橡胶金属制品融痕的产生原因及解决方案探讨
2023-11-12房栋乔盼马宗斌孙军平
房栋,乔盼,马宗斌,孙军平
(青岛博锐智远减振科技有限公司,山东 青岛 266031)
0 引言
融痕,也作“ 硫痕、接痕、融缝” 等,是一种在橡胶制品生产中常见的外观缺陷,其本质是产品表层胶料的融合不良。融痕问题带来的最大风险在于:其在肉眼观察下有时并不明显,还经常会与生产过程中意外产生的其他痕迹混淆,因而会造成质量人员的漏检、错检。出现融痕的产品若没有及时发现,或不经充分验证即判定为合格品发货,在使用中很可能发展为裂口并逐渐扩大,造成严重的质量事故。因此,对于融痕问题不仅要研究其产生原因、解决措施,还要明确其判定标准和方法,避免漏检的同时也要避免将良品作为问题产品报废。
对于纯橡胶制品,融痕问题的产生原因一般与胶料配方及硫化工艺有关,解决方法也相对简单:优化胶料配方、更改胶料填装方式、降低硫化温度、减少脱模剂用量等常用措施均可起到明显效果[1]。但对于橡胶- 金属复合制品,由于存在金属骨架及胶黏剂的因素,融痕问题的产生原因则比较复杂,还需要在不影响到橡胶- 金属黏接及产品力学性能的前提下进行解决,往往需要从胶料配方、硫化工艺及模具结构等多方面入手[2]。因此本文也将着重以几种典型的橡胶金属制品为例,来探讨融痕问题的判定标准、产生原因及解决方案,供硫化工艺人员参考。
1 融痕问题的一般判定方法及标准
对于融痕的检查、判定—— 尤其是从划痕等其他痕迹中区分出融痕,并无明确可参考的标准、理论。在未出现明显开裂的情况下,即使经验丰富的检查人员也很难进行明确的判定(如图1)。笔者通过大量的实物对比,结合实际检查经验,总结出了以下规律:
