基于FESTO实验平台的盖章机气动系统的设计与实现
2023-10-30彭先丽
彭先丽
(昆明铁道职业技术学院,云南 昆明 650208)
盖章机在生活中应用较广,如高等院校、工厂企业和行政机关等。目前较多的是手动盖章,不但操作强度大、效率低,还存在印章质量不稳定、字迹不清晰等缺陷。全自动盖章机的发明将解决人工盖章时存在的隐患,减少办公室的盖章业务的工作量,减少人工操作,促进业务发展,降低企业运营成本,提高经济效益和工作效率[1]。因此,市场上对盖章自动化设备的需求日益增长。
目前市场已有的自动盖章机无法满足不同的工况需求,并且多数自动盖章机选用PLC 为系统的控制器,依靠编写PLC 梯形图进行自动盖章[2]。尽管PLC 控制系统具有结构简单、编程方便、调试周期短、可靠性高、抗干扰能力强、故障率低和对工作环境要求低等特点,但PLC 价格昂贵,操作者需要对PLC 的编程和控制有一定了解。因此,将PLC作为控制器的自动盖章机并不适用于所有盖章场合。
基于上述原因,该文对自动盖章机构的控制系统进行了研究,考虑自动盖章机的输出力不大,结合气压传动具有的突出优点,该文设计的自动盖章机采用气动控制系统进行控制。该气动控制系统不仅能实现自动盖章的功能,还能实现自动盖章机运行过程的循环控制。该自动盖章机对降低劳动强度、提高工作效率和增强自动盖章机对不同工况的适应性具有重要的现实意义。
1 盖章机气动控制系统总体设计
该盖章机气动控制系统能自动控制盖章物品的推料、盖章及送料,整个控制系统主要采用气动控制系统回路、电气控制回路、各种传感器及行程开关等来控制,该文在设计中采用多个传感器和行程开关对盖章过程的位置进行监控。
1.1 盖章机气动系统设计及原理分析
该文设计的盖章机采用气动控制方式。分析自动盖章机的工况要求,执行机构要能实现盖章过程中的推料、盖章和送料3 个工作环节,该过程分别由3 个气缸来进行控制,包括平移气缸A、垂直气缸B 和推出气缸C。平移气缸完成推料过程的控制,垂直气缸完成盖章过程的控制,推出气缸完成送料过程的控制,具体控制要求如下:1)按下启动按钮开关SB1时,平移气缸A活塞杆向前伸出到达B2位置,把需要盖章的物料往前推至垂直气缸B 正下方。2)当平移气缸A 活塞杆到达B2位置时,垂直气缸B 的活塞杆向下伸出,准备在物料上“盖章”,同时平移气缸A 回缩复位至B1位置。3)垂直气缸B 活塞杆到达SQ2位置盖完章后,自动回缩复位至SQ1位置。4)盖章结束后由推出气缸C 将物料推出,完成一次盖章过程,并为下次盖章做准备,气缸C 的行程由行程开关SQ3和SQ4控制。5)气动盖章机完成一次盖章后自动进行下一个盖章过程,如此循环动作。6)当按下停止按钮开关SB2时,3 个气缸运行完一个周期后停止。
