发动机关键零部件清洁度检测方法研究
2023-11-01李国田吴涛阳
郝 婧 王 珊 李国田 王 威 吴涛阳
(中国汽车技术研究中心有限公司 天津 300300)
引言
清洁度作为汽车发动机和其他零部件的一项重要质量指标,在国内外汽车领域受到越来越多的关注。发动机作为汽车的引擎,是汽车的核心构件。发动机的清洁度是评价发动机质量的一个重要指标,发动机的整机清洁度水平与各零部件表面所残留的污染物密切相关。该部分污染物可能导致零部件表面磨损加剧,严重影响发动机的可靠性和耐久性。因此,需对发动机的清洁度加以管理和控制。
为了使国内的清洁度检测及评价标准适应当前的发动机质量水平提高需求,GB/T 41481-2022 《道路车辆零部件和系统的清洁度》[1]标准已发布实施。本文基于GB/T 41481-2022 标准,结合发动机关键零部件的技术特点,阐述了发动机相关零部件的清洁度检测方法,探索建立清洁度评价体系,以便有助于企业提高发动机清洁度的控制水平。
1 清洁度检测评价方法现状
1.1 传统的颗粒提取方法
传统的颗粒提取方法一般是采用手工冲洗的方法,所使用的仪器设备如图1 所示。

图1 传统的清洁度检测装置
先用洗瓶对零部件的规定检测部位进行冲洗,并将冲洗后的清洗液收集起来;之后,将带有颗粒的清洗液倒入过滤漏斗中,经过一系列的过滤和烘干滤膜表面的清洗液操作之后,得到带有颗粒的滤膜。这种传统的手工冲洗以及抽滤瓶过滤方法极易受到操作环境清洁度的影响,且误差较大,非常容易导致对清洁度检测结果的误判。
1.2 传统的颗粒分析方法