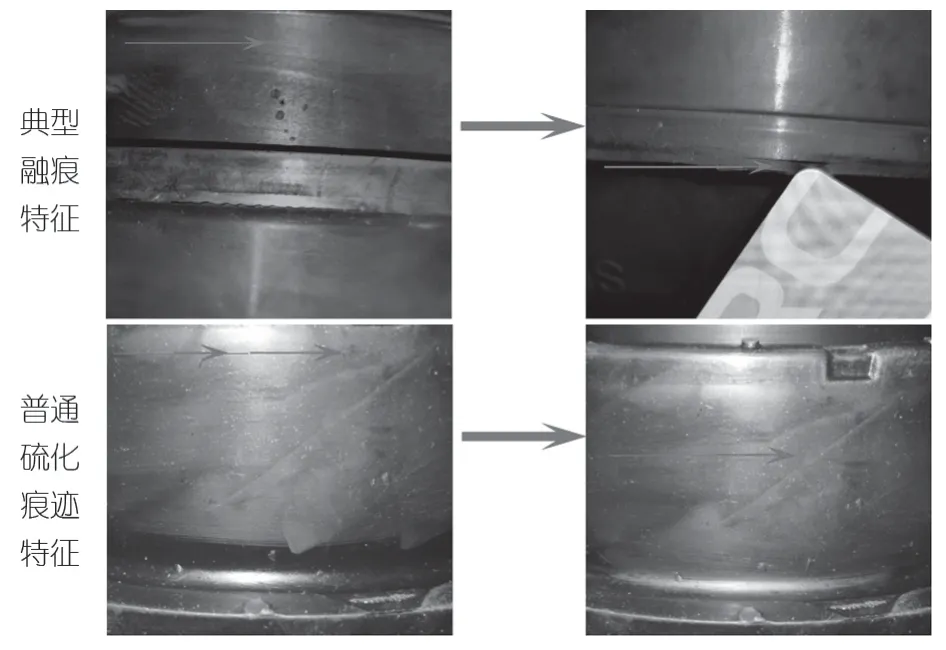
图1 典型融痕与普通硫化痕迹的特征区别
(1)融痕的界线分明,线条如刀割一般;而普通痕迹界线模糊,线条毛糙。
(2)融痕的两侧胶料之间存在明显色差,徒手擦拭或用布蘸取有机溶剂擦拭均不能抹掉;而普通痕迹两侧胶料一般无色差,或是色差经擦拭后会消失。
(3)融痕的两侧胶料周围在按压、摩擦时手感不一致,颜色较深一侧往往会感觉胶料滑腻且发硬、发脆,另一侧正常;而普通痕迹两侧胶料在按压、摩擦时手感一致。
(4)用硬物用力按压融痕两侧橡胶,可能导致融痕开裂;普通痕迹则不会开裂。
2 融痕问题的产生原因及解决方案
融痕的本质就是产品表层胶料的融合不良,除去胶料本身配方不合理导致融合性差的因素外,造成这一情况的原因主要还有以下两点;
(1)模具表层的脱模剂、油污等在胶料填充过程中被胶料冲刷,并汇集于料流前端,在两股料流融合时起了“ 隔离剂” 的作用,造成胶料融合不良。
(2)因硫化工艺或模具结构不合理,导致胶料填充过程中部分胶料过早焦烧[3],填充完成后相互间融合不良。过早焦烧的胶料一般在融痕两侧胶料中呈现为颜色较深的一侧。
对于第一点原因,主要是生产管理问题,通过脱模剂规范使用、模具定期清理、工人技能培训等措施即可解决,本文不再赘述。而对于第二点原因,则需根据实际情况解决。首先是硫化工艺,重点是硫化温度,必须参照胶料硫化曲线并结合产品结构合理制定,保证充足的焦烧时间使胶料充满型腔并相互融合[4];如果使用注射机生产,还需设定合理的塑化工艺。