小蜜蜂便携式数控切割机在钢板切割中的应用
2023-11-02黄诗焘
黄诗焘
中国化学工程第六建设有限公司 湖北襄阳 441100
小蜜蜂便携式数控切割机(以下简称小蜜蜂)相对于龙门数控切割机具有体积小、重量轻,可任意移动,不占固定场地的特点。其切割精度为±0.5mm/ m,能够满足施工现场卷管、钢结构、非标制作中钢板的切割要求。
中国化学工程第六建设有限公司(以下简称六化建)使用的小蜜蜂为火焰等离子两用,配置华远LGK- 120IGBT 等离子切割机、上海方菱F2100B 数控主机、海斯HP105 数字式弧压调高器,整机尺寸2m×6m(带导轨、悬臂)。以下主要介绍六化建在卷管和非标制作中关于小蜜蜂的使用方法及质量控制措施。
1 小蜜蜂的介绍与安装
(1)小蜜蜂导轨长6m,有效切割长度为5.6m;悬臂长2m,有效切割长度为1.56m。
(2)六化建使用的小蜜蜂只能用于钢板的切割,切割钢板的尺寸不能大于1.56m×5.6m。
(3)小蜜蜂切割场地宽度为4.5m,长度为13m。
(4)小蜜蜂轨道放置在由2 根25a 槽钢制作的6m长支座上,支座旁边铺设一张宽2m、长12m 的钢板,钢板上方每隔300~400mm 点焊高度100mm、长度比钢板宽度略短的长条作为支撑件。钢板与支座点焊固定在一起,制作成支撑平台。支撑平台制作成型后如图1 所示。

图1 支撑平台制作
(5)轨道安装后应对轨道进行调直,采用轨道两端拉粉线法进行测量,调直轨道。轨道随机固定方式为轨道两端固定,中间部位没有固定,当切割悬臂伸出过长时会导致切割机带动轨道倾斜晃动,严重时会把割咀处顶到钢板上造成喷嘴损坏。因此,在调直轨道后,采用图2 的方法在支座上焊接角铁夹紧轨道进行固定,保证轨道和小蜜蜂的稳定性。

图2 轨道固定方式
(6)把小蜜蜂数控切割机安装到轨道上,接好数据线、电源线、等离子切割把线,并将等离子切割机、气泵放置在轨道中部位置。
2 小蜜蜂的调试
小蜜蜂操作面板上,F1—F8 为功能键,在不同界面下有相应的功能提示,按提示操作即可。操作面板上的X为设置切割速度;Y 为设置手动移动速度;F 为设置手动移车方式,可点动、连动和定长;START 为开始启动切割;Space 为进入切割界面;1~9 为数字输入键;ENTER为确认键;ESC 为取消键。
首先让小蜜蜂行走到轨道最前端,并把悬臂行走到最短处;然后在支撑台上按照割咀的位置做好标记,将制作好的固定块(固定块与切割钢板上表面齐平或略低)按照标记的位置焊接在支撑平台上,前端焊接3 处(2m宽)、内侧焊接5 处(6m 长),以便调整钢板切割件时固定位置;在外侧每隔2~3m 焊接一块14mm 厚100mm×100mm 的垫块最为调整支点。虽然小蜜蜂有钢板角度校直功能,由于有效切割宽度过小,而实际切割的钢板宽度仅为1.53m,为了方便切割,采用了人工钢板校直。