传统的颗粒分析方法一般是采用质量分析的方法,用天平对过滤前后的滤膜进行称重,并将测量结果作差后得到颗粒的质量。此种分析方法只能对颗粒的质量进行分析,已无法满足当前的发动机零部件品质要求。对于燃油供给系统的零部件和润滑系统的零部件来说,仅仅用颗粒的质量来评价并不合理,其大小和数量会影响它们的使用寿命。
1.3 传统的清洁度评价方法
传统的清洁度评价方法通常是采用颗粒的质量来评价,例如单个零部件表面的清洁度为XX mg/cm2,或单台总成的清洁度为XX mg。此评价方法可以在一定程度上量化杂质颗粒的总数,却可能掩盖大颗粒的不对称危害。
综上所述,传统的发动机清洁度检测评价方法主要包括颗粒提取、颗粒分析和清洁度评价3 个步骤,具体内容见表1。
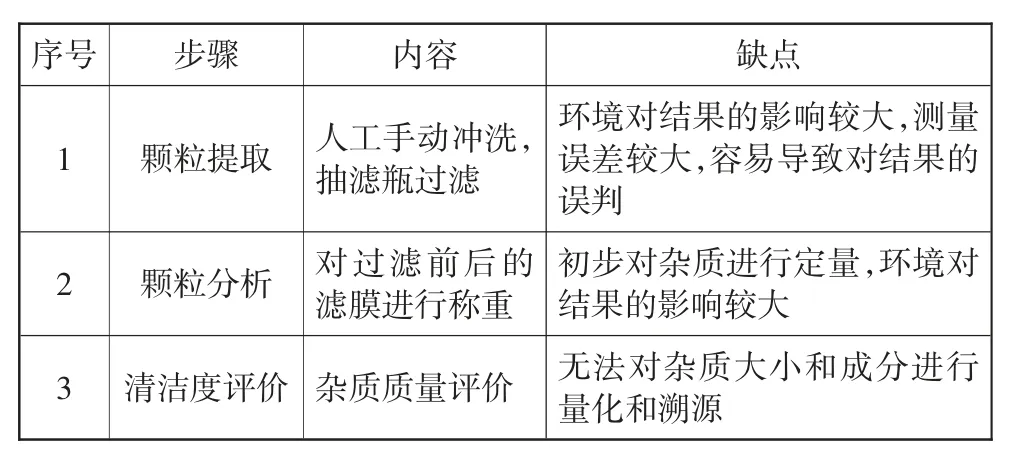
表1 传统的发动机清洁度检测评价方法与不足
2 先进的清洁度检测评价方法
目前,GB/T 41481-2022《道路车辆零部件和系统的清洁度》标准已发布实施。该标准提出了更科学的颗粒提取方法、颗粒分析方法和清洁度评价方法,不仅能够进一步减小检测环境对结果的影响,还能实现对颗粒定性和定量的全面分析。本文基于此标准对清洁度检测评价方法涉及的流程进行进一步解释与分析。
2.1 试样选取
由于试样的清洁度会受到一些外部条件的影响,用于清洁度检测的样品须确定抽样时间及地点。例如,是在清洗工序后,还是在交付到组装线时。同时,在对试样进行处理时,须符合清洁度要求,不能将外部污染物带入试样本身。
2.2 试样包装