一般来说,对于硬度较低(≤ShoreA 65)的胶料,在硫化工艺合理的情况下很少会发生融痕问题,而硬度较高的胶料则不然。这是因为硬度较高的胶料在注胶过程中自身生热较快,前端胶料很容易发生焦烧,这就需要通过优化模具结构来进行解决。可采取的措施有优化注胶孔及流道、增加溢胶机构、优化封胶结构等。下面将通过几种典型的产品融痕解决案例对这些措施的原理及应用方式进行介绍。
2.1 通过优化注胶孔及流道解决融痕问题
对于采用注胶方式(包含注压、转注、注射等方式)填装胶料的产品,胶料在流经流道及注胶孔时会受到不同程度的摩擦及剪切。尤其是一些因工艺原因开设的直(锐)角结构、台阶结构,虽然对胶料有较明显的混匀、翻炼效果,但是增加了胶料流动的阻力,带来了严重的剪切、摩擦作用,导致胶料生热过快。如果胶料硬度偏高,则极易在产品末端产生融痕。对于这类产品,首先应对流道和注胶孔进行优化,包括并不限于:扩大注胶孔、消除台阶结构、对直(锐)角结构导圆角、增加存料槽等,如图2 所示。
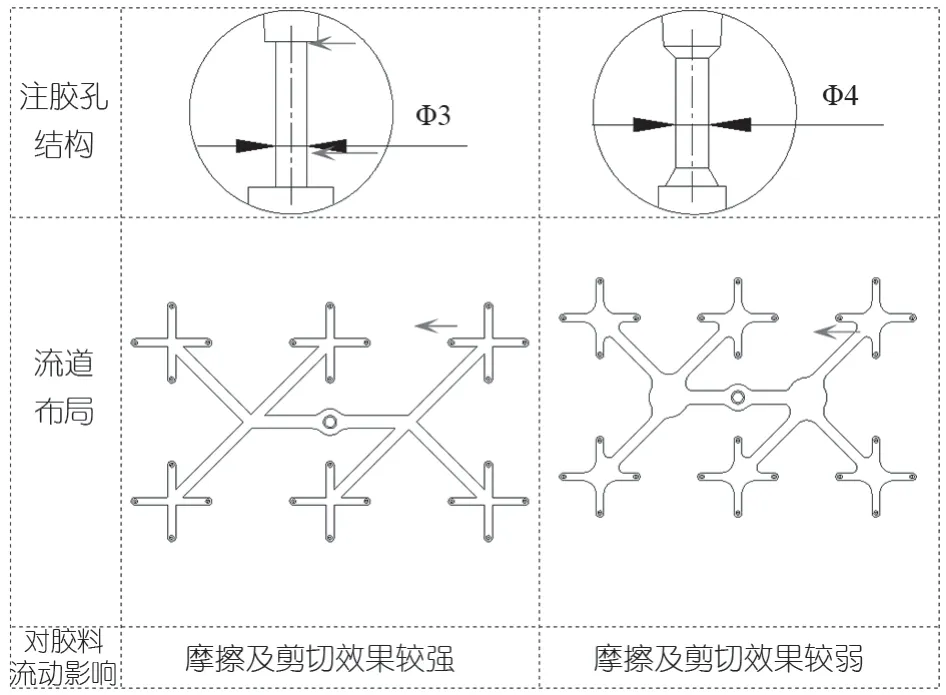
图2 应对融痕问题的注胶孔及流道优化方式
以图3(a) 所示的节点产品为例,该产品橡胶层开有四个缺口,在硫化时需配置四块模芯,会极大的影响橡胶自然流动。其所用胶料为硬度ShoreA 69 的天然橡胶,采用注射工艺,预设4 个注胶孔。在开发阶段经常在产品底部出现融痕如图3(b),调整塑化工艺、降低硫化温度后也不能消除。