窄间隙埋弧焊热—力耦合有限元建模及残余应力分析
2023-11-22高震贤
高震贤
(天津奇利石油工程技术服务有限公司,天津 300450)
窄间隙埋弧焊常用于厚板焊接,它相较于普通埋弧焊的焊接坡口更窄,具有成本低、焊接效率高等优点。由于其焊接坡口窄而深,要获得高质量的焊接接头需要精确制备焊接坡口并设计合理的焊接工艺参数。对窄间隙埋弧焊过程进行有限元数值模拟技术分析,可较为准确地预测焊接过程中温度场与应力场的分布特征与动态演变过程,从而探究工艺参数对焊接过程的影响,对实际生产具有指导意义[1,2]。
本文基于ABAQUS 软件,建立了以2.25Cr-1Mo-0.25V 低合金耐热钢为焊接母材的窄间隙埋弧焊有限元模型,研究了厚板窄间隙埋弧焊焊接过程中应力场与温度场的分布特征与动态演变规律,探讨了焊接速度对残余应力的影响,对优化窄间隙埋弧焊工艺具有指导意义[3]。
1 窄间隙埋弧焊热—力耦合有限元建模
1.1 双椭球焊接热源模型
焊接过程数值模拟分析中主要采用的热源模型包括高斯热源模型、球状分布模型、串段分布模型和双椭球热源模型等。双椭球热源模型示意图如图1所示,该模型以体热源的形式向焊件施加热量,能充分考虑到焊接过程中电弧在厚度方向对熔池温度的影响[4,5,6]。前、后半球热源的能量密度分布函数如公式(1)所示。
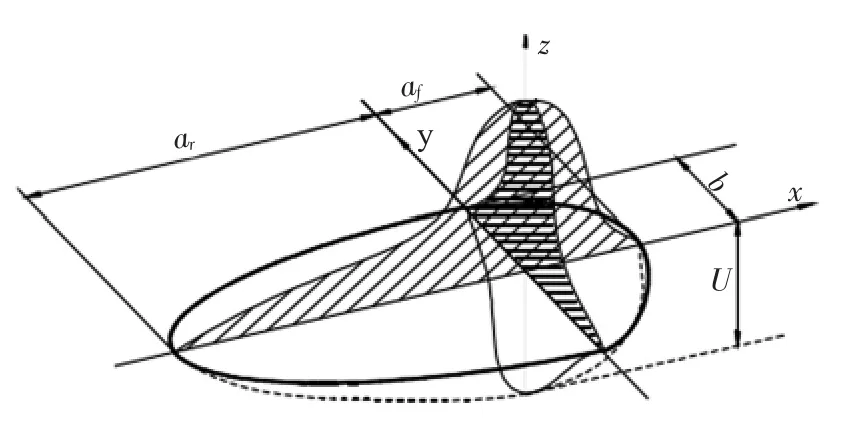
图1 双椭球热源模型
式中:af、a、b、c 为椭圆的形状参数;f1为前半椭球的能量分数,f2为后半椭球的能量分数,且f1+f2=2。
1.2 焊接热-力耦合有限元模型构建
