冰箱抽屉开裂原因分析及改善措施
2023-10-28张树栋高华亮王海燕孟松峰王磊武晓珂
张树栋 高华亮 王海燕 孟松峰 王磊 武晓珂
海信冰箱有限公司 山东青岛 266000
0 引言
抽屉是冰箱中的一种重要的储存容器,其表面不能出现过多的污点、裂缝、变形等,否则将大大降低冰箱的质量与使用寿命。然而,在低温状态下,抽屉产品成型以后较易出现局部脆弱、开缝、表面易溶、变形凹陷等质量问题[1-3]。当前市场主流的冰箱抽屉由塑料注塑而成,目前解决抽屉开裂的方法多集中在改善模具设计方面。主要通过现代化的CAE模流分析等技术实现虚拟化的设计,实现成型过程的动态仿真分析,优化模具设计制品成型过程,减少抽屉开模试制后的缺陷[4-7]。
我司将生物质材料作为填料与聚合物塑料HIPS共混制备出的生物质复合抽屉,不仅具备独特的浮点外观形貌,还具备一定的抗菌功能,有效提升了用户体验。然而,在该复合抽屉进行涂油高低温冲击试验时,发现抽屉侧边导轨部位出现了裂纹(图1)。随后使用未添加生物质填料的普通注塑抽屉进行了对比试验,也出现了类似的裂纹,表明抽屉的结构可靠性设计存在一定的共性问题。
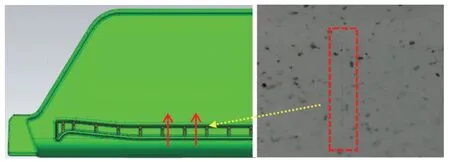
图1 涂油高低温测试后的抽屉
基于此,本文以开发的生物质复合抽屉为例,从材料本身的应力仿真分析和注塑工艺的CAE模流分析两方面,对冰箱抽屉在涂油高低温试验中的普遍开裂现象进行了原因分析,并给出可能的改善方案,旨在建立更加科学的设计原则和测试方法,为后续新品开发项目提供一定的参考价值。
1 原因分析
1.1 涂油高低温冲击试验及材料应力仿真分析
油脂会对塑料产生一定的腐蚀,从而导致塑料弹性体随着时间的推移而膨胀或破裂。例如,PS、HIPS、ABS、PC聚碳酸酯等非结晶性塑料很容易与油脂产生渗透及吸收溶涨从而加快破裂。为了模拟在极端条件下抽屉的可靠性,笔者对该抽屉(大致尺寸为300 mm×400 mm×100 mm)进行了涂油高低温(-40℃~60℃)冲击试验。试验测试结果(图1)显示,该抽屉在侧面中间与底部的连接位置产生了裂纹(裂纹方向如图中红色箭头方向所示),开裂位置处于侧面竖向(此处竖向指的是垂直于抽屉底部的方向)支撑筋处,裂纹均是竖向且由内表面向外表面扩展。随后对该抽屉进行了材料应力仿真分析,结果显示,抽屉侧面导轨竖向支撑筋部位应力较大(19.9 MPa,图2红色部分),存在开裂风险,与涂油高低温冲击试验测试结果一致。

图2 抽屉的应力仿真分析图
1.2 CAE模流分析
CAE(Computer Aided Engineering)是用计算机辅助分析计算及优化产品力学特性的近似数值分析方法[8-9]。模流分析是CAE分析技术的一种,它是通过计算机数据模拟软件模拟模具注塑过程中的状态,预测制品注塑成型过程中可能出现的局部脆弱、开缝、表面易溶、变形凹陷等缺陷,提高注塑产品的成型质量[10-11]。为分析抽屉在涂油高低温试验过程中出现开裂现象的原因,本文首先对其进行了CAE模流分析,软件是Moldflow 2021版,按照六面体网格粗细迭代20%、结果误差5%的标准进行网格划分,所采用注塑原料的主要成分为HIPS,分析结果如下。
1.2.1 充模时间
充模时间是注塑过程中的重要参数指标,它可以通过云纹图显示熔体流动前沿的扩展情况,从而反映注塑过程中的各种不良问题,如欠注现象、局部过保压现象等。该抽屉的填充时间模拟结果(填充时间为2.1 s)如图3所示,结果表明,该云纹图的间距基本相同,等值线均匀,表明制品充模正常。
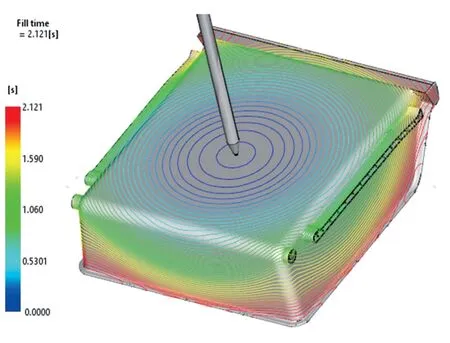
图3 充模时间模拟结果
1.2.2 熔接痕
熔接痕是由于不同方向的两股熔化塑料存在一定的流速差,在相遇时产生的表面缺陷,制品的熔接痕部位通常具有较低的力学强度,因而对制品的使用性能有一定的影响。熔接痕无法避免,但可以通过控制流速改变熔接痕的位置,使其出现在应力较小的位置。该抽屉的熔接痕模拟分析结果如图4所示,结果表明,由于制件本身的孔洞结构,该抽屉在侧面导轨外围部分出现了少量熔接痕。然而实际情况是在抽屉导轨竖向支撑筋位置出现了裂纹,表明熔接痕不是造成抽屉开裂的主要原因。