为此,我们以图2 展示的方式对其模具的注胶孔及流道进行了优化,并对优化前后的注胶过程分别进行了模流分析,[5]图3(c)、(d)。分析结果显示:胶料流动前沿温度最高的区域恰好位于融痕发生位置,而模具优化后的胶料流动前沿温度比优化前降低了5 ℃左右。根据硫化理论推算焦烧时间可随之延长1 min 左右[6],大大降低了出现融痕的风险。试验结果也证实经此优化后,该节点再无融痕问题发生。
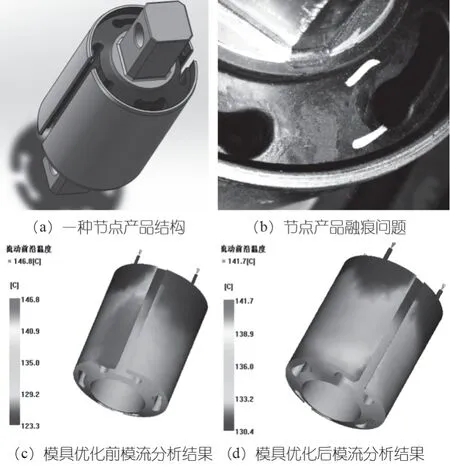
图3 节点产品优化注胶孔及流道后流动前沿温度对比
对于一些胶料硬度较高且用胶量较大的产品,在产品结构允许的情况下,将胶料填装方式由注胶改为模压也是一种应对融痕问题的有效方式,其原理与优化注胶孔及流道类似。模压制品胶料流动少,也不会经过注胶机构的剪切、摩擦生热,因而融痕问题发生概率大大减少。大用胶量的制品若注胶时间太长,也建议采用模压成型的方式。但对于一些胶料硬度极高(≥ShoreA 75)的产品,即使采用模压方式也可能产生融痕。这是因为胶料过硬,自身融合性就不好。应对这种情况,要采用合理的填胶方式,避免胶坯接头露在产品外侧。图4 为一种横向止挡(胶料硬度ShoreA 80)的几种填胶方式,正确的方式是让外侧呈一平滑面,避免接头外露,当采取错误的填胶方式时,就极易出现融痕。
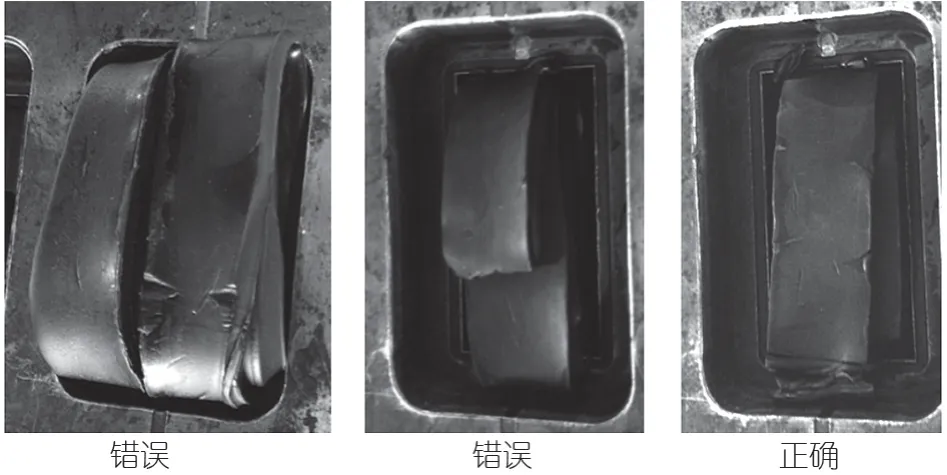
图4 高硬度模压制品胶料填装方式
2.2 通过增加溢胶机构解决融痕问题
