稻壳粉/聚丙烯复合材料在建筑模板中的应用*
2023-10-24王之怡
王之怡,高 建,张 容
(1 渭南职业技术学院建筑工程学院,陕西 渭南 714000; 2 中铁第一勘察设计院集团有限公司,陕西 西安 710043;3 三明学院建筑工程学院,福建 三明 365004)
建筑模板作为常见的临时性支撑和保护结构,其应用可大幅度缩短施工工期,降低建筑的总体成本。根据研究指出,建筑模板的应用可以降低工程造价的31%以上[1],因此,高性能、低成本的模板建筑材料的研发势在必行。建筑模板在成型过程中,需要保持足够的尺寸精确性,以保证混凝土结构的稳定状态,确保满足建筑结构所需的承力要求,保障施工过程中施工人员的安全和建筑质量。传统的建筑模板主要以钢结构为主,虽然钢结构模板的生产简单,性能优异,但钢铁材料的生产过程会耗费大量的能源,且产生的废气、废渣等工业废料对环境有着较大的破坏,同时钢铁材料在服役过程中易受到腐蚀影响,在潮湿地域无法稳定服役。为解决钢模板存在的弊端,1980年我国开始引入胶合板建筑模板模式,由于胶合板的原材料来源广泛、低廉的铸造成本和简单的制备流程,使其迅速取代了钢模板在建筑领域的地位。然而胶合板模板的缺点也十分明显,其一是木材一旦制成建筑模板,很难再重复利用;其二则是木材的使用寿命较短,对森林造成破坏[2]。随着我国对环境保护的重视,胶合板建筑模板逐渐退出市场,随后出现的铝合金等模板材料也由于成本过高也被市场放弃。随着复合材料的发展,以木塑建筑模板为主的复合材料建筑模板开始大量应用,其中,以稻壳粉与聚丙烯为原材料的复合材料不仅可以实现对稻壳粉的回收利用,还有效提高了经济效益。稻壳粉中植物纤维可以很好地取代建筑模板对木材的依赖,对可持续发展具有重要意义[3]。
1 稻壳粉与聚丙烯
1.1 稻壳纤维
稻壳粉与木材的成分相似,含有丰富的纤维素(34%)、半纤维素(16%)和木质素(25%)[4]。虽然不同稻壳粉的成分有着细微的差别,但三种纤维素含量几乎相同,同时稻壳粉中的SiO2可有效提高其耐磨性。研究表明,稻壳粉中的Si含量与其耐磨性成正比[5]。由于稻壳中的纤维为生物纤维,纤维素中葡萄糖带有的大量亲水性质的羟基,使其具有极佳的吸湿性,稻壳纤维在吸收空气中水分之后,会产生溶胀现象,因此吸湿性和溶胀性是稻壳纤维的第一特征。其次,生物纤维在光照、高温或微生物的作用下,会进行缓慢的氧化和裂解,降低纤维材料的力学增强性能。据报导,植物纤维在100℃下可保持稳定,而在100℃以上时植物纤维的稳定性逐步降低,并在高温的环境中,植物纤维的氧化过程伴随着严重的脱水,进而引发纤维的炭化[6]。且稻壳纤维对酸碱极为敏感,当其与酸碱接触后,纤维素会在酸碱的催化下迅速与空气中氧气发生反应,导致纤维性能的急剧下降[7]。
1.2 聚丙烯
聚丙烯是通过丙烯分子聚合而成的线性结构的链烃材料,由于其单体材料为丙烯分子,丙烯分子侧甲基支链的存在使聚丙烯有着三种同分异构体,即等规、间规和无规聚丙烯。聚丙烯材料的性质与聚乙烯相似,但相较于聚乙烯而言,聚丙烯材料的综合力学性能较好,拉伸强度可达30MPa以上,聚丙烯的冲击强度较聚乙烯也有一定的提高,其冲击强度与分子链中同素异构体含量呈反比[8]。除此之外,材料的制备过程对性能也具有较大影响。材料成型过程中材料加载速度和温度直接影响到聚丙烯的结构。当加工温度较高时,成型的聚丙烯材料通常具有较高的韧性。因此,高温环境或者较高的加载速率都可以提高材料的韧性。根据聚丙烯材料在成型过程中的熔体流动性将其成型工艺分为吹塑、注塑和挤出工艺,其中挤出工艺对熔体流动性的要求最低,而注塑工艺对熔体流动性的要求最高。
2 复合材料建筑模板的制备
2.1 稻壳粉的制备与改性
稻壳粉/聚丙烯复合材料的制备过程对稻壳粉的粒径有着严格的要求,一般来说,稻壳粉的粒径直接影响复合材料的结构与性能,粒径过大时会导致材料内部出现微小裂缝,降低材料抗拉强度,而粒径过小时则会导致复合材料中的纤维含量较小,无法保持较高的强度,因此,稻壳粉的粒径需要控制在20~100目之内,最佳粒径在70目左右[9]。原生稻壳粉本身的含水量较高,同时稻壳粉在空气中易吸水,使一般稻壳粉的含水量在10%左右。为了保证稻壳纤维与聚丙烯材料均匀混合,保持最终产品的外观和性能,稻壳纤维含水量需要保持在较低水平,因此稻壳在经历粉碎过程后,仍需在高温(100℃)环境下干燥超过24h使含水率达到2%以下[10]。
