煤粉炉掺烧固体替代燃料的现状及展望
2023-11-08张彦军谢志成刘海龙冯鸣凤张艳宾梅雪
张彦军,谢志成,刘海龙,冯鸣凤,张艳宾,梅雪
(1.天津大唐国际盘山发电有限责任公司,天津 301907;2.天津市生态环境科学研究院,天津 300191;3.天津环科环境咨询有限公司,天津 300450)
目前,火力发电煤炭消费量超过总煤炭消费量的一半,其碳排放量约占全国碳排放总量的50%,是我国最大的碳排放来源;同时,电力行业是未来10 年能源增长主体,是支撑我国经济转型升级和提高未来居民生活水平的重要保障。《2030 年前碳达峰行动方案》《全国煤电机组改造升级实施方案》等先后出台,明确提出到2025 年,非化石能源消费比重达到20%左右,单位国内生产总值二氧化碳排放比2020 年下降18%,全国火电平均供电煤耗降至300 g 标准煤/(kW·h)以下,为实现碳达峰奠定坚实基础。煤粉炉具有燃料燃尽率高、热量释放充分、烟气热损失低等一系列优点,是目前我国大型电站机组的主力炉型。截至2020 年底,我国电站锅炉约8 000 台,以煤粉锅炉和循环流化床锅炉为主,其中煤粉炉占80%以上。因此,研究先进的煤粉炉减煤降碳技术,对于推动电力行业绿色转型,实现双碳目标具有重要意义。
固体替代燃料(SRF)是一种以生产、生活等活动过程中产生的非危险废物类可燃性固体废物为主要原料,通过预处理、除杂、破碎、筛分、分选、成型等工艺制备,为各类用能单元提供热能的燃料[1]。2021 年4 项团体标准的发布实施,使SRF 成为国内唯一的标准化替代燃料。用于制备SRF 的原料可来自生活垃圾、一般固体废物、农林废弃物、绿化植物废弃物、建筑垃圾、水域垃圾以及其他各类可燃性固体废物[1],目前研究较多的生物质、垃圾衍生燃料、高热值污泥均属于非标准化替代燃料范畴。
燃煤电厂掺烧SRF 可以替代燃煤,减少化石燃料CO2排放,同时实现固废的资源化、清洁化高效利用。文章对国内外煤粉炉掺烧替代燃料现状、用于煤粉炉的SRF 制备技术和掺烧技术进行研究,在此基础上分析SRF 在政策、技术、市场方面的制约因素并提出建议,以期为SRF 在煤粉炉中的推广应用提供理论和技术支持。
1 煤粉炉掺烧替代燃料应用现状
