年产 150 万 t LGMS6027 矿渣立磨的研发及应用
2023-10-27万树春
王 军 ,万树春
1洛阳矿山机械工程设计研究院有限责任公司 河南洛阳 471039
2智能矿山重型装备全国重点实验室 河南洛阳 471039
3广东奇拓野营车辆实业有限公司 广东佛山 528131
发 改委《关于“十四五”大宗固体废弃物综合利用的指导意见》指出,到 2025 年,大宗固废的综合利用能力显著提升,利用规模不断扩大,新增大宗固废综合利用率达到 60%,存量大宗固废有序减少[1]。
矿渣立磨集破碎、粉磨、烘干、气流输送和选粉等多项功能为一体,涉及多门类学科技术,结构庞大,功能复杂。矿渣立磨具有占地面积小、粉尘污染少、工作噪音低、节能降耗效果显著等优点,且能够使原来严重污染环境的大宗固体废弃物矿渣变废为宝,因此有着广泛的应用前景和巨大的经济社会效益,符合国家大力发展高新技术、促进环境保护及合理利用资源的产业政策。
矿渣立磨产品经多年应用实践,在辊磨粉磨技术、动静态选粉技术、自动化控制、液压技术、齿轮技术等方面持续改进,正朝着大型化方向迈进。我公司在矿渣立磨关键技术突破方面进行了大量研究,开发了国内第一台年产 60 万 t 矿渣立磨和国内第一台年产 120 万 t 矿渣立磨,逐步掌握了大型矿渣立磨核心技术,积累了大量可靠的产品设计与调试经验。基于此,我公司为国内某钢铁企业设计、研发了年产150 万 t LGMS6027 大型矿渣立磨,并负责其全套立磨主机、液压润滑系统、电控系统、立磨主减速器的制造以及整套粉磨工艺系统及工程成套的设计。
1 主要技术参数
配套年产 150 万 t 超高比表面积矿渣立磨为LGMS6027 矿渣立磨,采用平盘锥辊、曲臂加载的结构形式。其主要技术参数如表1 所列,结构如图1所示。

图1 LGMS6027 矿渣立磨结构Fig.1 Structure of LGMS6027 slag vertical mill

表1 LGMS6027 矿渣立磨主要技术参数Tab.1 Main technical parameters of LGMS6027 slag vertical mill
2 关键技术
2.1 大型加载重载支撑系统
大型加载重载支撑系统属立磨重要受力部件,运动方式为低速摆动。立磨工作过程中系统承受两种载荷的作用,一种是径向载荷,源于轴承座孔对支撑系统的反作用力;另一种为轴向载荷,源于磨辊碾压磨盘上的物料时,对支撑系统的反作用力。在两种载荷共同作用下,该系统的受力随着磨辊辊压力变化和料层的波动而变化。大型加载重载支撑系统受力及结构如图2 所示。
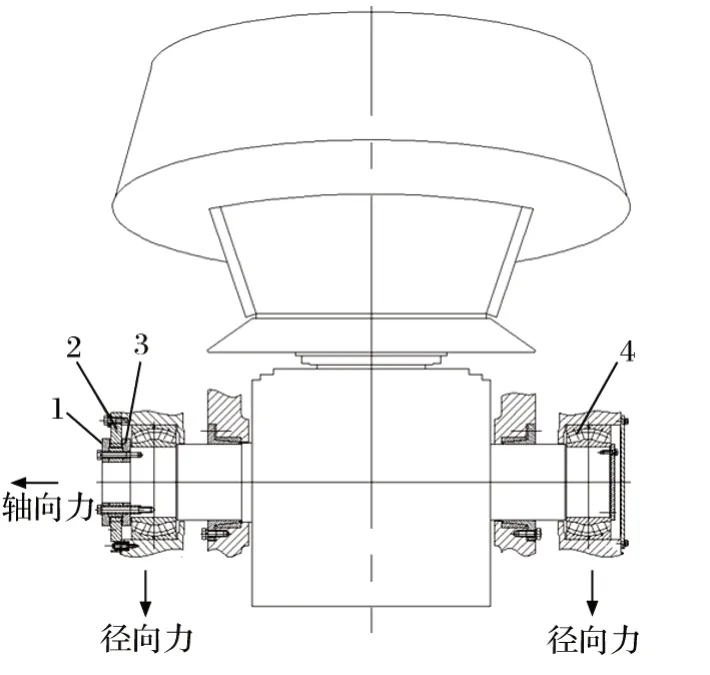
图2 大型加载重载支撑系统Fig.2 Heavy-load support system of large lading system