3 小蜜蜂使用说明
以下以卷管钢板切割为例对小蜜蜂的使用进行说明,切割套料编程软件使用的是小蜜蜂配套的SmartNest软件(需要USB 锁)。
3.1 卷管钢板套料操作
(1)使用CAD 软件把需要切割的部件保存为一个单独的文件,保存格式为CAD2007 版。
(2)打开SmartNest 软件,把保存好的CAD 文件导入软件中,此时会在软件左侧生成零件图,单击零件图可以设置零件数量。如果CAD 图形导入不显示图案,使用CAD 软件检查图形绘制是否有误,修改无误后再导入。SmartNest 软件操作界面如图3 所示。
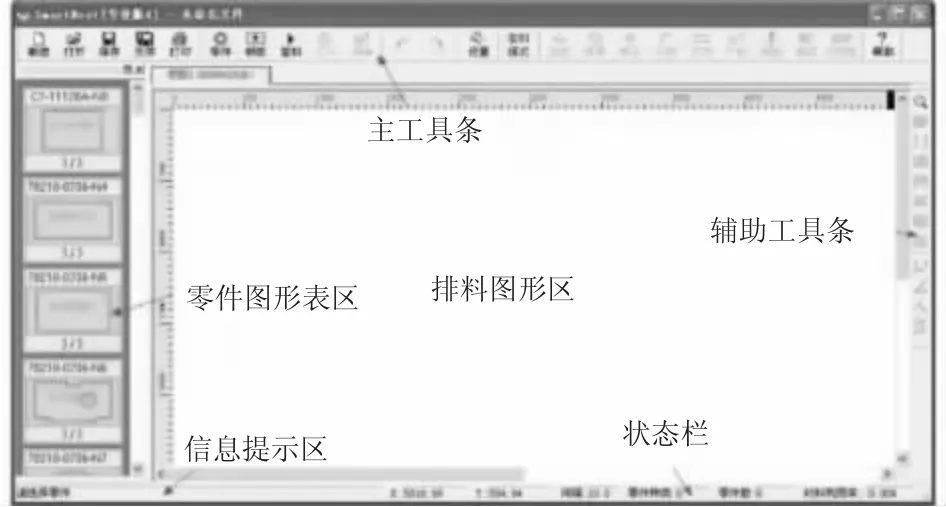
图3 SmartNest 软件操作界面
(3)设置钢板规格。
(4)点击套料按钮会自动生成套料图,对自动生成的套料图进行手动微调。微调后完成的套料图如图4 所示,四个部件三条公共边。
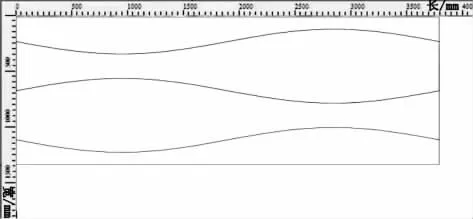
图4 生成的套料图
(5)点击“套料模式”切换为切割模式,再点击“轨迹”,可对有公共边的切割缝进行合并,并生成切割轨迹。
(6)点击模拟按钮,软件会自动进行切割模拟,检查切割是否有误。
(7)模拟无误后,点击“NC 编程”选择“海宝系统”,再点击“自动生成NC 代码”,软件会自动生成切割文件,将切割文件保存并拷贝到U 盘里。
3.2 切割钢板吊装
采用行车把钢板吊至支撑平台上,接近前方和内侧固定点时钢板落下;使用撬杠在调整支点处微调切割钢板的位置,使其前端和内侧顶住固定块;然后使用角尺测量钢板内侧前端、后端与轨道支座的距离,差值≤1mm 即可,检查无误后松掉钢丝绳。
3.3 小蜜蜂切割操作
(1)把U 盘插入到主机USB 接口上,然后按F2 文件管理,按照提示把切割文件拷贝到主机内,并调整好割咀的垂直度。
(2)按F2 文件管理按照提示选中拷贝的切割文件,按ENTER 确认,此时会在主机屏幕上生成切割图形。
(3)使用方向键调整割咀位置对应好切割文件的零点,然后按F8 键坐标清零设置好零点;根据切割板的厚度设置小蜜蜂的切割速度,按START 键开始切割,切割完毕自动停止。
(4)切割完毕后,根据切割件的大小使用人工或行车转移切割好的零件,使用气割工具或砂轮机切割剩余边框以便倒运。
(5)切割过程中如遇到问题可以按STOP 键停止。处理完毕后,按START 键从停止处继续切割。
4 质量控制措施和注意事项