20 世纪80 年代,美国、欧洲等国家开始研究燃煤电厂掺烧废弃物的技术应用[2],从简单预处理的粗放利用逐渐发展为细化的加工工序以及高质量替代燃料,主要原料包括生活垃圾、一般固体废物、农林废弃物、污泥等,现已成为发达国家处理废弃物的重要途径。2010 年,美国560 个燃煤机组中有40 个混烧替代燃料,所有的混烧机组均为煤粉炉,原料来源主要为木质产品、废旧铁路枕木等[3]。英国是目前唯一实现从大型燃煤电厂生物质耦合发电到大型燃煤电厂100%纯烧生物质燃料的国家,并计划于2025 年全部关闭燃煤发电厂,届时英国将成为全球最早实现零煤发电的国家。目前英国全部16 座大型火电厂均进行生物质混烧发电,其中13 座均为容量超过1 000 MW 的大型燃煤火电厂煤粉炉,总装机容量为25 366 MW。目前德国在役的替代燃料耦合发电厂大部分以污泥为主,其次包括秸秆和废木屑,炉型主要为煤粉炉,少数为流化床。荷兰N+P 回收公司及美国SSI 工程公司通过筛选热值更高、水分更低的原料,制备出次煤及纸塑类替代燃料,磨粉后与燃煤十分接近[4]。
中国对替代燃料的研究起步较晚,最早在1996 年由中科院广州能源所和太原理工大学利用生活垃圾制备替代燃料[5]。目前燃煤电厂掺烧替代燃料原料来源主要为生物质和污泥,如浙能长兴电厂、浙能嘉兴电厂、南京化学工业园热电厂、常熟发电厂利用煤粉炉掺烧污泥,机组容量为330~1 000 MW,掺烧比为1%~8%[6];华能山东日照电厂680 MW 机组(在建)采用直燃耦合的方式,将秸秆先进行制粉处理,再通过气相输送进入煤粉炉,热量混燃比为5%[7]。目前燃煤电厂掺烧替代燃料处于探索性实践阶段,应用案例较少,且多为循环流化床锅炉,掺烧比例较低,均为非标准化替代燃料。
2 煤粉炉适用固体替代燃料制备技术研究
2.1 物理属性
根据煤粉炉的特点,煤粉炉对于用煤的热值、灰分、全水分、粒径都有相应要求。煤粉炉用煤按发热量进行质量等级划分,发热量等级根据煤种和发热量不同划为16 个等级,最低要求为12.54 MJ/kg。为保证煤粉炉炉膛温度及燃料燃烧的稳定性,SRF 热值不宜与煤相差过大。灰分含量越高,可燃成分越少,影响燃料发热量。《商品煤质量发电煤粉锅炉用煤》标准中指出灰分(Ad)应不大于35%,当35%<Ad≤40%时,燃煤发热量应不小于16.5 MJ/kg[8]。因此SRF 应限制灰分含量,并满足相应热值要求,避免对锅炉系统的磨损及不良影响。水分含量会影响替代燃料的热值,增加着火热使着火困难,降低锅炉效率,因此应限制SRF 水分含量。目前,团体标准《火力发电用固体替代燃料》中对煤粉炉用SRF 的低位热值、粒径、全水分、灰分等物理属性提出指标要求,详见表1[9]。
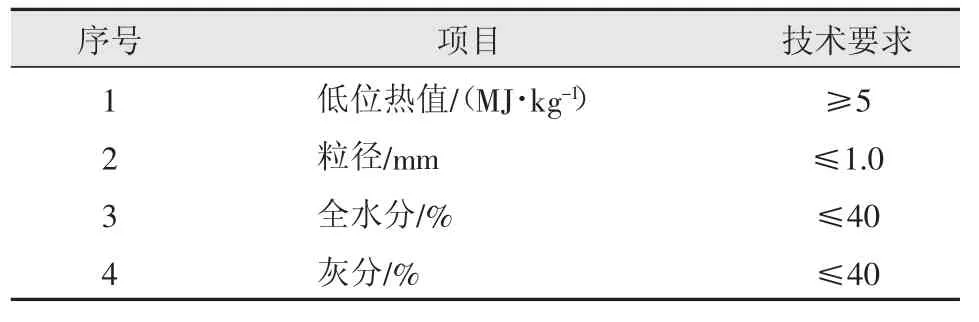
