某型飞机座舱盖缓慢下掉故障研究
2023-11-20管博文
王 赛,管博文
(国营芜湖机械厂,安徽 芜湖)
某型飞机座舱盖系统由座舱盖使用操纵系统、座舱盖气/液压系统和座舱盖防冰系统组成,主要功能是操纵开启或关闭座舱盖,并可以将座舱盖锁定在开启和关闭过程中任意一个位置,为进出座舱提供通道。
1 故障现象
某型飞机在外场使用维护阶段,地勤维护人员发现座舱盖缓慢下掉,不能进行牢固锁定。经更换座舱盖手动开启机构后,座舱盖下掉故障消失,定位为座舱盖手动开启机构操纵开关内部密封失效,导致座舱盖不能锁定在任意一个位置。
2 故障分析
根据历史同类故障统计与分析,座舱盖无法锁定或下沉量大的主要原因是座舱盖手动开启机构内操纵开关活塞杆胶面在多次开关座舱盖冲击下,胶面于活塞杆根部粘接处脱胶,或胶面开裂自支杆与压胶结合圆周处起源,逐渐扩展至活塞杆与阀口的工作面,最终导致系统内部密封性失效,座舱盖无法锁定。根据座舱盖系统工作原理和座舱盖缓慢下掉故障分析[4],绘制座舱盖缓慢下掉故障树,具体如图1 所示。
3 故障排查及定位
3.1 故障树底事件排查
座舱盖手动开启机构返厂后,按照“产品外观检查- 试验台联调联试- 产品部件试验- 分解详细检查”流程,逐次确定故障底事件,具体如下。
(1) 根据更换座舱盖手动开启机构故障消失现象,可以排除底事件X1 作动筒上下腔串油。
(2) 在不模拟座舱盖重量条件下,通过试验台进行6 次座舱盖操纵作动筒手动开、关试验,试验过程中,座舱盖手动开启机构液压泵无空行程现象,因此可排除底事件X11 活门卡滞和X12 泵腔胶圈切损。
(3) 在试验台上模拟座舱盖系统开关过程,根据故障复现现象,初步确定座舱盖手动开启机构操纵开关不密封,从试验过程中下掉故障仅复现一次可排除底事件X6 活塞杆压胶面密封处开裂。
(4) 将操纵开关从座舱盖手动开启机构上拆下,对操纵开关进行密封试验,当供压至3.6 MPa 时,操作开关接管嘴开始出现渗漏,根据故障现象,故障原因定位在操纵开关上。
(5) 进一步分解检查操纵开关内活塞杆压胶面表面质量完好,密封位置、内部活塞杆密封面处无异物,可排除底事件X7 活塞杆压胶面非密封处开裂和底事件X4 异物卡滞。
(6) 进一步检查发现,右腔活塞杆根部周向360度均产生5180F 胶料与金属脱胶,左腔约180 度产生脱胶[2],如图2 所示,无法排除底事件X8 活塞杆压胶面脱胶。

图2 活塞杆压胶面情况
(7) 检查座子上胶圈无切损,可排除底事件X10 座子上胶圈切损。
(8) 测量座子与活塞之间的间隙,即轴衬与孔用弹性平挡圈之间无间隙,可排除底事件X5 操纵开关内部间隙异常。
(9) 测量2 件弹簧,均满足S=15.6 mm,P≥116 N 且≤128 N,可排除底事件X9 弹簧挤压力异常。