整个气动系统的设计中用到的气动元件较多,有方向控制阀、流量控制阀、压力控制阀、各种传感器和行程开关等。该文根据自动盖章机的控制要求设计出盖章机的气动系统原理图,气动系统原理图如图1所示。

图1 盖章机气动系统原理图
1.2 盖章机气动系统的电磁铁动作顺序表
为保证盖章机能按预设的规定动作过程来运行,控制各个气缸的电磁阀之间要按一定的先后顺序来依次动作。分析盖章机的动作循环过程,列出盖章机电磁铁动作顺序表,见表1。
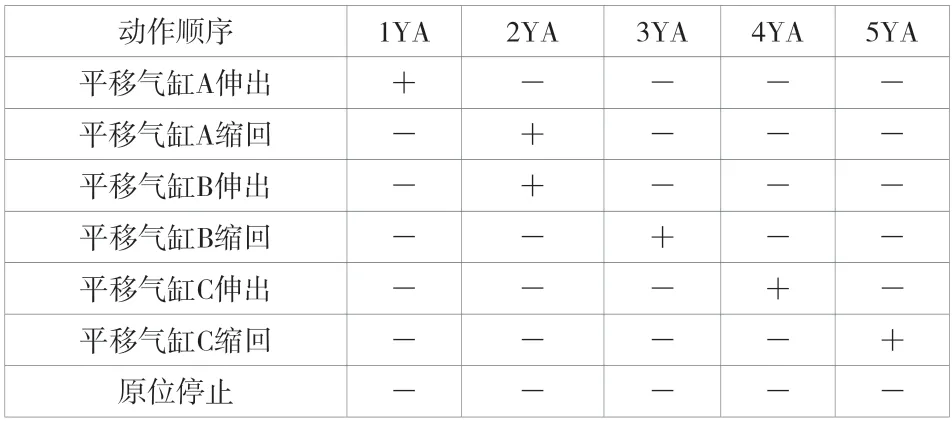
表1 盖章机的电磁铁动作顺序表
1.3 盖章机气动系统的工作原理分析
结合图1 及表1,盖章机气动系统中3 个气缸的动作过程分析如下。
1.3.1 平移气缸A 的前伸过程
平移气缸A 的前伸过程由二位五通单电控换向阀控制,当1YA 得电时,二位五通单电控换向阀的左位工作,平移气缸A进行盖章机的推料动作,气路的具体连接如下。
进气回路:气源→二联件→二位五通单电控换向阀(左位)→平移气缸A(左腔)→A 缸伸出完成推料过程。
排气回路:平移气缸A(右腔)→单向节流阀6 →二位五通单电控换向阀(左位)→大气。
平移气缸A 的活塞伸出速度由单向节流阀6 调节。
1.3.2 垂直气缸B 的前伸过程
垂直气缸B 的伸缩过程由二位五通双电控换向阀控制,当2YA 得电时,二位五通双电控换向阀左位工作,垂直气缸B 进行盖章机的盖章动作,气路的具体连接如下。
进气回路:气源→二联件→二位五通双电控换向阀4(左位)→垂直气缸B(上腔)→B 缸伸出完成盖章过程。
排气回路:垂直气缸B(下腔)→单向节流阀7 →二位五通双电控换向阀4(左位)→大气。
垂直气缸B 的活塞伸出速度由单向节流阀7 调节。
1.3.3 送料气缸A 的缩回过程
气缸B 前伸的同时,1YA 失电,推料气缸A 缩回。气路的具体连接如下。
进气回路:气源→二联件→二位五通单电控换向阀(右位)→平移气缸A(右腔)→A 缸缩回。
排气回路:平移气缸A(左腔)→单向节流阀6 →二位五通单电控换向阀(右位)→大气。
1.3.4 送料气缸C 的前伸过程
送料气缸C 的伸缩过程由二位五通双电控换向阀控制,当4YA 得电时,二位五通双电控换向阀左位工作,送料气缸C 进行盖章机的送料动作,气路的具体连接如下。