图4 熔接痕模拟分析结果
1.2.3 流动前沿温度
流动前沿温度是聚合物熔体填充结点时的中间流温度,代表的是截面中心的温度。“前沿”指的是填充过程中每一时刻料流流动的最前端,“中间”指的是模具前后模型型腔中心的位置。该抽屉的流动前沿温度模拟结果如图5左图所示,结果表明,该抽屉制品最后填充的熔体温度约为231.1℃。所有区域的流动前沿温度都在材料成形温度范围内,外观区域产品温度差异均在3℃以内,非外观区域没有出现填充不满的现象,表明填充过程良好。
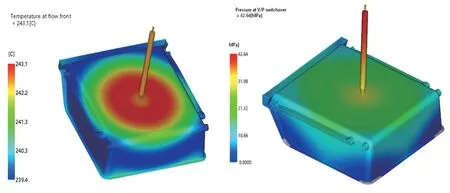
图5 流动前沿温度模拟结果(左)及充模切换压力模拟结果(右)
1.2.4 充模切换压力
充模切换压力是衡量塑料填充成型过程是否达到平衡状态的一个重要参数。因为充填压力对制品的收缩性有一定的影响,充填压力分布不均匀,会使制品在各个方向发生不均匀的收缩,从而影响制品的尺寸。通常来讲,最大切换压力不应该超过注塑机极限压力的70%,PP材料应小于70 MPa,ABS、HIPS材料应小于90 MPa。图5右图展示了该抽屉的充模切换压力模拟结果,该抽屉的切换压力约为42.64 MPa<90 MPa(由于该复合抽屉中生物质材料的填充比例仅为千分之一,将其最大切换压力近似看作90 MPa),且分布均匀,表明充模切换压力符合要求。
1.2.5 气穴
气穴是指制品在充模时,由于模腔内的气体或蒸汽未能及时排出而滞留于制品中形成的气孔。气孔的存在会对制品的力学性能和外观产生不利的影响,因此应予以消除。如图6所示,该抽屉的气穴模拟结果表明,在抽屉侧面导轨竖向支撑筋上出现了大量的气穴(图中紫圈圈示位置),可能是由于竖向支撑筋处多为料流末端交汇处,需进一步优化导轨竖向支撑筋的结构来改善气穴状态。
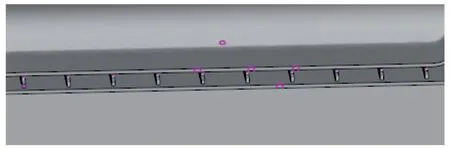
图6 气穴模拟结果
1.2.6 体积收缩率
为保证制品质量,注塑顶出过程中的体积收缩应尽可能均匀,与邻近区域体积收缩差值应小于3%,且不允许出现负值。由图7左图体积收缩率模拟结果可知,该抽屉底部及两侧体积收缩率均小于3%且相对较为均匀,抽屉后侧个别位置的体积收缩率略大于3%,邻近区域最大收缩率相差不足1%,基本不会造成制品的翘曲变形。