本文用于窄间隙埋弧焊的材料为2.25Cr-1Mo-0.25V 低合金耐热钢。如图2 所示,在ABAQUS 软件中建立尺寸为20mm×20mm×13mm 的焊件三维实体模型,并对其划分网格。定义好材料的热物性参数后施加一定的边界条件,其中焊件的预热温度为200℃,焊件与空气的对流换热系数为20W/m2·℃,热辐射系数为0.6。将用Fortran 语言编写好的双椭球热源的子程序导入至有限元模型中,控制热源的能量施加与移动,施加的焊接线能量为32kJ/cm,焊接速度包括35cm/min、40cm/min 和45cm/min 三个水平。
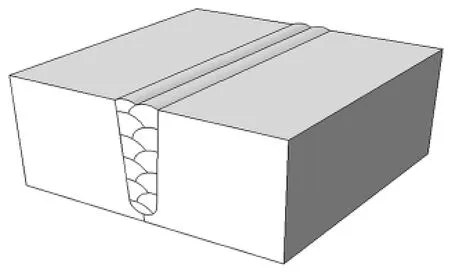
图2 窄间隙埋弧焊三维实体模型
2 有限元模拟结果及分析
2.1 焊接速度对焊件温度场影响规律
以焊接速度为40cm/min 时为例,分析焊接过程中焊缝的温度场分布特征与变化规律。焊接过程中的温度场云图如图3 所示,此时焊接热源沿着焊缝从左至右移动,热源经过时材料熔化形成熔池,温度最高达到2102℃。焊缝热影响区的温度呈现弧形分布的特征,且温度随着焊缝距离的增加而降低,热源前端的温度梯度较大,后端的温度梯度较小。同时,后一道焊缝在焊接过程中对前一道焊缝有回火作用,这在一定程度上减弱了焊接残余应力对焊件性能产生的影响。
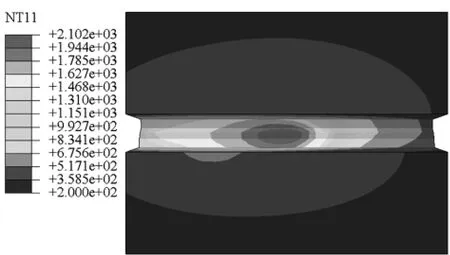
图3 焊接过程中焊件温度场云图
为进一步分析窄间隙埋弧焊焊接过程中焊接速度对焊缝及其附近区域温度场的影响,模拟分析三个不同焊接速度(35cm/min、40cm/min、45cm/min)下的窄间隙埋弧焊焊接过程。为了更加直观展现焊接速度对温度场的影响规律,选取焊缝附近5 处特征点,如图4 所示,对比分析不同焊接速度下各特征点处的热循环曲线。