表1 煤粉炉用SRF 主要物理属性指标
燃料的粒度对煤粉炉燃烧有着重要的意义,合适的粒径可以提高煤粉炉燃烧效率,降低锅炉飞灰可燃物损失。针对煤粉炉对粒径要求严格的特点,应严格控制SRF 粒径,团体标准《火力发电用固体替代燃料》中要求SRF 的粒径应不大于1 mm[9]。对于难以破碎的SRF,需采取合适的制粉设备,如锤磨机、辊式磨煤机以满足制粉需求,或对原料进行烘焙处理以增加能量密度和可磨性[10]。为提高SRF 对制粉系统的适应性,还可以将SRF 进行压棒处理,便于磨制、运输和储存。
2.2 化学属性
煤粉炉对燃料中有害元素含量也有一定要求。全硫、氯、磷元素的危害主要表现在对锅炉设备及管道的腐蚀和玷污堵塞,降低锅炉燃烧效率,增加大气污染。汞和砷元素由于其极易挥发性和致癌毒性,通过燃煤燃烧排入大气会对人类身体健康和环境造成很大危害。根据《商品煤质量发电煤粉锅炉用煤》标准,对煤粉炉用煤的全硫含量、磷含量、氯含量、砷含量、汞含量提出了严格的要求[8]。
燃煤电厂的烟气处理设施主要包括脱硫、脱硝和除尘设备。由于烟气量大,较难进行改造,因此在SRF的制备过程中,需注重原料中污染物的源头控制,严格控制SRF 中有害元素入炉量。《火力发电用固体替代燃料》团体标准中对煤粉炉用SRF 提出化学属性指标要求,详见表2[9]。在SRF 制备完成后,应按规范进行采样检测,对标分析有害元素含量,确保有害元素含量达标入炉。
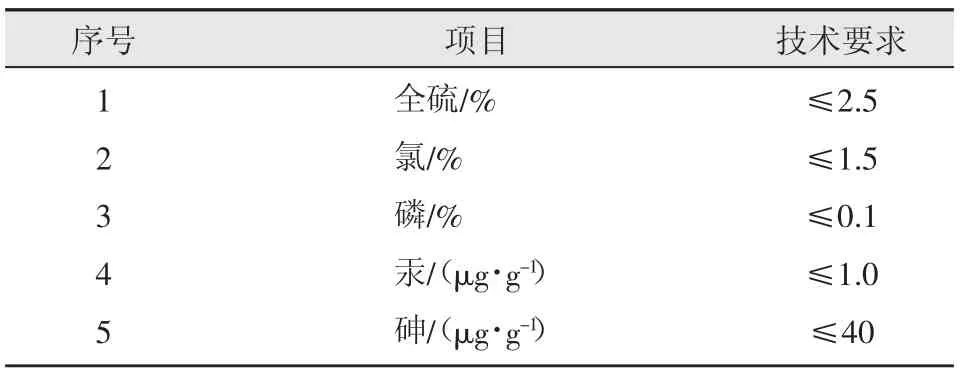
表2 煤粉炉用SRF 主要化学属性指标
3 煤粉炉固体替代燃料掺烧技术研究
3.1 掺烧方式
煤粉炉掺烧SRF 发电通常有3 种技术路线,直燃耦合、气化和蒸汽耦合[11]。直燃耦合是将磨粉后的SRF与煤粉一起送入锅炉燃烧;气化耦合是将SRF 燃烧或气化后生成的气体引入锅炉发电;蒸汽耦合是煤与SRF 分别采用各自的燃烧系统即煤粉炉和SRF 锅炉,两者产生的蒸气进入机组热力系统耦合发电。气化耦合和蒸汽耦合改造成本及运行成本都较高,是直燃耦合的4~9 倍[10]。直燃耦合技术和煤燃烧技术最接近,改造成本最低,更适合我国燃煤机组的现状改造。
挥发分和水分含量是影响燃烧的关键因素,在直燃耦合中,对于挥发分较高的SRF,应控制送风温度,适当调节一、二次风的风速,避免燃烧器提前着火进而造成燃烧器表面结焦或烧毁;对于含水率较高的SRF,应控制掺烧量并且与煤进行充分混合,避免堵塞煤仓下料口及磨煤机入口。考虑降低改造成本及减小对煤粉燃烧系统的影响,在实际改造过程中,SRF 通常从最上层喷入煤粉炉[12]。