(1)由于小蜜蜂的排版和切割文件是SmartNest 软件自动生成的,要从源头开始保证切割质量。使用CAD画图要检查零件尺寸,确保尺寸正确,并要考虑切割时的切割缝损耗。在使用CAD 画图时,零件要比原尺寸大2mm,以保证切割后零件尺寸不会偏小。
(2)画好零件后,单独保存为2007 版文件;打开套料软件导入零件进行排版,排版完毕切换成切割模式,选择轨迹,对共边的切割线进行合并;然后选择干涉检查零件是否全部在钢板内,再选择模拟命令模拟检查切割轨迹否有错误;模拟无误后,生成切割文件。
(3)在零件切割前应把等离子割咀对准零点位置,然后运行预切割程序将整个切割线在钢板上行走一遍,检查看是否有问题,以免直接切割时出现问题。
(4)预切割行走无误后,启动切割按钮进行切割。切割时应观察切割的效果,随时对切割速度进行调整,以达到较好的切割速度和切割质量。特别要注意,防止速度过快把钢板割透。
(5)在切割过程中要观察切割的等离子把线。由于小蜜蜂等离子把线没有固定,随着悬臂的伸缩等离子把线会来回移动,所以要防止等离子把线把割咀拉斜,影响切割质量。
5 小蜜蜂的优缺点
5.1 优点
(1)使用CAD 画出零件,用配套软件进行套料并生成切割文件,套料软件根据零件板材大小自动生成排版图仅需微调即可。不需要铆工在钢板上划线,尤其是带有曲线的零件,不需要专门做样板。
(2)相对于人工切割,切割速度稳定,切割质量高。
5.2 缺点
(1)小蜜蜂切割地点相对固定,需要与行车(或吊车)配合使用。
(2)对于小批量的钢板切割,小蜜蜂不如人工切割灵活。
(3)相对人工切割,操作人员需要一定的培训,目前操作人员较少。
(4)小蜜蜂等离子把线没有固定,随着悬臂的伸缩等离子把线会来回移动,有时离子把线会将割咀拉斜,影响切割质量。
(5)如果在切割过程中,因为各种原因关机,小蜜蜂不能从中断处再开始切割,因此使用小蜜蜂时一定要在关机前切割完毕。
表1 为切割9 个Φ1620mm×10mm 卷管弯头(30°部件),使用小蜜蜂切割与人工切割的成本对比。可见,虽然小蜜蜂购买机器时投入较大,但是与常规人工切割相比使用过程中可以节约大量成本。
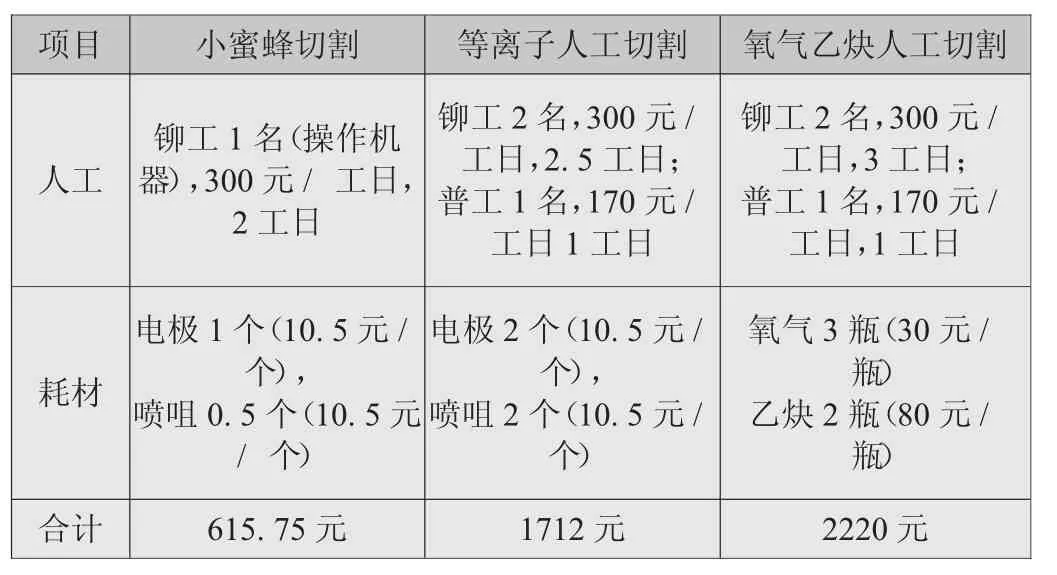
表1 小蜜蜂切割与人工切割的成本对比
6 结语
综上所述,小蜜蜂配套排版和切割软件在进行批量钢板切割时,可有效节约成本,提高工作效率。
(1)六化建使用的小蜜蜂有效切割宽度为1.56m,长度为5.6m,只能切割小于这一尺寸小的部件,对于较大的部件不能切割。建议以后采购有效切割宽度为2m、长度为12m 的型号,这样可以覆盖施工常用板材的规格。
(2)熟练的操作人员可以提高机器的效率,建议每个项目队设专人进行小蜜蜂的操作。