高强度耐候桥梁钢焊接工艺研究
2023-11-24徐向军刘洪武常国光高建忠范军旗胡广瑞
徐向军,刘洪武,常国光,高建忠,范军旗,胡广瑞
1.中铁高新工业股份有限公司 北京 100039
2.中铁山桥集团有限公司 河北秦皇岛 066205
1 序言
帕特洛大桥位于加拿大不列颠哥伦比亚省弗雷泽河上,为主跨332m的单塔结合梁斜拉桥,横断面如图1所示,桥面全宽39.8m,两侧挑臂非机动车道宽5.4m。全桥主梁结构除了塔根位置横梁为箱形结构外,其余均为工形钢板梁,包括长530.13m的主桥、长241.07m的北引桥和长463.7m的南引桥索塔,总重量约1.3万t,采用符合美标ASTM A709/A709M:2011《桥梁用结构钢》的耐候钢,大部分钢板为HPS485W高强度耐候钢,强度等级为屈服强度≥485MPa,最大板厚为100mm。制造标准符合加拿大标准CSA W47.1:2019《钢熔焊公司认证》和CSA W59:2018《焊接钢结构》。

图1 帕特洛大桥横断面
美标ASTM A709/A709M:2011中HPS485W高强度耐候钢对应国标GB/T 714—2015《桥梁用结构钢》中的Q500qENH耐候钢。Q500qENH与HPS485W耐候钢化学成分见表1,力学性能要求见表2[1]。因为Q500qENH耐候钢在国内还没有广泛应用,所以为了保证焊接质量,与国内某钢厂联合进行了Q500qENH耐候钢开发试验研究。

表1 HPS485W与Q500qENH耐候钢化学成分(质量分数) (%)

表2 HPS485W与Q500qENH耐候钢力学性能
2 Q500qENH钢板母材试验结果
某钢厂采用TMCP+回火工艺生产了Q500qENH/H P S485W钢板(以下简称Q500q E N H),对板厚16m m、25m m、51m m、60m m和100m m的Q500qENH钢板进行母材复验,试验内容包括母材的化学成分、冷裂纹敏感系数Pcm、耐大气腐蚀指数I,以及拉伸、弯曲、-40℃低温冲击、厚度方向性能等力学性能试验,结果见表3、表4。

表3 Q500qENH钢板
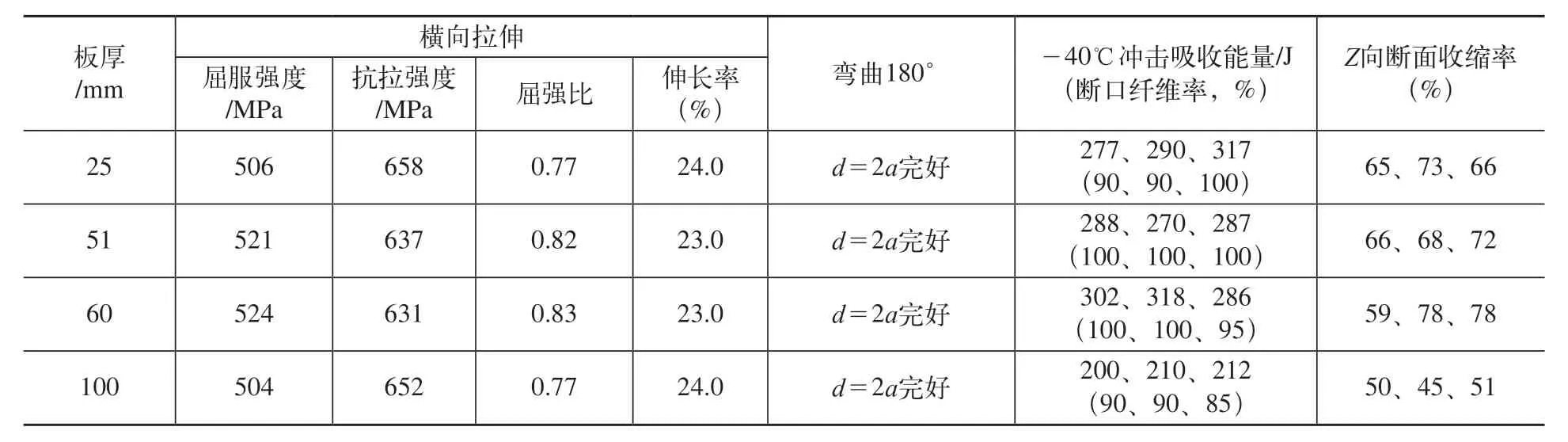
表4 Q500qENH钢板力学性能
从表3可看出,钢板均符合美标ASTM A709/A709M:2011中高强度耐候钢H P S485W和国标GB/T 714—2015中的Q500qENH耐候钢规定,其中wC=0.06%~0.08%,wP=0.008%~0.018%,wS=0.001%~0.003%,裂纹敏感系数Pcm=0.20%~0.22%。从钢板的化学成分看,C、S、P的含量、裂纹敏感系数均较小,有益于提高钢板的焊接性。钢板的耐大气腐蚀指数I为6.6~6.8,化学成分和耐候性满足ASTM A709/A709M:2011和GB/T 714—2015的要求。
从表4可看出,耐候桥梁钢的力学性能均满足美标ASTM A709/A709M:2011中HPS485W高强度耐候钢和国标GB/T 714—2015中Q500qENH耐候钢规定[2],屈强比均≤0.86,-40℃低温冲击吸收能量均>190J,断口纤维率≥85%,具有较高的韧性储备。厚度方向性能均满足GB/T 5313—2010《厚度方向性能钢板》中最高标准Z35级的要求,抗层状撕裂性能良好。
3 Q500qENH钢板系列温度冲击试验
对板厚为16mm、25mm、60mm和100mm的Q500qENH耐候桥梁钢进行室温、0℃、-20℃、-40℃、-60℃、-80℃的系列温度冲击试验,结果见表5,并绘制了韧脆转变曲线,典型韧脆转变曲线如图2~图5所示。