试样包装必须满足一定的清洁度要求,并且还能对试样进行保护。例如,要求其具备一定的耐磨性,防止试样本身产生脱落的颗粒;还要具备良好的密封性,防止外部颗粒进入试样。而且,与试样直接接触的薄膜和袋子必须是未经使用的、干净的一次性包装薄膜和密封袋。
2.3 试样存储和运输
用于清洁度检测的试样,其运输路程须尽可能短,取样和运输间的时间间隔要尽可能短一些。同时,在运输过程中要避免出现震动,可在运输包装内采取一定的保护措施。
2.4 清洁度检测环境
国内传统的清洁度检测标准中,对清洁度检测环境的要求是其室内降尘量不大于40 mg/m2,室内降尘量的检测方法是将表面涂有机油的白瓷盘放置在检测环境中,24 h 后,用溶剂油清洗白瓷盘表面,经过过滤、烘干和称量后,得到单位面积的降尘量。而在GB/T 41481-2022 标准中,对清洁度检测环境做出了新的规定,即清洁度检测须在洁净室进行。洁净室的定义来自GB/T 25915.1-2021《洁净室及相关受控环境第1 部分:按粒子浓度划分空气洁净度等级》[2]标准,此标准中详细规定了洁净室空气洁净度的分级,它以粒径浓度来表示。同时,还详细说明了空气洁净度的测量方法。
2.5 先进的颗粒提取方法
随着发动机零部件质量的提高,对其清洁度限值要求也进一步提高,从而推动了杂质颗粒提取方法的革新。目前,国内外常用的颗粒提取方法有压力冲洗法、超声波清洗法、晃动清洗法、空气吹扫法。具体方法的选择需依据零件的大小、几何形状以及有效工作区域来确定。目前,使用较为广泛的颗粒提取方法是使用一体化的压力颗粒萃取设备来提取。此类设备可以实现从零部件放入到颗粒提取再到设备自清洗均为全封闭操作,且设备内部与环境之间的压力差可以避免将环境中的杂质引入,从而能够很大程度上降低检测过程产生的系统误差。与此同时,此类设备还能够设置冲洗压力、冲洗时间、冲洗角度和清洗液液量和流量等参数,不仅能够降低颗粒提取过程的人为操作误差,还可以提高颗粒提取效率。