图5 展示了各特征点在不同焊接速度下的热循环曲线,由横向分布的特征点1、2、5可以看出,距离焊缝越远,焊接过程中温度越低,特征点1 最高温度在450℃左右,位于焊缝处的特征点5 最高温度在2200℃左右。而纵向分布的特征点3、4、5 的最高温度相差不大,原因是纵向特征点处于热源移动的路径上,导致温度偏高。在不同焊接速度下,各个特征点的热循环曲线变化趋势相近,但焊接速度越低,特征点的最高温度越高。这是由于低焊接速度会使得该区域的加热时间更长,即高温停留时间变长。需要注意的是,更长的高温停留时间有利于提高焊后回火效果,从而降低焊接残余应力。

图4 焊件不同部位的特征点
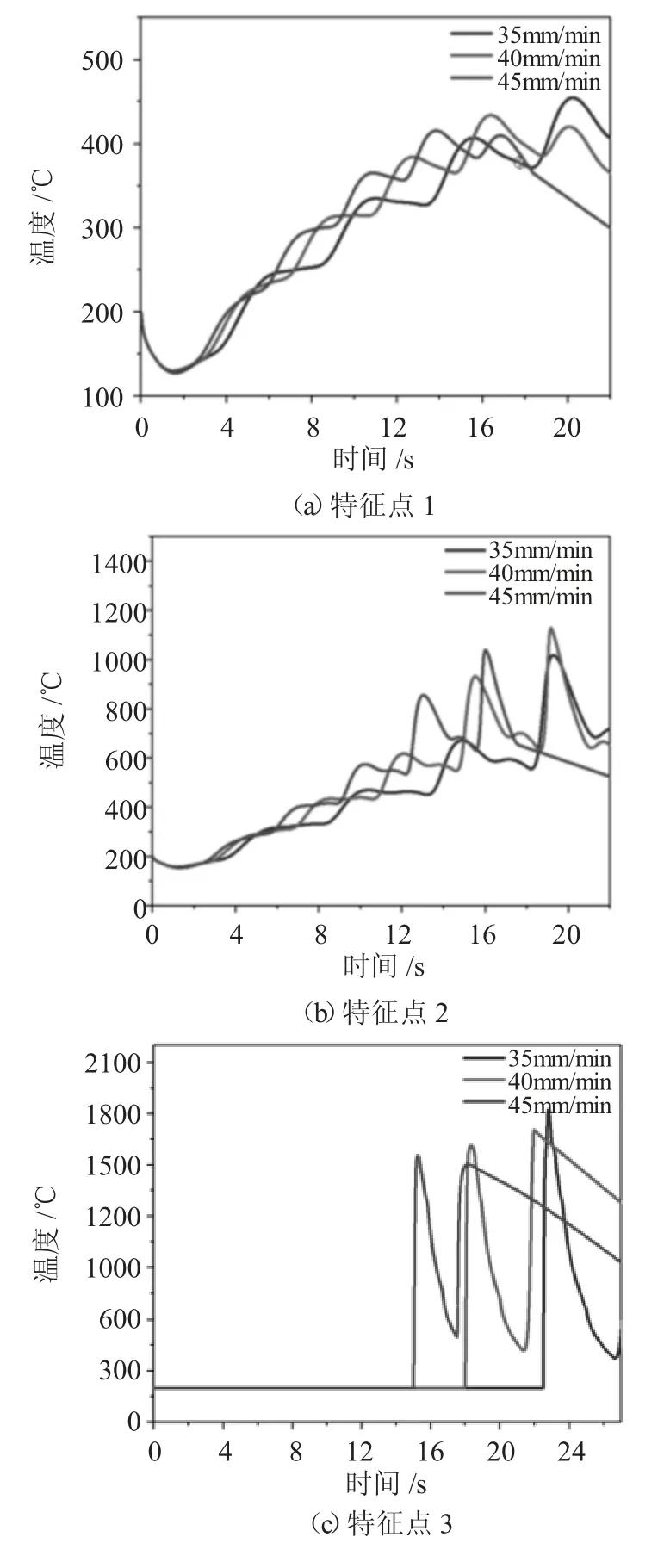
图5 不同焊接速度下各特征点的热循环曲线
2.2 焊接速度对应力场影响规律
焊接时加热区域狭窄和温度梯度不均匀会引起残余应力,残余应力会使构件的承载能力和断裂韧性下降,本节进一步探讨不同焊接速度下焊件残余应力场的分布规律。图6 为焊接速度40cm/min 下的不同时刻的应力场云图,焊接过程中残余应力横向沿焊缝呈对称分布。图6a 为第一道焊缝焊接完成时刻,此时热源从焊缝前端移动至后端,熔池区域由于处于液态,残余应力较低,仅为7.5MPa。远离热源处的焊缝部位由于冷却收缩使得残余应力逐渐增加,其值在137~202MPa 之间。焊接坡口两侧的壁面和焊件上表面存在应力集中,值为169~234MPa。最大应力出现在焊件周围棱角上,这是由于模拟时在该处施加了位置限制的边界条件而导致应力偏大。图6b为焊接刚完成时的应力分布情况,此时残余应力的分布有明显的规律,距离焊接热源越远则焊接残余应力越大,最小值位于还未凝固的焊缝处,仅为6.9MPa。随着焊接的结束,焊件在余热的作用下进行自回火。如图6c 所示,当焊件冷却至残余应力趋于稳定后,残余应力分布均匀,焊缝处未出现应力集中,整体应力在300MPa 左右。