进气回路:气源→二联件→二位五通双电控换向阀5(左位)→送料气缸C(左腔)→C 缸伸出完成送料过程。
排气回路:送料气缸C(右腔)→单向节流阀8 →二位五通双电控换向阀5(左位)→大气。
送料气缸C 的活塞伸出速度由单向节流阀8 调节。
1.3.5 送料气缸B 的缩回过程
当送料气缸B 前伸至压到SQ2时,4YA 得电,垂直气缸B 缩回。气路的具体连接如下。
进气回路:气源→二联件→二位五通双电控换向阀4(右位)→垂直气缸B(下腔)→垂直气缸B 缸缩回。
排气回路:垂直气缸B(上腔)→单向节流阀7 →二位五通双电控换向阀4(右位)→大气。
1.3.6 送料气缸C 的缩回过程
送料气缸C 的缩回过程由二位五通双电控换向阀控制,当5YA 得电时,二位五通双电控换向阀右位工作,送料气缸C 缩回,气路的具体连接如下。
进气回路:气源→二联件→二位五通双电控换向阀5(右位)→单向节流阀8 →送料气缸C(右腔)→送料C 缸缩回。
排气回路:送料气缸C(左腔)→二位五通双电控换向阀5(右位)→大气。
1.3.7 盖章机的循环控制
当送料气缸C 缩回并压下SQ3,并且垂直气缸B 缩回并压下SQ1时,二位五通单电控换向阀1YA 再次接通,实现循环控制。
2 盖章机气动系统的电气回路的设计
根据盖章机气动系统的控制原理,结合气动系统的电磁阀动作顺序设计盖章机的电气控制回路原理图,如图2所示。盖章机的电气控制部分主要采用按钮、继电器、行程开关、电磁换向阀及传感器对盖章机的动作过程进行控制和调节。

图2 盖章机电气回路图
盖章机电气控制回路的原理分析如下。1)平移气缸A 的前伸过程:1YA(+)。按下启动按钮SB1,中间继电器KA1得电自锁,其常开触点闭合,在初始位置行程开关SQ1和SQ3被压下,中间继电器KA2得电,电磁阀线圈1YA 得电,实现气缸A 的前伸动作。2)垂直气缸B 的前伸过程。当平移气缸A 伸到一定位置时,传感器B2检测到信号,使中间继电器KA3得电,电磁阀线圈2YA 得电,实现垂直气缸B 的前伸动作。同时,垂直气缸B 活塞杆离开SQ1,中间继电器KA2失电,其常开触点复位,使电磁阀线圈1YA 失电,实现平移气缸A 的缩回动作。3)送料气缸C 的前伸过程。当垂直气缸B 下降到一定位置时,压下行程开关SQ2,使电磁阀线圈4YA 得电,实现送料气缸C 的前伸过程。