大型加载重载支撑系统设计时,创新采用滚动轴承+滑动轴承组合的结构。滚动轴承采用双列调心滚子轴承,仅承受支撑系统的径向力,具有较好的不同轴度补偿作用。滑动轴承采用固定环和左、右动环的结构,可承受来自左、右方向的轴向冲击载荷。利用自动干油供油装置,定时定量向滑动轴承左右两个摩擦副补充油脂,提供润滑。滑动轴承还具备支撑系统轴向定位的作用,而且其结构紧凑,尺寸小,成本低廉,维修更换方便,极大延长了大型滚动轴承的使用寿命。
2.2 高效物料摊铺技术
传统矿渣立磨一般采用主辊+辅辊的模式,主辊负责研磨,辅辊负责摊平物料、准备料床。辅辊由液压泵站和液压缸驱动,可以上下摆动。辅辊必须控制在合适的高度才能保证摊铺效果,其控制方式主要有以下几种。
(1) 转速控制 早期的辅辊控制模式主要是转速控制。磨辊转速低时,表示磨辊距离衬板太高,没有与物料充分接触,料床偏高,摊铺效果不好。此时,启动液压泵使磨辊落下,与物料充分接触,摊平料床。磨辊转速高时,表示磨辊距离衬板太低,磨辊对物料压紧力太大,料层会偏低。此时,启动液压泵使磨辊抬起,与压紧物料的作用减小,稳定料床。但是,由于辅辊转速的设定范围不可能很大,且辅辊转速变化很快,导致辅辊液压泵启停频繁,易损坏,物料摊铺效果不佳。
(2) 位移控制 有的现场采用辅辊位置控制的模式,对辅辊设定一个位移范围。磨辊位移量大时,表示磨辊距离衬板太高,没有与物料充分接触,料床偏高,摊铺效果不好。此时,启动液压泵使磨辊落下,与物料充分接触,摊平料床。磨辊位移量小时,表示磨辊距离衬板太低,对物料压紧力太大,料层会偏低。此时,启动液压泵使磨辊抬起,与压紧物料的作用减小,稳定料床。但是,由于辅辊位移的设定范围不可能很大,也会导致液压泵频繁启停而损坏,摊铺效果同样不佳。
(3) 位置仅低位控制 有的现场采用仅限定辅辊低位的方式进行控制。利用机械限位装置,限定辅辊的低位,辅辊靠限位装置支撑,高位不做控制。这样做的弊端是当料层高时,辅辊位移会随料层增大,容易造成料层的扰动,物料摊铺效果不佳。
由于上述辅辊摊铺物料的弊端,LGMS6027 矿渣立磨采用高效物料摊平压实排气摊铺技术,采用 3 个主辊+3 个摊铺板的工作模式,如图3 所示。其原理是摊铺板固定在磨体上,立磨正常工作时,摊铺板距离磨辊衬板的高度固定,现场可以根据需要适当调节摊铺板距离磨盘衬板的高度。这样能够保证摊铺板始终压在料层上,摊平物料、准备料床的效果更好。同时,该技术简化了原辅辊的结构,省去了液压站、液压缸、监测设备、控制系统等配套设备,极大降低了设计成本。再者,由于原辅辊摊铺技术的复杂性,经常发生泵站损坏而需要长时间停机维护的问题,辅辊的安装和维修也需要耗费大量时间,维护成本较高,而高效物料摊平压实排气摊铺技术节约了维护的时间和成本。此外,该技术使主辊始终在稳定的料床上研磨,可以减少磨机振动,提高立磨的运行稳定性、磨辊粉磨效率以及磨机产量。