增加溢胶机构的实质并不是解决胶料的融合问题,而是将融合不良的胶料引入模具附属机构及空隙中,作为余胶、飞边在后工序修剪掉,让融合良好的胶料填充产品本体。由于温度最高的部分一般位于料流最前端,所以只要溢胶机构开设位置合理,很容易达到这一目的。这一方法在橡胶弹簧垫及止挡类产品上最为常用,因为该类产品橡胶层通常为圆形或其他规则形状,注胶孔均匀布置,胶料流动也较为均匀,对溢胶机构的开设位置也就相对好把握。如图5 所示,对一圆环形橡胶层的模流分析显示,其熔接线均匀分布于注胶孔之间。在模具设计阶段就可以在这些位置开设溢胶孔及溢胶槽,也可以设计分型面(如哈弗结构),就能避免融痕的出现。其他具有对称橡胶层结构的产品都可以依此进行注胶孔的布置,并推算溢胶孔的位置。
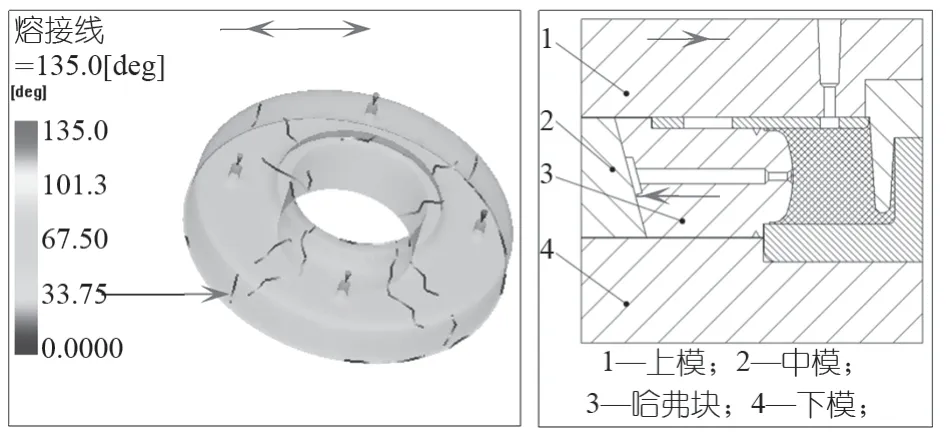
图5 圆环橡胶层注胶熔接线及溢胶机构示意图
即使对于结构不对称或模流分析结果不准确的产品,在出现融痕问题后,增加溢胶机构也是一个行之有效并可广泛应用的补救解决措施。如图1 展示的融痕问题,出现在一种止挡产品的金属骨架包胶区域如[(图6(a)]。该区域由于存在非对称结构的金属骨架,因此无法准确判断胶料流动规律。在开发阶段发现融痕问题后,对其模具结构进行了优化—— 调整了分型面的位置并增加了溢胶槽,[ 图6(b)]。这样使原本形成融痕的料流从分型面溢出并进入溢胶槽,由内部融合较好的胶料填充型腔,顺利解决了融痕问题。
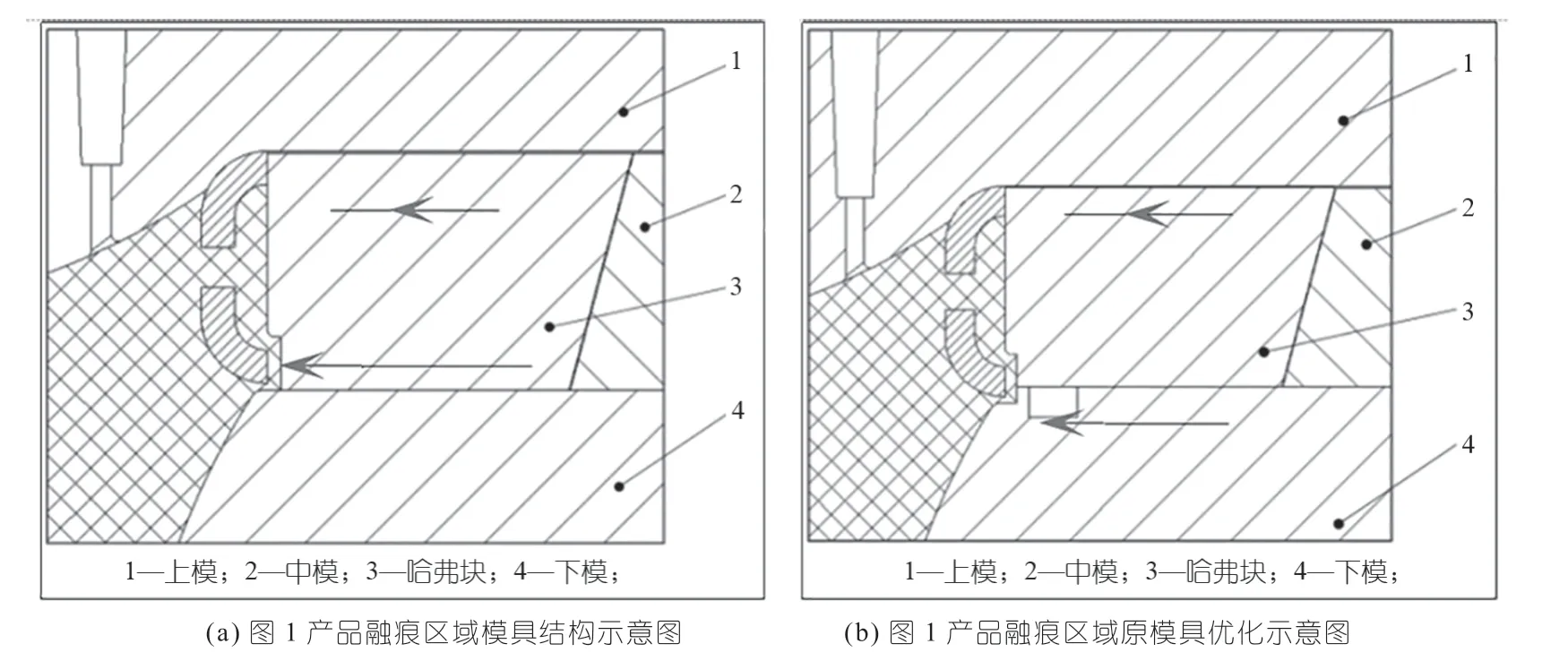
图6 增加溢胶机构解决止挡产品融痕问题
2.3 通过优化封胶结构解决融痕问题