3.2 掺烧比例
SRF 相对煤具有低灰分、高挥发分的特点,适量掺烧SRF 可以降低混合燃料的燃点、提高反应活性、提高燃烧速率,从而改善煤粉炉燃烧特性,提高燃烧稳定性。根据掺烧工艺,直燃耦合中利用备用磨煤机单独磨制和共用磨煤机磨制的掺烧量质量比为5%~10%,利用SRF 专用磨煤机磨制掺烧量质量比最高为20%[13]。根据文献调研国内燃煤电厂掺烧污泥、生物质的掺烧比情况,见表3[6,7]。由表3 可知,掺烧比例大都小于10%。综合考虑煤粉炉对粒径的要求及对制粉系统出力的影响,直燃耦合初期掺烧比例控制在10%以下,待锅炉系统能够稳定运行后可逐渐提高。
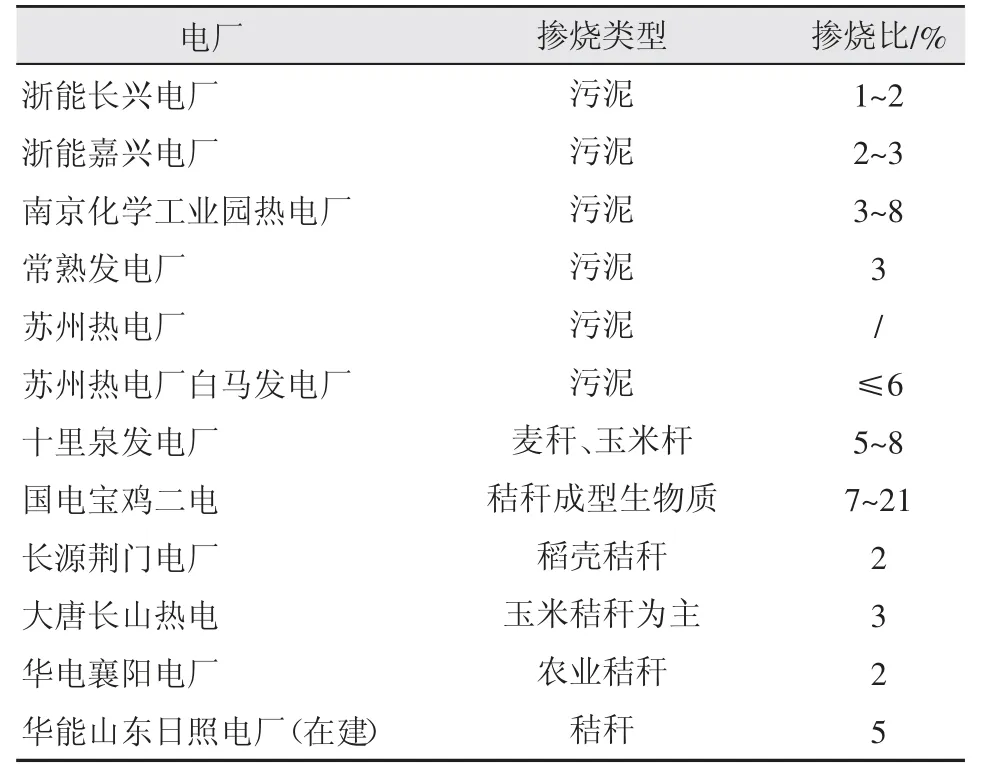
表3 燃煤电厂掺烧替代燃料比例
3.3 污染控制
掺烧SRF 后产生的主要污染物包括颗粒物、二氧化硫、氮氧化物、氯化氢、汞及其化合物、二恶英、重金属等,目前燃煤电厂的环保设施为除尘、脱硫、脱硝,对其他污染物缺少相应治理措施,在掺烧后应重点关注污染物排放情况。应对照相关排放标准,分析掺烧SRF对污染物污染浓度产生的影响;按照规范要求选取炉渣、粉煤灰,检测其成分判断掺烧产生的影响。在SRF掺烧过程中,应同步进行锅炉排放污染物测试,在除尘器出口监测各项污染物排放浓度,以满足达标排放要求。由于锅炉烟气量、炉渣、煤粉灰等产生量巨大,并且燃煤及SRF 的来源不固定,单个采样结果无法拓展到其他时段,因此应该通过控制入炉燃料的特征污染物满足相关控制指标,同时再配合企业自行检测的方式进行控制。
国内现阶段缺少燃煤电厂掺烧SRF 的专用排放控制标准,目前排放标准引用不同行业标准,一般参照《生活垃圾焚烧污染控制标准》(GB 18485—2014)或《危险废物焚烧污染控制标准》(GB 18484—2020)。2020 年7 月,生态环境部立项《燃煤锅炉协同处理固体废物污染控制标准》的制定,预计2023 年发布。
4 制约因素分析及建议
4.1 政策方面
鼓励政策方面,近年来国家及地方从政策层面不断推进燃煤电厂掺烧替代燃料发电,现有政策主要以协同处置为目的,现状利用方式粗放,对废弃物的热值利用效率较低。相关研究表明,一般替代燃料的平均化石CO2排放量约为普通煤炭的30%,可有效降低化石能源碳排放。针对生物质、污泥,目前已有明确的碳减排核算、税收补贴等支持政策。随双碳目标的提出,通过实现替代燃料标准化,SRF 将成为巨大潜力的燃料资源,为促进替代燃料的资源化利用,建议从碳指标、税收优惠等方面给予政策支持。