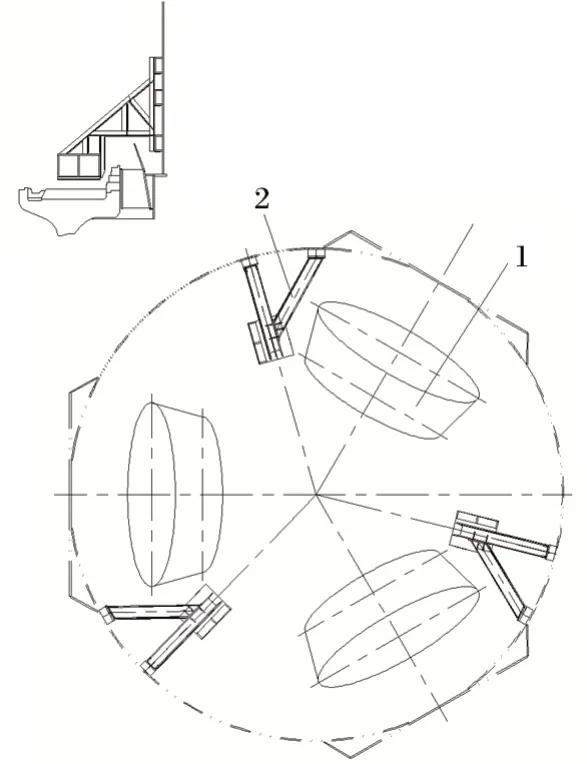
图3 摊铺板示意Fig.3 Diagram of paving board
2.3 高效动态选粉机技术
根据年产 150 万 t 矿渣立磨工艺要求,研发了全新高效动静态选粉机,由静止导向叶片和动态鼠笼式转子构成。选粉机研发采用先进的流体仿真分析软件,对其内部流场开展研究并进行优化,降低风阻,提升选粉机效率,降低能耗。高效动态选粉机有如下特点。
(1) 方便可调节的定子叶片结构,在立磨运转过程中可在线调节定子叶片角度,改变定子叶片间距,改变预分选矿粉粒度,配合转子速度调节分选,可连续调整矿粉细度,获得理想的粒度分布。
(2) 优化改进的转子密封结构,大幅度减少跑粗现象,有效提高矿粉比表面积,降低 45 µm 筛余,提高矿粉质量。
(3) L 形转子叶片+水平隔板的转子结构形式,预分散效果好,分级精度及效率较高。
(4) 独特的转子叶片固定结构,改变转子叶片通过焊接进行固定的结构,改善转子叶片的受力状态,极大方便了叶片的拆装、更换。
(5) 特殊的转子耐磨防护结构,有效减少转子本体的磨损,延长转子的使用寿命。
(6) 创新的自然吸气冷却与水冷却结构,大幅度降低选粉机轴承温度,延长轴承使用寿命,为提高选粉机转速、获得更高比表面积的矿粉提供了保证。
(7) 优化的转子结构设计,配合可调角度的定子叶片,选粉比表面积可高达 520 m2/kg,能够满足特殊产品细度的需求,拓展选粉机的应用。
矿粉的比表面积越大,其活性越大[2]。但是一味增加比表面积会造成产量的下降和成本的增加,故在矿渣微粉比表面积一定的情况下,需通过选粉机来控制微粉的粒度分布,使其具有合理的颗粒级配,以获得较高的矿粉活性。首先,要控制粗颗粒的含量,使 45 µm 以上的颗粒含量小于 1%;其次,要增加细颗粒微粉的含量,使小于 30 µm 的颗粒含量不低于90%。为了满足这两方面的需求,在选粉机研发中主要采取以下措施。
(1) 通过流体模拟分析,确定合适的转子叶片数量和叶片宽度。研究表明,转子叶片数量存在合理数值,数量设计冗余会增加消耗功率,但对选粉效率没有影响[3]。通过选粉机结构的优化设计,提升 30 µm以下微粉的选粉效率,降低 45 µm 以上大颗粒微粉的选粉效率。
(2) 结合多个现场的实践经验,对转子密封结构进行优化,提升密封效果,减少大颗粒微粉从密封处跑粗现象,通过选粉机的分选作用剔除粗粉,从而控制 45 µm 的筛余。
根据现场矿渣微粉选粉成品取样分析,矿渣微粉比表面积稳定在 420 m2/kg 以上,45 µm 筛余 <0.5%,小于 30 µm 颗粒含量 > 90%,3~ 30 µm 颗粒含量为 70% 左右,活性超过国家标准 S95 级活性的要求。
2.4 FEA 分析技术