图7 体积收缩率模拟结果(左)与模温变化模拟结果(右)
1.2.7 模温变化
模温指的是注塑成型时,与产品发生接触的型腔的表面温度。因其与模具内部的冷却速率直接相关,因而模具温度可以极大地影响产品的内部性能和外观品质。例如,模温可对产品的内部应力产生显著的影响。成型内应力主要是因为冷却时的收缩率不同而引起的,由于制品在成型后,冷却过程是从外表面逐渐向内延伸的,材料的外表面首先收缩硬化,然后渐至内部,收缩速度的差异导致了内部应力的产生。图7右图是该抽屉的模温变化,由图可以看出,在注塑过程中抽屉侧面导轨处竖向支撑筋与周边区域的冷却速率不同步,先冷却的部分形成了支撑结构,冷却速度慢的部分在冷却收缩时受到支撑结构的约束,产生应力集中,这可能是造成该抽屉在涂油高低温试验中开裂的主要原因。
1.3 分析结论
材料应力仿真分析结果表明,抽屉侧面导轨竖向支撑筋部位应力较大,存在开裂风险。CAE模流分析结果表明,该抽屉在注塑成型过程中制品填充平衡、熔接痕较少、流动前沿温度变化不大、冲模切换压力符合要求、体积收缩率也相对均匀。然而,抽屉侧面导轨竖向支撑筋与周围区域冷却速率不同步,且存在少量的气穴,会对抽屉的结构和性能造成一定的影响,需进一步优化侧面导轨竖向支撑筋的结构。
2 改进方案
根据前述材料应力仿真分析和CAE模流分析结果可知,抽屉出现裂纹的原因主要是抽屉侧面竖向支撑筋与周围区域冷却速率不同步,从而产生应力集中开裂。考虑到改模方案的简便性,拟定改进方案为去除抽屉导轨侧面竖向支撑筋,以减少应力集中。
2.1 应力仿真分析结果
将该抽屉的导轨竖向支撑筋整体去除后的应力仿真结果如图8所示,结果表明,去除竖向支撑筋后,抽屉的整体应力变小,在抽屉后部处的应力相对较大(14.5 MPa),但仍远小于原始方案(19.9 MPa)的应力。表明去除竖向支撑筋后可显著降低抽屉的开裂风险。

图8 抽屉去除导轨竖向支撑筋后的应力仿真图
2.2 CAE模流分析结果
经过之前的讨论可知,该抽屉侧面导轨竖向支撑筋处多为料流末端交汇处,因而有较多的气穴存在,从而对抽屉的力学性能产生了一定的影响。CAE模流分析结果表明(图9左图),将抽屉侧面导轨的竖向支撑筋去除后,抽屉侧面气穴显著减少。去除竖向支撑筋后抽屉的模温变化进一步证实了该改进方案的有效性,由图9右图可以看出,改模后的抽屉由于没有了侧面导轨的竖向支撑筋,使得材料的冷却速率基本相同,减小了应力集中,降低了开裂风险。

图9 抽屉去除导轨竖向支撑筋后的气穴状态图(左图)与模温变化图(右图)
2.3 涂油高低温试验测试结果
上述应力仿真分析和模流分析结果表明,去掉侧面导轨竖向支撑筋可显著降低抽屉两侧竖向支撑筋的应力,为了保证改进方案的实际可靠性,将去掉导轨竖向支撑筋后的抽屉重新进行了涂油高低温的冲击试验测试,结果表明,抽屉并未出现裂纹(图10),证明了改进方案的有效性。

图10 抽屉去除竖向支撑筋后的涂油高低温测试结果
3 结论
针对冰箱抽屉在涂油高低温测试过程中普遍出现的开裂现象,以开发的抽屉为例,从材料的应力仿真分析及注塑工艺的CAE模流分析两方面对抽屉的开裂原因进行了探究。结果表明,开裂的原因主要是注塑过程中抽屉两侧导轨中竖筋与周围区域的冷却速率不一致,先冷却的部分形成了支撑结构,冷却速度慢的部分在冷却收缩时受到支撑结构的约束,从而产生应力集中开裂。针对此问题,选取去除导轨竖向支撑筋的方案对抽屉的结构进行优化。材料应力仿真分析结果表明,将抽屉侧面导轨去除竖向支撑筋后,整体应力变小,开裂风险大大降低。CAE模流分析结果也显示,优化后的抽屉侧面导轨处气穴显著减少,与周边区域的冷却速率也基本相同,减小了应力集中,降低了开裂风险。在实际的涂油高低温试验中,优化后的抽屉也未出现裂纹,证实了改进方案的有效性。本文有效解决了冰箱抽屉开裂问题,同时其分析改善思路可为行业其他类似部件的问题改善、后续的新品开发项目提供一定的参考价值。