结合图3 和表1 可知,不同TG 酶添加量的3D 打印样品坍塌率差异显著,TG 酶的加入能够改善其坍塌率,从而使打印样品的抗形变能力得到提高。当TG 酶添加量为0.04%时,打印45 min 前后坍塌率最小(0.26%,0.33%),3D 打印成型效果最佳;TG 酶添加量为0.02%时,打印45 min 前后坍塌率最大(8.86%,16.53%),导致样品成型效果最差;随着TG 酶添加量的增加,因再制奶酪凝胶体系交联过度,使得样品的坍塌率相比于TG 酶添加量为0.04%时有所增加,样品成型效果偏差。
2.3 热力学特性
不同TG 酶添加量的再制奶酪热分析如图4a~4e 所示,a~e 分别代表TG 酶添加量为0%,0.02%,0.04%,0.06%,0.08%的再制奶酪。

图4 TG 酶对再制奶酪DSC 变化影响的热分析Fig.4 Thermal analysis of the effect of TG enzyme on DSC of processed cheese
可以看到曲线中出现的吸收峰,是由于蛋白质加热处理发生变性所导致[22]。而随着TG 酶的添加出现了新的小吸收峰,说明在此出峰温度下有一稳定的结构存在,可认为是由于TG 酶的加入对再制奶酪的蛋白质网络结构起到一定的修饰作用,这也与已报道的芝麻分离蛋白会对奶酪蛋白质凝胶体系起修饰作用的原理相同[23]。如图4a,且结合表2 可知,当未添加TG 酶时,无新小吸收峰出现,且所需峰值温度(Tp1)较高;当添加TG 酶为0.02%~0.08%时,均出现了新的小吸收峰,且随着TG 酶添加量的增加,新的吸收峰峰值温度(Tp2)逐渐降低。

表2 TG 酶对再制奶酪DSC 变化的热分析数据Table 2 Thermal analysis data of DSC changes of processed cheese by TG enzyme
表2 为不同TG 酶添加量的热分析数据。表中峰值温度Tp为蛋白质变性温度,焓变值ΔH 正比于曲线面积,为放热量,可通过蛋白质热变性、焓变值来判断再制奶酪的热稳定性。随着TG 酶添加量的增加,起始温度T0、峰值温度Tp总体呈下降的趋势,焓变值ΔH 在未添加TG 酶的基础上均增加,说明TG 酶的加入在一定程度上提高了再制奶酪的热稳定性。当TG 酶添加量为0.08%时,焓变值最小。
2.4 傅里叶变换红外光谱分析
傅里叶变换红外光谱可以检测氢键存在并可间接比较其强度,其波数越低表明成分之间的相互作用越强[24]。
不同TG 酶添加量的再制奶酪的傅里叶变换红外光谱如图5 所示,所有样品在红外谱图中都具有相同的特征峰,说明添加TG 酶后没有产生新的官能团。在3 297~3 405 cm-1周围出现的吸收峰是由于分子缔合羟基振动产生的。未添加TG酶时,样品红外吸收光谱在羟基振动处吸收峰波数最大,为3 405 cm-1。随着TG 酶添加量增加向较短波数偏移,当TG 酶添加量为0.08%时,样品红外吸收光谱在羟基振动处吸收峰波数达最小为3 297 cm-1。说明TG 酶加入使氢键强度变强,3D打印的再制奶酪样品能维持稳定结构。
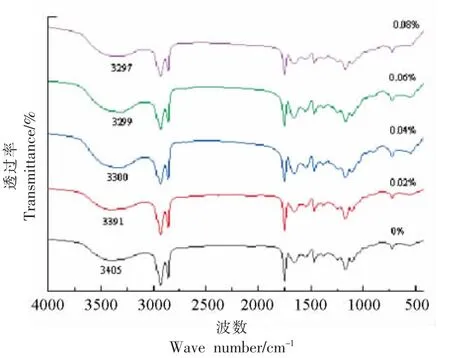
图5 不同TG 酶添加量再制奶酪的红外吸收光谱Fig.5 Infrared absorption spectra of reconstituted cheese with different TG enzyme addition
2.5 微观结构分析
图6a~6e 显示了TG 酶添加量依次为0%,0.02%,0.04%,0.06%和0.08%的再制奶酪的扫描电镜图。可以看出,在不同TG 酶添加量下再制奶酪的微观结构差异显著。
图6 不同TG 酶添加量再制奶酪的微观结构Fig.6 Microstructure of reconstituted cheese with different TG enzyme addition
如图6a 所示,未添加TG 酶的再制奶酪凝胶网络结构松散,表面褶皱和空洞比较明显,导致持水力差而变得不稳定[25],使得3D 打印后的成品形状容易出现塌陷的现象。而随着TG 酶的添加,奶酪样品蛋白质网络结构逐渐变得紧密。当TG 酶添加量为0.02%,0.04%时,样品的微观结构仍呈现一定的球状颗粒感,与未添加TG 酶的样品相比,出现了一定的蛋白质交联性,样品结构更加平整、致密;当TG 酶添加量为0.06%,0.08%时,奶酪的微观结构呈现紧密的片状网络结构,与未添加TG 酶的奶酪有显著差异。说明TG 酶的加入起到交联蛋白质的作用,形成较高机械强度的奶酪凝胶体系,提高了样品打印形状的成型稳定性。
3 结论
本研究探索了再制奶酪的3D 打印制备,并利用TG 酶来改善其打印特性。利用旋转流变仪、差示扫描量热仪、扫描电镜等对各组分进行3D 打印适宜性及成型稳定性对比分析,证实了TG 酶能够显著提高3D 打印再制奶酪的成型稳定性等。1)在本研究条件下,0.04% TG 酶的添加量最适宜于再制奶酪3D 打印,且3D 打印45 min 前后样品的坍塌率最小(0.26%,0.33%);2)在食品安全范围内,随着TG 酶的添加量增加至0.04%时,再制奶酪的黏度、G′及氢键强度等均有所增加;3)当TG酶添加量为0.06%,0.08%时,过量的添加TG 酶使蛋白交联过度,导致再制奶酪黏度等反而下降,打印样品表面变得粗糙。由本研究结果可知,适度添加TG 酶能有效改善再制奶酪的3D 打印特性,提高打印产品成型稳定性,这能够为再制奶酪的制备提供新思路。