值得注意的是,稻壳粉的生物纤维为亲水性质,而聚丙烯的化学特性使其具备较高的亲油性,因此稻壳粉与聚丙烯的相容性较差,即使稻壳粉的粒径控制在合适的尺寸,未经过改性处理的稻壳粉/聚丙烯复合材料的力学性能还达不到建筑模板的性能要求,因此在稻壳粉预处理后,还需要进行改性处理。通过包裹稻壳粉中生物纤维的羟基,降低其亲水性,增强与聚丙烯的相容性,有利于稻壳粉/聚丙烯的制备过程[11]。
2.2 稻壳粉/聚丙烯复合材料的加工与建筑模板的制备
稻壳粉/聚丙烯复合材料的生产过程分为聚丙烯的塑化、混炼和挤出三个步骤,简单来说,就是在机器中将聚丙烯加热至塑化温度(通常在180℃以上)后将改性后的稻壳粉充分混合后挤出成型,但混炼过程的温度需控制精确,过高或过低都会影响复合材料的挤出状态和性能,温度过高会导致稻壳粉的炭化和降解,温度较低则会导致稻壳粉在聚丙烯中的团聚。建筑模板的制备过程则较为简单,在稻壳粉与聚丙烯充分混合后置于模具中,保持塑化温度和一定的压力状态下,利用热压机成型并冷压定型,冷却后出模即得到稻壳粉/聚丙烯建筑模板。稻壳粉/聚丙烯复合材料建筑模板的制备工艺流程如图1所示。
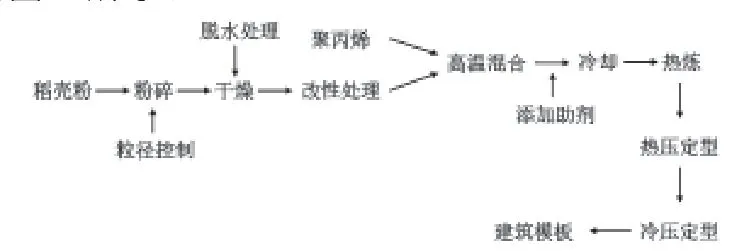
图1 稻壳粉/聚丙烯复合材料建筑模板的制备工艺流程Fig.1 Preparation process of rice husk powder/polypropylene composite building formwork
3 稻壳粉/聚丙烯复合材料力学性能
3.1 稻壳粉/聚丙烯比例与改性对复合材料力学性能的影响
在控制稻壳粉粒径和成型参数一致的情况下,稻壳粉与聚丙烯的占比和改性对复合材料的力学性能也有着很大的影响。根据研究表明[12],当聚丙烯在复合材料中的占比越高,材料的冲击强度和拉伸强度越大,弹性模量则越小。但复合材料静曲强度却在聚丙烯:稻壳粉接近1:1.5时达到最大值,为39.1MPa。这意味着稻壳粉在复合材料的占比需要处于一个合适的比例才能使材料的性能达到最佳。在纤维复合材料中,纤维自身的长径比会提高复合材料在遭受外力时结构的稳定性,同时减少材料内部微裂纹的产生,因此提高材料的强度。但稻壳粉的占比一旦过大,其熔体粘度急剧上升,导致加工过程中稻壳纤维在复合材料中的团聚,破坏材料的结构均匀性,因此一旦材料受力,在纤维团聚处会存在着巨大的应力集中,大幅度降低材料的力学性能。
由于稻壳纤维是植物细胞结构,丰富的纤维素、木质素和果胶使稻壳纤维亲水性极强,而聚丙烯作为典型的有机材料,未改性的稻壳纤维在与聚丙烯的混合过程中容易团聚。季军[12]在研究中指出,改性后的稻壳粉制得的复合材料虽然在静曲强度上有轻微的下降,但其拉伸强度、冲击强度以及弹性模量等参数都有着明显的上升。这可能因为改性过程不仅提高了稻壳粉的亲油性,且降低了稻壳粉边缘的粗糙度,因此稻壳粉与聚丙烯的相容性得到提高。
3.2 稻壳粉/聚丙烯复合材料建筑模板性能
典型的木塑复合材料建筑模板拥有传统木材建筑模板的易加工特点,并且弥补了胶合板易腐烂的缺点。简单来说,稻壳粉/聚丙烯复合材料不仅具有表面光滑、中心发泡的外观特征,并且服役过程中不吸水腐烂,霉变概率低,可热焊加工,建筑模板在使用后还可进行回收。表1总结了文献中木塑复合材料建筑模板的性能,可以看到,作为建筑模板主要性能指标的静曲强度和弹性模量,木塑复合材料建筑模板均超过了传统的发泡塑料模板,同时其拉伸强度等性能也达到了发泡塑料模板的平均性能。然而由于稻壳纤维的吸水特性,木塑复合材料建筑模板的吸水率普遍偏高。总的来说,稻壳粉/聚丙烯复合材料建筑模板不仅达到了传统建筑模板的性能指标,同时具有极大的应用优势,是未来建筑模板的主要发展方向之一[13]。

表1 稻壳粉/聚丙烯复合材料建筑模板材料的性能对比Table 1 Properties of rice husk powder/polypropylene construction formwork materials
4 结语
在可持续发展、绿色发展的理念下,传统的建筑模板开始被新型节能环保型建筑材料模板代替。其中,以利用农作物副产品稻壳为原材料制成的稻壳粉/聚丙烯复合材料为主体的建筑模板不仅满足了建筑工程的相关力学性能要求,还具有可回收、防水防霉和可加工性好的优点。因此,稻壳粉/聚丙烯复合材料在建筑工程中的应用可有效降低建筑工程的经济成本,并减小对环境的污染和破坏,具有重要意义。