图2 所示为某公司生产的一台典型的一体化压力冲洗设备。

图2 一体化压力冲洗设备
2.6 先进的颗粒计数分析方法
随着发动机技术的发展,为了进一步提高产品质量,传统的颗粒质量分析方法已经不能满足对杂质颗粒的分析要求,需要进一步确定杂质颗粒的大小、数量和类型[3]。目前,厂家采用的颗粒计数分析设备有光学显微镜、通用金相显微镜和体视显微镜。这些分析设备均配备成熟完善的颗粒分析系统,还配置自动焦距调节、明/暗场光学系统及全自动载物台。具备良好的重复性及再现性,可以根据分析人员的需求对颗粒大小进行分类,还可以对纤维、非金属颗粒、金属颗粒进行准确度较高的区分。光学显微镜的分辨率一般在800 万像素左右,放大倍数可高达1 000x,能够识别小至5 μm 的颗粒。但它也存在一定的缺点,即不能准确识别颗粒的化学成分,从而不能准确得到异常颗粒的来源,无法从根源上避免异常颗粒的出现。
2.7 先进的颗粒成分分析方法
由于采用一般的光学显微镜只能初步地将杂质分为金属颗粒、非金属颗粒和纤维,当非金属颗粒具有明亮反射的光泽时,会被识别为带金属反射的金属颗粒,具有发生误判的风险。采用扫描电镜与能谱分析仪(SEM/EDX)对颗粒的成分进行进一步分析,能更准确地得出杂质颗粒的性质及来源。SEM/EDX分析法是利用扫描电镜对颗粒物进行计数和测量,并通过能量色散X 射线光谱仪确定其材料成分的一种综合分析方法。其原理是聚焦电子束在颗粒表面扫描成像,与颗粒相互作用后产生二次电子发射,这些二次电子信号能够表征颗粒表面的某些物理或化学性质。