(10) 测量2 件活塞杆压胶面高度,满足设计要求,可排除底事件X2 活塞杆压胶面高度异常。
(11) 测量2 件活塞杆骨架高度差为0,均满足设计要求,可排除底事件X3 活塞杆骨架高度差异常。
综合以上分析,座舱盖下沉不能锁定底事件排查结果为活塞杆压胶面脱胶X8。
3.2 故障原因定位
为进一步确定故障原因,对活塞杆压胶面进行受力和机理分析,具体如下。
3.2.1 受力分析
活塞杆压胶面与活塞杆金属根部脱胶,且右腔脱胶程度高于左腔脱胶程度,这与前期故障分析结果一致。在操纵开关摇臂上螺钉与气动作动筒顶杆未接触的状态下,此时,操纵开关摇臂上螺钉能够位移的主导因素来源于操纵开关中活塞杆移动。忽略所有摩擦力影响,假设座舱盖操纵作动筒液压下腔给操纵开关B 供压Pb,座舱盖作动筒液压上腔给操纵开关D 供压Pd,弹簧力分别为Ft1、Ft2,压胶面力分别为Fj1、Fj2对该状态下的活塞杆受力情况分析如下,内部受力状态如图3 所示。

图3 操纵开关内部受力状态
因此有:
座舱盖手动开启机构操纵开关中弹簧为标准件,弹簧初始长度为24 mm。根据操纵开关装配关系,装配后为压缩状态,弹簧长度为19 mm,弹簧压缩量为5 mm,弹簧材料为65Si2MnWA,根据弹簧标准计算弹簧压缩5 mm 时,k=14.6 N/mm,假设两腔弹簧状态无差异,则压胶活门受弹簧压力为Ft1=Ft2=73 N。
综合以上,应有:
通过以上分析,座舱盖在开启极限位置时,座舱盖手动开启机构上液压操纵开关内活塞杆压胶面始终处于受力状态。
3.2.2 机理与仿真分析
现结合该型飞机操纵开关工作原理,分析两腔活塞杆压胶面的受力差异和开裂、脱胶原因,具体如下。
在座舱盖锁定状态下,座舱盖操纵系统的状态如图4 所示[1],此时,座舱盖操纵作动筒上腔为低压液压油,座舱盖操纵作动筒下腔为高压液压油(此时的高压主要由于座舱盖的重力产生)。操纵开关压胶面开裂或脱胶的活塞杆所在腔如图4 中标注所示。

图4 座舱盖操纵系统锁定状态
在座舱盖打开,液压锁定情况下,两侧腔的活塞杆压胶面(以下简称压胶面)被座子阀口挤压变形,可以被分成内侧和外侧,外侧的橡胶被向外挤压。压胶面受力趋势仿真分析[3]如图5 所示。

图5 压胶面受力变形趋势
左侧腔活塞杆上侧受到一个极小的液压力,下侧受到约3.3 MPa 的液压力和弹簧压紧力,压胶面凹陷量较大,暂且可以认为压胶面内侧和外侧被阀口的压紧力隔开。压胶面内侧收到的液压力极小,因此产生的弹性应力较小;压胶面外侧受到约3.3 MPa 的液压力,可以认为压胶面外侧被液压力向内挤压,与阀口对橡胶的向外挤压力配合,贴紧阀口,由于活塞杆外侧骨架表面积较大,因此产生的拉应力较小,且胶面密封情况较好。