标准体系方面,欧盟、美国、日本等国家已针对替代燃料建立了系统、成熟的标准体系,国内标准体系建设刚刚起步,目前出台了关于SRF 4 项团体标准,但由于在产品、检验监测、污染物排放等方面缺乏相应的强制性标准,制约其应用推广,建议尽快出台高层次强制性标准。
4.2 技术方面
前端技术方面,目前煤粉炉掺烧SRF 在技术上可行,但缺乏成熟高效、掺混比例灵活可调且高效的燃烧技术[7]。由于SRF 物料复杂、韧性较强,具有一定破碎难度[14],在物料输送过程中易发生磨制粒径不均、燃料堵塞搭桥、影响制粉系统出力等情况[15]。建议大力开展SRF 掺烧的相关基础研究,解决SRF 粉碎、上料、高效燃烧及SRF 掺烧比例等方面的技术难题。同时加强燃煤电厂煤粉炉掺烧SRF 示范试点,在国家试点项目的推动下更快地发展。
末端技术方面,针对SRF 掺烧的污染物管理与排放控制要求有待完善,缺少对掺烧产生的新增污染物的自行监测管理要求,建议加强环境监管,明确监测要求,确保污染物达标排放。燃煤电厂缺少针对掺烧新增污染物的烟气治理措施,缺少对烟气治理措施的适应性与有效性评估[2],建议燃煤电厂实施规模化掺烧前开展小规模掺烧实验,通过对排放烟气现场监测,对现有烟气治理设施有效性进行评估。
4.3 市场方面
供给方面,替代燃料供给市场处于起步阶段,原料供应量及产品价格波动较大,同时电厂对于替代燃料的供应可靠性和品质稳定性要求较高,因此需建立健全农、林、工等废弃物的集、收、储、运和初加工产业链,促进其全面均衡发展,推动建立全国性替代燃料供需市场。
需求方面,目前替代燃料单位热值价格低廉,可节省一定的燃煤成本,随着双碳要求的落地,考虑未来碳交易背景,较高的碳税及碳配额差额可产生显著的经济效益,将促进需求市场的大力发展。
5 结语与展望
面对双碳压力,电力行业绿色低碳转型势在必行,煤粉炉掺烧SRF 在国外已有广泛应用,具备技术可行性。我国可燃性固体废物来源广泛、产量丰富,掺烧SRF 在减少CO2排放和替代燃煤方面的潜力巨大。目前国内利用煤粉炉掺烧SRF 处于初期探索、试错阶段,主要制约因素包括掺混技术有待开发、掺烧环境管理与排放控制要求有待完善、缺少补贴政策和强制性产品标准以及SRF 供需市场尚未建立。建议加强掺混技术研究,通过燃煤电厂煤粉炉掺烧SRF 示范试点,对燃煤电厂掺烧SRF 进行烟气排放及环境影响评估;加强环境监管,尽快出台相关排放标准、强制性产品标准以及激励政策,积极推进燃煤电厂掺烧科学、规范、绿色发展。