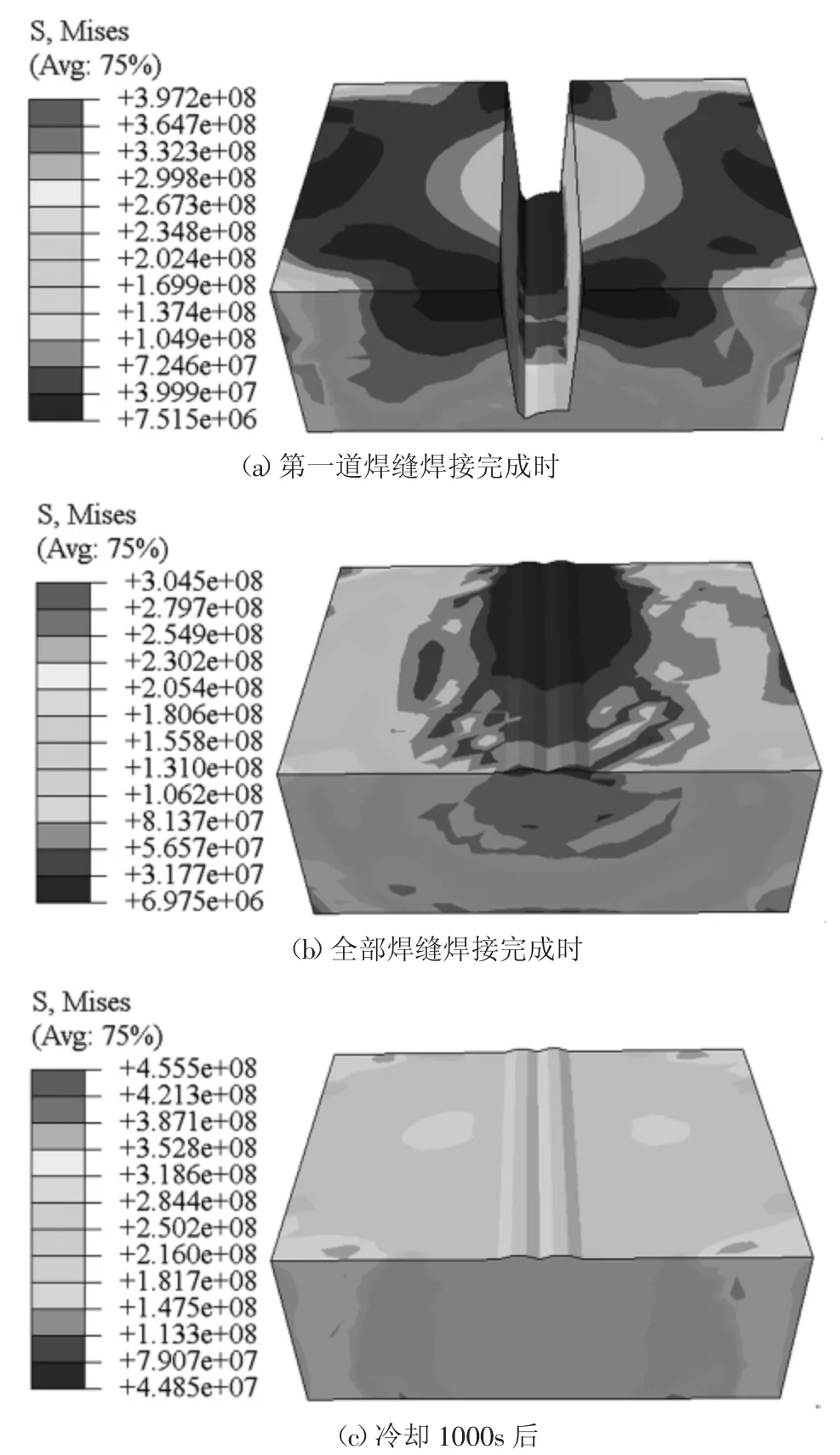
图6 不同时刻焊件应力场云图
图7a~7c 展示了不同焊接速度下的残余应力云图,可以看出,焊件的残余应力在三种焊接速度下均呈现均匀分布,焊缝及其附近区域的残余应力稳定在300MPa 左右。随着焊接速度的增加,焊件的残余应力呈增大趋势,但增加幅度不大,最大等效应力值由453MPa 增大到458MPa。这是由于焊接速度越低,焊缝处高温停留时间越长,有利于焊后自回火。然而焊接速度过低会导致熔池宽度与深度增大,增加焊缝的稀释率,不利于焊接过程的稳定性。并且温度过高、高温停留时间过长易造成焊缝热影响区晶粒粗化,使焊接接头的力学性能下降,因此焊接速度即不能过小也不能过大。
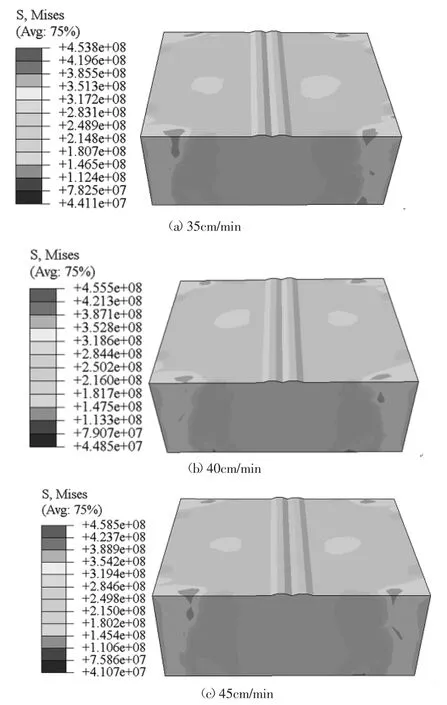
图7 不同焊接速度下的残余应力场
3 结论
本文基于有限元模拟的方法,研究了窄间隙埋弧焊焊接过程中温度场及残余应力场的分布特征与变化规律,对比分析了焊接速度对温度与残余应力的影响规律,可得出如下结论。
(1)窄间隙埋弧焊焊接过程中,焊接速度的降低使得焊缝区域的加热时间延长,导致各特征点的温度更高,高温停留时间更长,在一定程度上有利于焊后自回火。
(2)焊接过程中,熔池区域应力较低而远离热源的区域应力相对较高,焊接坡口两侧的壁面存在一定应力集中。焊接速度导致的温度场变化会进一步影响焊件的残余应力分布,在一定范围内,较慢的焊接速度能够得到较小的焊接残余应力。