增加溢胶机构能够解决大部分产品的融痕问题,但应用不当也会带来其他的衍生问题,如型腔内部压力降低、橡胶与金属黏接不良等。尤其对于橡胶金属制品,当溢胶机构开设在需要与金属黏接的末端区域时,胶料的不断溢出会对该区域黏合剂造成“ 冲刷”效果,带走本已与橡胶发生初步反应的黏合剂成分,如[ 图7(a)] ;再加上胶料溢出引起的黏接压力不足,最终可能在这些区域导致“ 开胶” 现象,[ 图7(b)]。另外,对于有力学性能要求的减振产品来说,过多的溢出胶料还会影响产品的刚度。有经验的模具设计人员通常会在这种末端区域设计封胶结构,如凸台、密封筋等,但这又反过来影响了溢胶机构的实际效果。因此,对橡胶金属制品末端区域的封胶结构优化是彻底解决融痕问题的“ 最后一公里”。下面将通过一起典型的融痕问题解决案例,介绍封胶结构的优化方式,并对前文所述各项措施进行归纳。
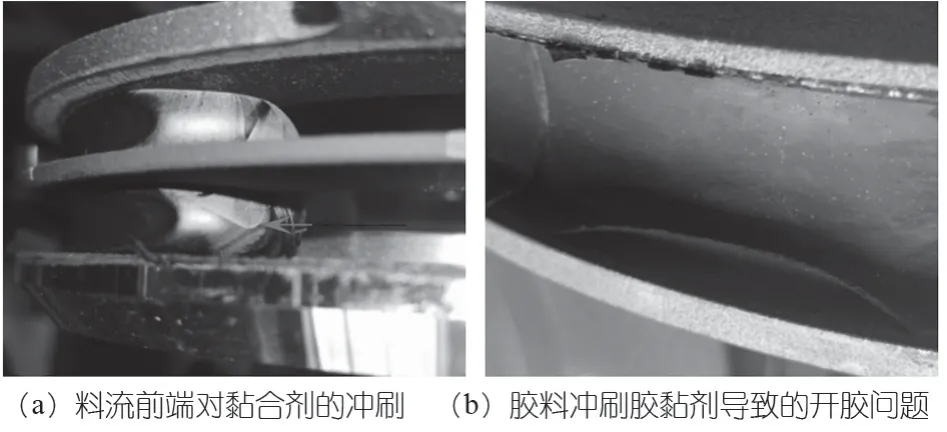
图7 胶料流动对黏合剂的冲刷效果及导致的开胶现象
图8(a) 展示的是一种典型的橡胶弹簧垫产品及其注胶模具结构。该产品由上、下两块金属板加中间橡胶层组成,其所用胶料硬度较高(ShoreA 72)、用胶量较大(约3 kg),且有严格的力学性能要求;该其注胶模具采用侧面注胶设计,共有2 组(6 个)注胶孔,硫化温度为150 ℃,结果出现了严重的融痕问题。在初步的解决方案中,我们将硫化温度降至140 ℃,扩大了注胶孔及流道,并如2.2 所述在两侧注胶孔的中间位置增开了6 组溢胶孔,融痕问题却无法解决,甚至在注胶孔附近也会出现融痕,[ 图8(b)]。这说明在采用注胶工艺的情况下,橡胶经过流道与注胶孔的剪切和摩擦后会出现大范围的焦烧现象,导致自身融合不良。