同时,当垂直气缸B 向下伸出,压下行程开关SQ2且气缸A 缩回至B1时,中间继电器KA4得电,其常开触点闭合,使电磁阀线圈3YA 得电,实现垂直气缸B 的缩回动作。4)送料气缸C 的缩回过程。当送料气缸C 伸出,压下行程开关SQ4且垂直气缸A 缩回并压下SQ1时,使电磁阀线圈5YA得电,实现送料气缸C 的缩回动作。5)盖章机的循环控制。当送料气缸C 缩回并压下SQ3且垂直气缸B 缩回并压下SQ1时,二位五通单电控换向阀1YA 再次接通,实现循环控制。6)停止。按下停止按钮SB2,中间继电器KA1失电,其触点复位,整个电气控制回路失电,盖章机完成一次工作后停止。
3 盖章机气动系统的仿真
根据盖章机的动作要求在Fluid SIM-P 仿真软件上绘制盖章机气动回路图和电气控制图,并用Fluid SIM-P 气动仿真软件对其进行仿真。仿真结果表明,该文设计的盖章机气动系统原理图能满足盖章机的动作要求,并按其动作顺序进行循环动作。下文中仅以盖章机的送料控制过程为例来验证其仿真过程。
盖章机盖完章后的送料过程的仿真图如图3所示,其原理分析如下:按下启动按钮SB1,中间继电器KA1得电自锁,其常开触点闭合。在初始位置行程开关SQ1和SQ3被压下,中间继电器KA2得电,电磁阀线圈1YA 得电,二位五通单电控电磁换向阀(左位)工作,实现气缸A 的前伸动作。当平移气缸A 伸到一定位置时,传感器B2检测到信号,使中间继电器KA3得电,电磁阀线圈2YA 得电,二位五通双电控电磁换向阀4 左位工作,实现垂直气缸B 的向下伸出的动作。同时气缸B 活塞杆离开SQ1,中间继电器KA2失电,其常开触点复位,使电磁阀线圈1YA 失电,二位五通单电控电磁换向阀(右位)工作,实现平移气缸A的缩回动作。当垂直气缸B 下降到一定位置时,压下行程开关SQ2,使电磁阀线圈4YA 得电,二位五通双电控电磁换向阀5(左位)工作,实现送料气缸C 的前伸过程。与此同时,当垂直气缸B 向下伸出,压下行程开关SQ2且气缸A 缩回至B1时,中间继电器KA4得电,其常开触点闭合,使电磁阀线圈3YA 得电,二位五通双电控电磁换向阀4(右位)工作,实现盖章气缸B 的缩回动作。
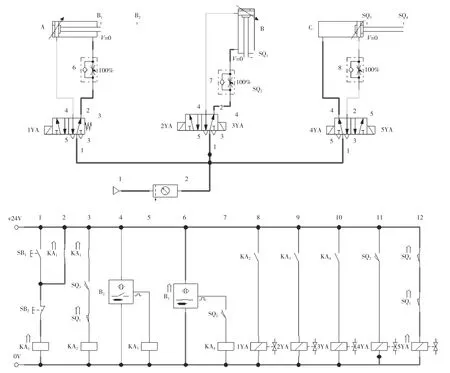
图3 盖章机送料过程的仿真图(元件注解同图1、图2)
经盖章机气动系统原理分析及仿真结果显示,该文设计的盖章机气动系统能实现3 个气缸的推料、盖章和送料3 个循环动作过程,并满足盖章机的控制要求。
4 盖章机气动系统运行调试及结果分析