结合多年立磨 FEA 分析技术优化经验,针对磨盘、磨辊、加载系统等关键受力件开展 FEA 分析,并对相关结构进行优化设计,以解决大型立磨复杂结构零部件设计难题。有限元分析结果如图4~ 7 所示。

图4 磨盘应力分布Fig.4 Stress distribution of grinding table

图5 压力臂应力分布Fig.5 Stress distribution of press arm
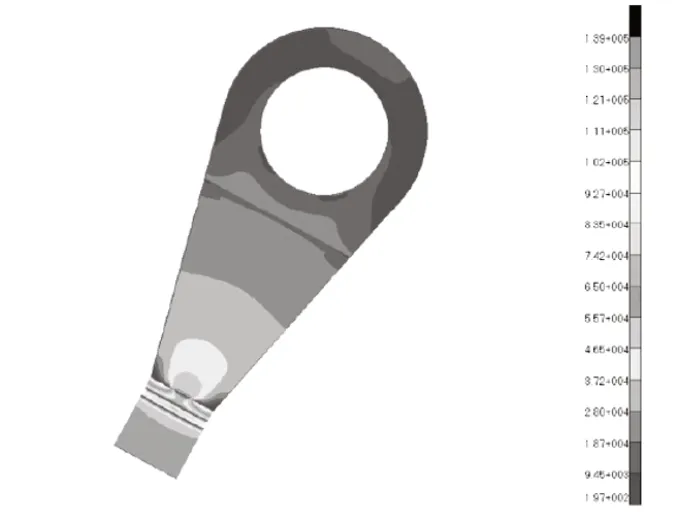
图6 连杆应力分布Fig.6 Stress distribution of connecting rod
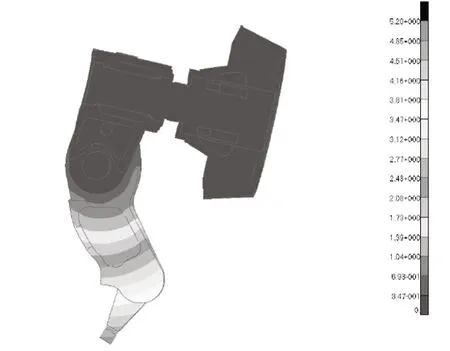
图7 整体变形Fig.7 Overall deformation
2.5 中心喂料及干湿分离
传统矿渣湿料采用回转喂料阀进料,设计物料沿下料溜槽落在磨盘中心,随着磨盘的旋转,物料在离心力的作用下,均布于磨盘衬板表面。然而,实际上物料不可能恰好落在磨盘中心,因此 3 个磨辊下的喂料分布有所差异,从而导致 3 个磨辊的研磨状态不均匀,不能达到理想的运行状态,出现个别辊子磨损严重的情况。
入磨湿矿渣采用螺旋喂料机进料时,出料口位于选粉机料斗内部、磨盘中心正上方,能够实现中心喂料,再经磨盘旋转甩料,可均匀分布于 3 个磨辊下,3 个磨辊出力一致,实现立磨平稳运行。
外循环干物料越过磨盘挡料圈,从磨盘下方经刮料板排出磨外,经除铁、提升后,采用回转喂料阀单独进料。干物料经独立溜槽进入选粉机料斗内部,沿返料斗内壁滑落,重新进入磨盘进行粉磨。
进料及返料采用干湿分离的结构可有效减少螺旋喂料机的结块堵塞,同时可以提高立磨的粉磨效率。干湿分离喂料还解决了返回的干料与喂入的湿料混合后产生较大粉尘而污染环境的问题。
3 安装注意事项
立磨安装直接决定了立磨的使用效果。立磨安装质量高,则立磨运行平稳,振动小,提产能力高,电耗低。反之,立磨运行不稳定,振动大,容易造成相关零部件及设备的损坏。因此,安装立磨时必须注意以下事项。
(1) 摊铺板要按照设计图纸要求进行安装。摊铺板应均布并位于磨辊来料的前方,距离磨盘衬板表面的距离要调整至要求的高度,太高则起不到摊平物料、准备料床的作用,太低则会扰乱料层,增大磨盘阻力,增加电耗。
(2) 主减速机安装定位后,现场配作主减速机与中框架的定位销孔,并打入定位销,将二者把合牢固后,按图纸将减速机底板焊接牢固[4]。
(3) 磨盘挡料环按图纸安装至合适的高度。太高容易过粉磨,导致粉磨效率降低;太低则会影响料层稳定性,使粉磨细度降低。
(4) 为方便安装,磨盘衬板之间应留有均匀缝隙,如遇到个别缝隙偏大时,应在缝隙中塞入钢板条,防止间隙过大损伤辊面。
(5) 立柱与侧框架、连接桥与立柱的焊接均应按照图纸要求,焊后对焊缝进行超声波探伤。进气道与下筒体之间的焊接,应保证焊接后不漏气。