右侧腔活塞杆上侧受到约3.3 MPa 的液压力,下侧受到一个极小的液压力和弹簧压紧力,压胶面凹陷量较小,可以认为压胶面内侧和外侧之间橡胶可以产生比左侧腔更大的变形。压胶面内侧受到约3.3 MPa的液压力,产生较大的弹性应力,由于活塞杆中心杆与橡胶结合的表面积较小,产生的弹性应力较大;压胶面外侧受到的液压力极小,不会对橡胶产生对内的挤压力,密封情况较差。此时中心杆与橡胶结合面容易产生应力集中,于是会产生脱胶,间歇性影响密封导致密封失效,或裂纹从应力集中处发育,并受液压力产生的弹性应力及阀口的压紧力拉扯呈螺旋线状向外扩展,最终到达密封部位,使得密封失效。
3.2.3 胶面材料性能分析
该型飞机座舱盖手动开启机构活塞杆胶面胶料使用的是5180F,而苏系列飞机该胶面胶料使用的是FX-17,两者在拉伸强度等方面存在差异,FX-17 胶料比5180F 胶料抗拉伸强度要高,苏系列飞机同产品故障远低于该型飞机同类产品。
3.2.4 故障定位结论
通过对座舱盖手动开启机构在系统中工作原理、活塞杆胶面受力及活塞杆胶面胶料性能对比分析,可确定为操纵开关右侧腔活塞杆压胶面所受到的拉伸强度高于胶料自身拉伸强度,导致胶面无法承受外界的拉力而开裂脱胶。
4 改进措施
4.1 当前大修过程控制措施
4.1.1 加强产品修理过程管控
在座舱制盖手动开启机构修理过程中,一是严格控制5180F 胶料各项性能参数,确保各项参数最优;二是控制金属压胶件的硫化日期和装配日期间隔,必须不大于2 个月,防止超期,压胶面性能指标下降;三是加长对操纵开关保压试验时间、确保产品装配的可靠性。
4.1.2 加强活塞杆胶面可靠性检查
通过座舱盖系统使用,对活塞杆胶面可靠性进行检查,一是在座舱盖系统调试环节,加强对座舱盖在长时间开启状态下,座舱盖不应下掉检查;二是在座舱盖手动开启机构使用一段时间后,飞机出厂前,再次对座舱盖长时间开启状态下检查,确保座舱盖不出现下掉现象。
4.2 后续改进措施
目前,结合该产品工作原理和修理经验,主要改进方向包括胶料、活塞杆及其压胶结构的改进。通过对结构改进前后进行受力仿真分析,改进结构后活塞杆压胶面所受应力较改进前减小,同时胶面所受应力分散,受力云图对比如图6 所示。从结果能够看出,改进后的结构对活塞杆金属根部受力具有改善作用。
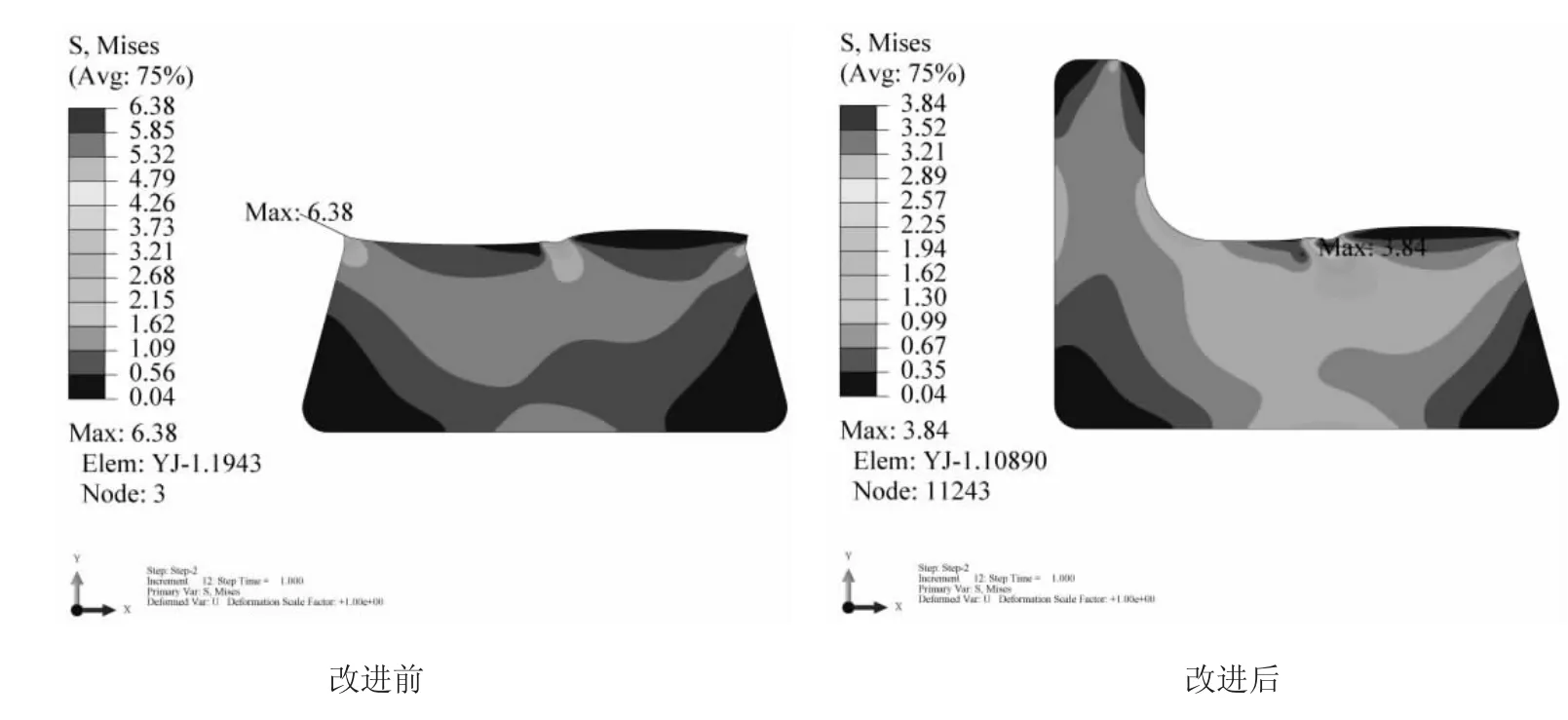
图6 压胶面应力云图
结束语
综上所述,座舱盖缓慢下掉主要原因是座舱盖手动开启机构上液压操纵开关内活塞杆压胶面开裂,导致座舱盖手动开启机构内部密封失效。通过对该产品修理改进,外场故障较改进前明显下降。要想从根本上解决活塞杆压胶面开裂脱胶问题,还需通过进一步试验及装机验证,不断进行完善,提高产品性能可靠性。