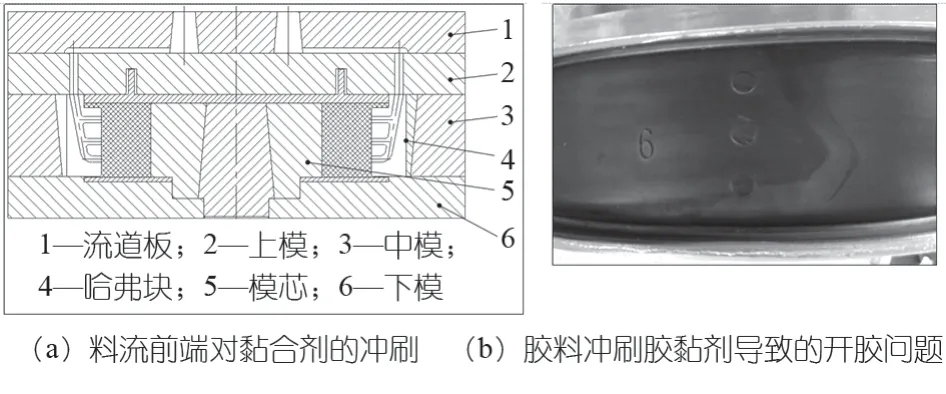
图8 一种橡胶弹簧垫产品融痕问题
在初步方案的基础上,我们将产品填胶方式由注胶改为模压,如[ 图9(a)],融痕问题大大减轻,不再如图[ 图7(c)]、(d) 所示大面积出现,但却在产品底部出现小块的融痕,如[ 图9(b)]。这说明通过注胶改模压,橡胶自身基本的融合问题已经解决。但由于模压工艺是将胶胚自上而下进行压实,胶坯填满型腔后剩余的多余胶料会缓慢地向模具下方流动,而模具下方设计了封胶结构,胶料无法溢出;又由于溢胶孔的存在,内部的多余胶料也会向外侧流动,但因流速缓慢也不能全部从溢胶孔溢出。这两个过程都会造成部分胶料轻微焦烧,并汇聚于最下方溢胶孔与产品底板的中间位置如图[ 图9(c)],最终在此处形成小块的融痕。
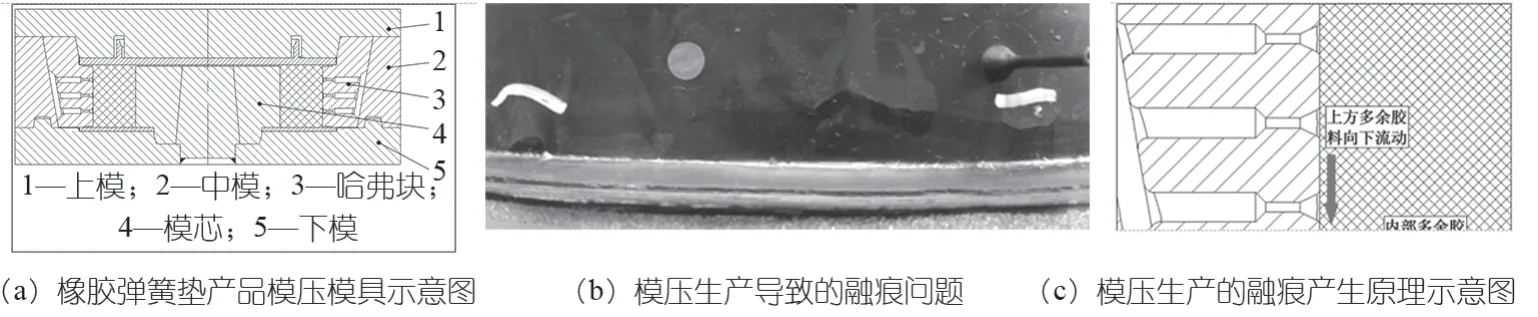
图9 橡胶弹簧垫产品改为模压生产后的融痕问题
为彻底解决融痕问题,我们对模具的封胶结构做了优化。初始方案中设计了一个过盈的封胶凸台,并且下模上平面比金属骨架略低,如图10(a),使哈弗块可压紧骨架,将胶料完全封住。修改方案是将下模型腔加深,使下模上平面高于金属骨架,并增加了开放式溢胶槽,如图10(b) ;为保证一定的密封效果在溢胶槽与产品之间增加了V 型槽,它还能起到方便修边的效果。这样修改可使焦烧的胶料溢出,消除了融痕问题。但由于此处胶料流动缓慢且胶料硬度较高,对胶黏剂的冲刷作用较强,V 型槽的密封效果也比封胶凸台较差,导致产品末端包胶会出现“ 开胶” 现象。