(6) 主电动机联轴器的安装应保证其磁力中心线的正确位置,使主轴轴肩与滑动轴承前后间隙一致。同时,重点关注两半联轴器安装的同轴度,控制好径向跳动和端面跳动。
(7) 选粉机分半壳体现场拼装焊接时,应严格控制变形,特别是转子密封处壳体的焊接。变形会使转子密封处的间隙发生变化,容易跑粗,降低产品比表面积。
(8) 选粉机下部轴承座的撑杆安装后,应保证其水平度以及转动灵活无卡顿。
(9) 选粉机主轴中心应与立磨中心重合,通过调整主轴上平面的水平度来控制主轴的垂直度。
(10) 立磨液压润滑管道配管完成后,要采用专门的冲洗油站对相应的管路进行循环冲洗,保证管路内清洁。
(11) 选粉机轴承水冷却装置管道安装后,应进行通水带压试验,保证装置密封性。
4 立磨运行情况
年产 150 万 t LGMS6027 矿渣立磨投产后,一次性带料调试成功,运行稳定。投料量达 260 t/h,液压缸加载压力为 11 MPa,反压力为 2 MPa,选粉机转速为 100 r/min,矿渣微粉比表面积大于 420 m2/kg,磨内压差不到 3 000 Pa,立磨本体电耗为 26 kW·h/t,收尘器出口粉尘质量浓度不到 10 mg/m3(标准大气压下) 矿渣微粉质量满足 GB/T 18046—2017《用于水泥、砂浆和混凝土中的粒化高炉矿渣粉》S95 级的要求。
LGMS6027 矿渣立磨现场布置如图8 所示。在调试阶段,曾因安装问题导致管路漏油、蓄能器下球阀漏油、磨内喷水冷却水管破损、螺旋给料机减速机损坏、选粉机减速冷却器破损、螺旋给料机铂热电阻故障等问题,经现场处理后恢复正常。调试初期,以最高速度空转时,发生转子与密封剐蹭的问题。经排查发现,原因是现场组焊变形,导致局部密封与转子间距偏小,适当放大该处间隙后,问题解决。

图8 LGMS6027 矿渣立磨现场布置Fig.8 Site arrangement of LGMS6027 slag vertical mill
另外,因工艺系统的变径管道直接连接立磨进风管道,变径管道下部没有支撑,导致进风管负载过大,焊缝开裂。为解决此问题,现场在立磨进风管道下面加装立柱进行支撑。已建议工艺系统后续设计时,采用立磨进风管与膨胀节软连接的方式,而非直接与变径管道刚性连接。
5 结语
年产 150 万 t LGMS6027 矿渣立磨集成了大型加载重载支撑系统、高效物料摊铺技术、高效动态选粉技术、FEA 分析技术、中心喂料及干湿分离技术等关键技术,解决了大型化立磨的研发技术难题,提升了大型立磨的技术性能。经过现场实践检验,该矿渣立磨整机性能达到了国际先进水平,为国产大型立磨进入并占领高端国际市场做好了技术储备,提高了我国大型立磨的核心竞争力,打破了国外大型立磨的垄断局面,为后续研发其他更大规格的矿渣立磨打下了坚实的基础。