图3 所示为采用SEM/EDX 分析法得到的典型颗粒的形貌和成分分析结果。
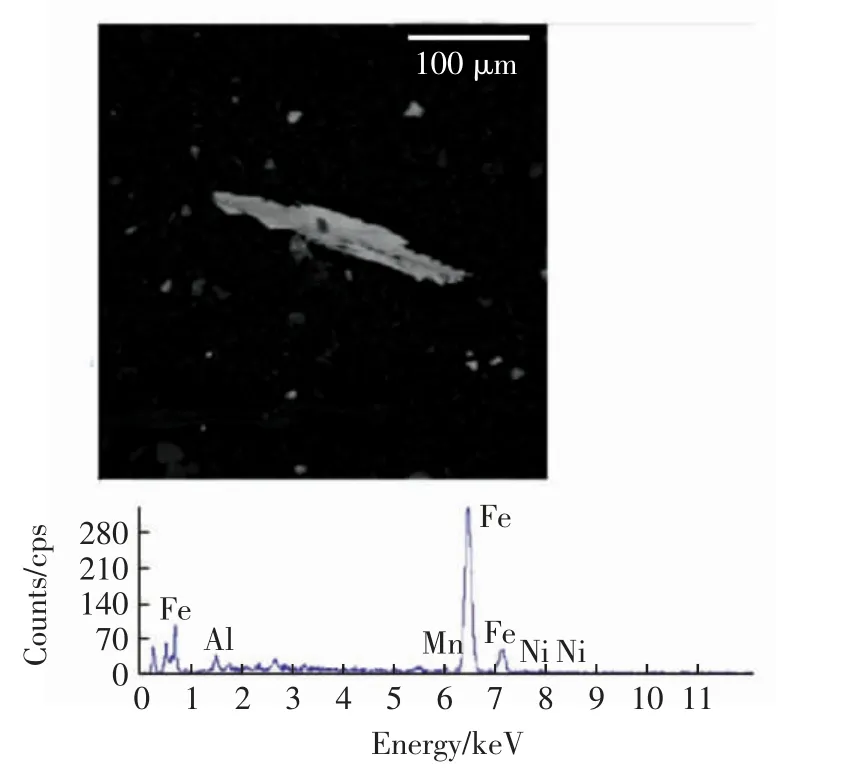
图3 颗粒形貌和成分的SEM/EDX 分析图
2.8 先进的清洁度评价方法
随着清洁度检测评价标准及方法的发展,由最初的杂质质量评价逐渐拓展到采用杂质质量、颗粒尺寸和数目对颗粒进行分级评价。
表2 为某公司产品的颗粒分级评价要求。
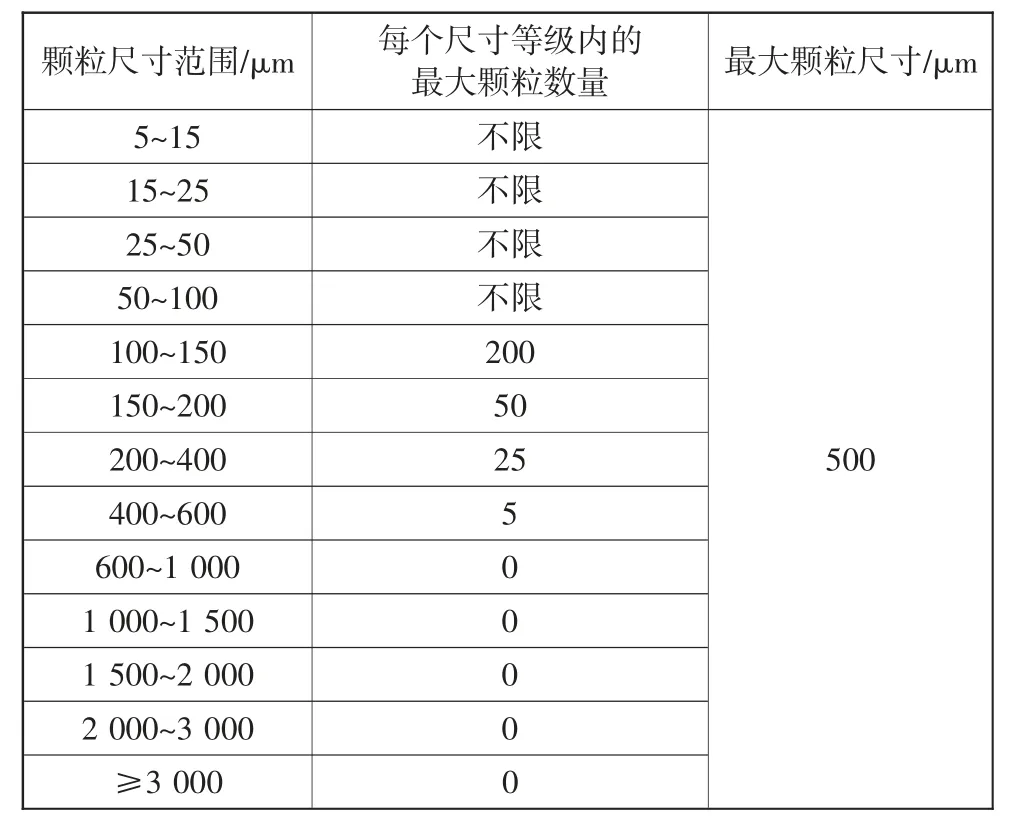
表2 某公司产品的颗粒分级评价要求
3 发动机清洁度检测方法研究
发动机的关键零部件包括燃料供给系统、润滑系统以及进排气系统、冷却系统等外围件,因此,一般对接触机油、燃料、空气和水的零部件清洁度有其相应的特殊要求[4]。大致将这些零部件分为燃料供给系统和进排气系统、润滑系统、其它类。
不同种类的发动机关键零部件由于其形状结构有差异,功能区域也大不相同,具体采用哪一种清洁度检测方法是由被测零部件的大小、几何形状和功能区域的位置来确定的。因此,对不同种类的零部件,要选择其最佳的颗粒提取方法。
以活塞环为例,通过采用冲洗和超声波清洗2种颗粒提取方法,分别在初始设定的条件下进行6次重复衰减试验,并对比分析2 种提取方法下的衰减试验结果。
表3 为在冲洗压力为0.1 MPa、冲洗液流量为1 L/min、冲洗时间为1 min 的初始试验条件下测得的活塞环衰减结果。