盖章机气动系统回路的组装与调试如图4所示,在FESTO 气动试验台上完成盖章机气动系统回路的组装过程,具体步骤如下:1)根据元件明细表选取并安装固定元件。2)根据图1 将各元器件进行连接,连接时按进气回路和排气回路进行连接。连接时要仔细,不能有漏接或错接现象。3)根据图2 完成电路的连接。4)回路的检查。安装完成后,必须按照图1 及图2 进行检查,逐步检查是否错接、漏接,检查气管连接是否牢固等。5)通电调试。确定盖章机控制系统的气动回路及电气控制回路安装无误后,才能进行通电调试。打开实训台上的启动按钮启动空气压缩机,设定系统压力为300kPa。初始位置传感器B1被检测到,行程开关SQ1、SQ3被压下,其常开触点闭合。按下按钮SB1时,平移气缸、垂直气缸和送料气缸依次动作,实现盖章机的推料、盖章和送料3 个动作的循环控制过程。按下停止按钮SB2,盖章机完成一次工作循环后停止。
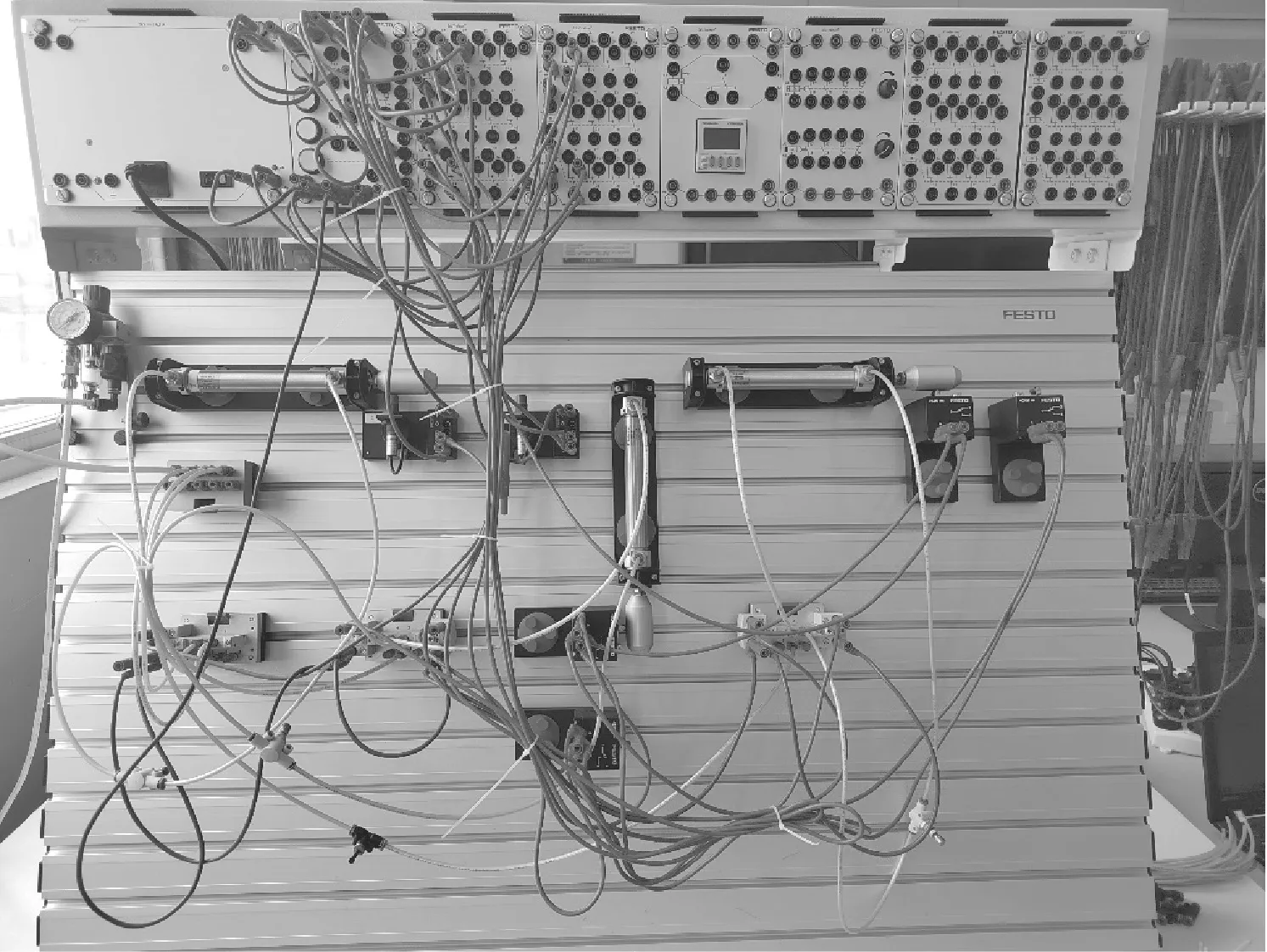
图4 盖章机气动系统回路的组装与调试
试验结果显示,该文设计的盖章机气动系统能在FESTO 气动实训平台上模拟盖章机的控制过程,可以实现推料→盖章→送料3 个动作过程并能循环动作。其动作过程满足盖章机气动系统的控制要求,并在运行过程中可根据现场的工作需要控制盖章机的运行速度。
5 盖章机气动系统特点分析
盖章机气动系统特点如下:首先,盖章机气动系统的控制采用电磁阀换向,并与电气控制相结合,具有操作方便、灵活,自动化程度高等特点。其次,盖章机的推料、盖章和送料过程采用双作用的单杆活塞式气缸驱动,推料、盖章及送料的速度分别由单向调速阀6、7、8 进行控制,并采用排气回路节流调速方式,其运动平稳性好。最后,与其他驱动方式相比,盖章机气动系统的控制具有系统简单、运行安全、能实现盖章机的循环控制以及传动平稳性高等优点。
6 结论
在目前的工业生产中,盖章机系统被广泛应用于各个行业领域。该文针对盖章机的气动系统进行了设计。先分析盖章机的动作顺序要求,再分析盖章机的推料、盖章和送料的动作过程,设计出盖章机的气动系统回路和电气控制回路,并通过Fluid SIM-P 仿真软件进行仿真验证,最终在FESTO实验平台上进行运行调试。调试结果表明,该文设计的盖章机气动系统能实现推料→盖章→送料→原位停止多个动作过程的循环控制。
通过该自动盖章机气动系统的设计、仿真分析及试验运行调试,气动盖章机的设计能达到预期要求,满足自动推料、盖章和送料等性能要求。实践证明,该气动盖章机气动系统简单、运行安全,能实现盖章过程的循环控制,并满足盖章机气动系统控制要求,有一定的应用价值。