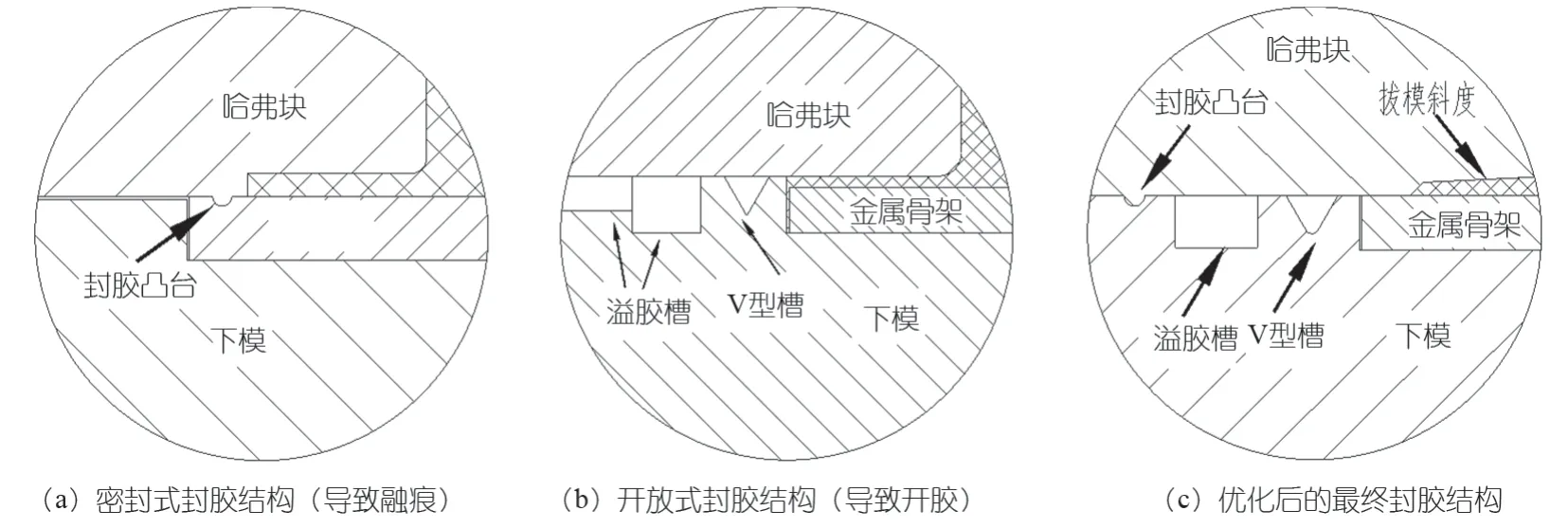
图10 橡胶弹簧垫模具封胶结构优化
进一步的修改方案是使下模上平面与金属骨架齐平,保留V 型槽和溢胶槽,并在溢胶槽外侧增加封胶凸台;同时对产品末端包胶增加了拔模斜度,如图10(c)。在该方案中,V 型槽的作用主要是减缓溢胶速度,减小胶料对胶黏剂的冲刷作用,并便于后续的修边工作;一定的拔模斜度也能够减小胶料对胶黏剂的冲刷作用;密封凸台则将溢出胶料彻底封死在溢胶槽内,防止过度溢胶造成型腔压力降低。这样既能使多余的胶料顺利溢出,又能保证末端包胶与金属骨架间的黏接效果。通过该方案,我们也得到了黏接良好且橡胶表面状态一致、无外观问题的良好产品,完美解决了该橡胶弹簧垫产品的融痕问题。
3 结论
(1)针对橡胶金属制品的融痕问题,应首先探索合理的检验方法,保证不发生错检、漏检;然后制定合理的配方及硫化生产工艺,并加强生产管理,保证橡胶自身的融合;再对模具进行针对性的结构调整和优化,最终在不产生其他衍生问题的前提下加以解决。
(2)上述分析的产品案例均为笔者在生产实践中遇到,问题的解决方案经过充分验证,方案的稳定性也经历了量产的考验,取得满意的效果。在同一硫化体系的框架下,这些融痕问题的分析方法和解决思路在应对气泡、裂口、黏接不良等其他问题时也具有借鉴意义,希望能对其他从业人员处理类似问题有所启发。