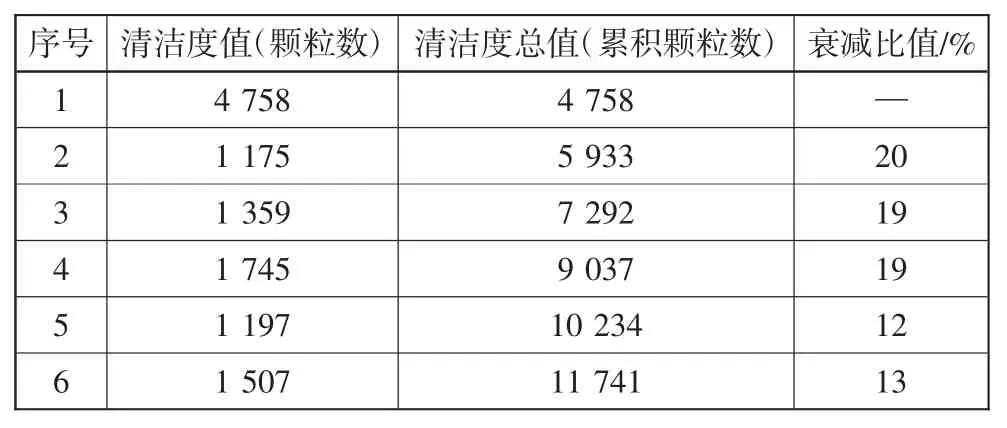
表3 冲洗活塞环的衰减试验结果
从表3 可以看到,6 次试验测得的活塞环表面颗粒数目并没有均匀稳定地衰减,衰减比值也没有达到≤10%的要求,说明此方法不适用于活塞环的清洁度检测。
表4 为采用超声波清洗方法在频率为40 kHz、功率为50%、清洗时间为1 min 的初始试验条件下测得的活塞环衰减结果。
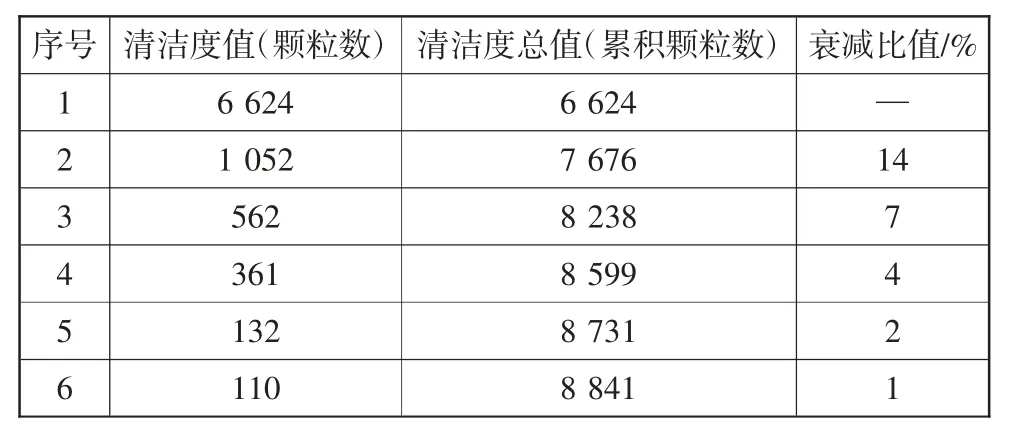
表4 超声波清洗活塞环的衰减试验结果
从表4 可以看到,6 次试验测得的活塞环表面的颗粒数目稳定地衰减,其中,第3 次试验的衰减比值已达到≤10%的要求,说明此方法适用于活塞环清洁度检测。
基于上述研究,可确定不同种类的发动机关键零部件的清洁度检测(颗粒提取)方法,见表5。
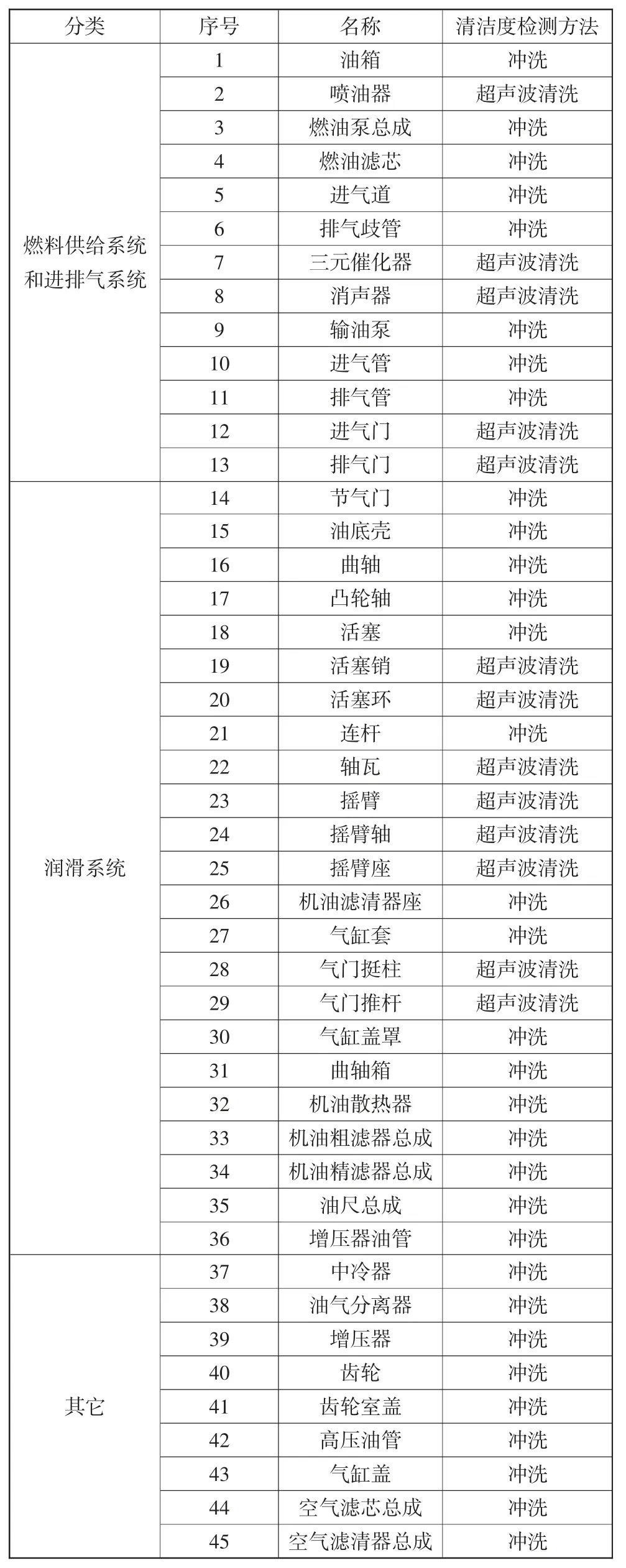
表5 发动机关键零部件的清洁度检测方法
4 结论
本文对比分析了国内传统的清洁度检测评价方法和GB/T 41481-2022《道路车辆零部件和系统的清洁度》标准中的清洁度检测评价方法。相比于国内传统的清洁度检测标准,GB/T 41481-2022 标准在颗粒提取、颗粒分析和清洁度评价方面更加先进。GB/T 41481-2022 标准从试样的选取、包装、运输、检测环境到后续的检测、分析都做了详细的规定,形成了较为完备的检测评价方法体系。通过对活塞环的清洁度检测方法进行研究,得到了发动机关键零部件的清洁度检测方法,有助于企业建立一套先进和完整的发动机清洁度检测评价体系。