表5 Q500qENH钢板系列温度冲击试验结果

图2 板厚16mm的Q500qENH钢板系列温度冲击韧脆转曲线

图3 板厚25mm的Q500qENH钢板系列温度冲击韧脆转曲线

图4 板厚60mm的Q500qENH钢板系列温度冲击韧脆转曲线

图5 板厚100mm的Q500qENH钢板系列温度冲击韧脆转曲线
由表5 和图2 ~图5 可得出,板厚1 6 m m、25mm、60mm的Q500qENH钢板低温韧脆转变温度ETT50为-70℃。板厚100mm的Q500qENH钢板低温韧脆转变温度ETT50为-60℃。
4 Q500qENH钢板焊接性试验
(1)Q500qENH钢板焊接热影响区最高硬度试验 对板厚16mm、25mm、51mm、60mm和100mm的Q500qENH钢板分别进行焊接热影响区最高硬度试验,采用J607NiCrCu焊条焊接,焊条直径4mm。焊接热影响区硬度试验结果见表6。

表6 Q500qENH钢板焊接热影响区硬度试验结果
由表6可知,板厚16m m、25m m、51m m、60mm和100mm的Q500qENH钢板焊接热影响区最高硬度分别为288HV10、306HV10、318HV10、320H V10、325H V10,均低于350H V10,表明Q500qENH钢板的焊接性良好。
(2)Q500q E N H钢板斜Y形坡口焊接裂纹试验 对板厚25mm、51mm、60mm、100mm的Q500qENH钢板分别进行斜Y形坡口焊接裂纹试验,采用焊条电弧焊方法焊接,焊接材料为直径4mm的J607NiCrCu焊条。对板厚25mm的钢板不预热,板厚51mm的钢板预热80℃,板厚60mm的钢板预热100℃,板厚100mm的钢板预热120℃,均没有产生裂纹,焊接参数见表7,焊接裂纹试件如图6所示。
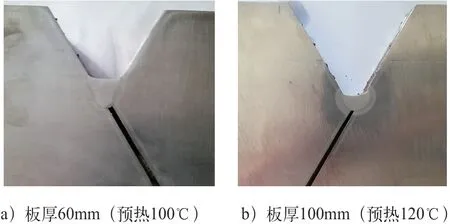
图6 典型斜Y形坡口焊接裂纹试件
由斜Y 形坡口焊接裂纹试验结果可以确定Q500qENH钢板焊接预热温度(当环境温度≥5℃,环境湿度≤80%时):板厚≤25mm时不需要预热,板厚>25~51mm时预热80℃,板厚>51~60mm时预热100℃,板厚>60~100mm时预热120℃。
(3)Q500qENH钢板对接焊缝系列温度冲击试验 对板厚组合25mm+25mm、60mm+60mm的Q500qENH钢板对接接头的焊缝金属和热影响区(熔合线外1mm处)进行常温至-60℃系列温度冲击试验,确定Q500qENH钢板对接接头的低温韧脆转变温度ETT50。对接焊缝采用气体保护焊打底和埋弧焊填充的方法焊接,气体保护焊采用直径1.2mm的HTW-62GNH实芯焊丝焊接,埋弧焊采用直径5mm的JQ.MH62NH焊丝+JQ.SJ105NH焊剂焊接,焊接材料、焊接位置和焊缝坡口尺寸见表8,焊接参数见表9。

表8 对接焊缝系列冲击试板和焊缝坡口尺寸

表9 对接焊缝施焊状况及焊接参数
焊接后进行焊缝外观检查,焊缝外观质量满足Q/CR 9211—2015《铁路钢桥制造规范》要求。24h后对焊缝进行超声波检测,焊缝内部质量达到Q/CR 9211—2015《铁路钢桥制造规范》I级要求。之后进行焊缝金属和热影响区常温至-80℃系列温度冲击试验,结果见表10,系列温度冲击韧脆转变曲线如图7~图10所示。

表10 Q500qENH钢板对接接头系列温度冲击试验结果

图7 板厚25mm+25mm对接接头焊缝金属系列温度冲击韧脆转变曲线

图8 板厚25mm+25mm对接接头热影响区系列温度冲击韧脆转变曲线

图10 板厚60mm+60mm对接接头热影响区系列温度冲击韧脆转变曲线
由表10和图7~图10可得,板厚25mm+25mm的焊缝金属和热影响区的韧脆转变温度ETT50为-50℃;板厚60mm+60mm的焊缝金属韧脆转变温度ETT50为-55℃,热影响区的韧脆转变温度ETT50为-45℃[3,4]。
5 焊接工艺评定试验
针对加拿大帕特洛大桥钢结构典型焊缝,采用Q500qENH高强度耐候桥梁钢进行焊接工艺评定试验,实芯焊丝气体保护焊采用直径1.2mm的HTW-62GNH焊丝焊接,药芯焊丝气体保护焊采用直径1.2mm的JQ.YJ621NiCrCu-1焊丝焊接,埋弧焊采用直径5mm的JQ.MH62NH焊丝+JQ.SJ105NH焊剂焊接,试板材质、接头板厚组合、坡口尺寸、焊接参数见表11[5]。

表11 试板板厚组合、坡口尺寸、焊接参数
试件焊接24h后进行焊缝外观检查,焊缝外观质量符合Q/CR 9211—2015规定。焊接48h后进行超声波检测,对接焊缝和全熔透角焊缝符合Q/CR 9211—2015规定I级合格,T形角焊缝符合Q/CR 9211—2015 规定Ⅱ级合格。之后进行接头力学性能、接头硬度和焊缝金属成分分析试验,结果见表12[6,7]。

表12 接头力学性能、接头硬度和焊缝金属成分分析试验
按照Q/CR 9211—2015和CSA W47.1:2019、CSA W59:2018的规定进行接头性能评定。由表12可看出,各种接头的焊缝强度和塑性均高于母材标准值,对接接头的弯曲试验结果均为合格,表明焊接接头的塑性良好;对接焊缝和熔透角焊缝的-40℃低温冲击试验结果均大于Q/CR 9211—2015的规定(≥54J)和CSA W47.1:2019的规定(≥27J);接头各区的硬度均低于380HV10。通过焊缝金属化学成分计算耐候指数为6.94~7.43,均大于母材耐候指数(6.6~6.8),满足技术要求。
6 结束语
1)新开发的Q500qENH/HPS485W高强度耐候桥梁钢板化学成分和力学性能均符合美标ASTM A709/A709M:2011中HPS485W高强度耐候钢和国标GB/T 714—2015中Q500qENH耐候钢规定,耐大气腐蚀指数I为6.6~6.8,C、S、P含量与碳当量较低,裂纹敏感系数Pcm较小,有益于提高钢板的焊接性。钢板的抗拉强度、塑性均满足设计要求,屈强比≤0.86,-40℃冲击吸收能量均>190J,韧脆转变温度低于-60℃,低温冲击韧度优良。厚度方向性能满足Z35级的要求,抗层状撕裂性能良好。采用TMCP+回火工艺生产的Q500qENH高强度耐候桥梁钢板的综合力学性能优良。
2)Q500qENH/HPS485W钢板焊接热影响区最高硬度≤350HV10;板厚≤25mm的钢板不预热,板厚≥25~51mm时预热80℃,板厚≥51~60mm时预热100℃,板厚>60~100mm时预热120℃,能够防止焊接裂纹的产生;埋弧焊对接接头的低温韧脆转变温度<-40℃。
3)Q500qENH/HPS485W钢板典型接头焊接工艺评定试验结果表明,接头力学性能及焊缝金属的耐腐蚀指数全部满足Q/CR 9211—2015、CSA W47.1:2019和CSA W59:2018的规定,焊接材料与母材相匹配,焊接参数合适,可作为编制加拿大帕特洛大桥焊接工艺的依据。
