基于MA-SVM算法的冷轧轧制力预测模型
2023-10-21陈树宗侯佳琦白芸松华长春
陈树宗,侯佳琦,白芸松,华长春
(燕山大学 电气工程学院,河北 秦皇岛 066004)
0 引言
轧制力的精确预测在冷轧生产过程中至关重要。其预测精度直接关系到辊缝的设定,从而影响成品厚度及板形精度。冷轧过程受到多种因素的共同影响,具有非线性、强耦合性和不确定性等特点。传统机理模型存在较多假设和简化,计算精度有限且适用范围窄,难以满足多规格产品柔性化生产的需求[1]。
随着人工智能技术的崛起,智能模型逐渐成为带钢轧制发展的方向。LI J等[2]考虑了热轧工艺参数对冷轧工艺延伸的影响,将机理模型的轧制力计算值作为T-S模糊神经网络模型的输入之一,极大提高了模型的预测精度;魏立新等[3]提出改进在线序列极限学习机,初始阶段使用粒子群算法优化权值和阈值,在线学习阶段根据隐层输出对预测值的贡献大小调整网络结构,具有很高的实时性,能满足现场在线预测轧制力的要求;WANG Z等[4]提出了粒子群优化极限学习机的方法,建立了数据驱动的轧制力和轧制力矩预测模型;WEI L等[5]使用多加权相似性度量的集成即时学习模型,多加权相似性度量用于提高样本选择的准确性,累积相似度因子和相似度阈值用于增强自适应能力,使得轧制力预测精度有所提升。但神经网络存在收敛速度慢、易陷入局部极小化等问题,且其基于经验风险最小化的训练方式导致它在网络推广能力上受到较大限制[6]。
支持向量机(Support Vector Machine,SVM)是一种基于结构风险最小化的模型,可避免维数灾难问题,且在小样本学习中可获得较好泛化能力,适用于目前钢铁行业从大批量统一规格生产转为根据客户需求小批量定制化生产的情况。崔桂梅等[7]通过差分进化算法对SVM的参数进行最优参数搜索,轧制力的预测精度有了一定的提高;杨景明等[8]采用改进的果蝇算法对最小二乘支持向量机的参数进行寻优,样本预测误差均在10%以内;何飞等[9]利用聚类区分不同的生产状态,在相同生产状态下采用加权最小二乘支持向量机计算轧制力的修正系数,最后通过相乘修正轧制力,预测的平均相对误差为3.2%;宋君等[10]将压缩因子引入粒子群优化算法,并结合支持向量机模型预测工作辊的弯辊力,模型具有良好的预测性能和泛化能力。
但上述优化算法均存在一定缺陷,如运行速度慢、易陷入局部最优等问题。而蜉蝣算法(Mayfly Algorithm,MA)相比于传统优化算法结合了群智能算法和进化算法的主要优点,收敛速度快、寻优能力更强。因此,本文采用MA算法对SVM模型的惩罚因子和复杂度因子进行全局寻优,构建MA-SVM冷轧轧制力预测模型,以检验MA算法在冷轧轧制力预测上精度高、泛化能力强等优点,为冷轧轧制力预测提供新的研究方法。
1 轧制力模型
目前冷轧轧制力的理论模型一般采用Bland-Ford模型,其一般形式为
式中:B为带钢宽度;lc为压扁后变形区接触弧长;Qp为压扁后的外摩擦应力状态系数,与轧辊轧制长度、轧制速度等因素相关;KT为张力影响系数,与入口张力、出口张力相关;K为变形抗力,取决于钢种。
轧制力理论模型中的摩擦系数和带钢变形抗力均无法测量,且影响因素众多。因此,本文利用机器学习模型的自适应性,将摩擦系数影响因素用工作辊的原始粗糙度、轧制长度、轧辊直径和轧制速度等参数共同表示,变形抗力选取理论模型计算值。
冷连轧生产线设备布置如图1所示,MA-SVM模型主要选取带钢宽度、轧制长度、变形抗力、轧辊直径、来料厚度、入口厚度、出口厚度、入口张力、出口张力、轧制速度和轧辊原始粗糙度这11个变量作为输入,将轧制力作为模型的输出。
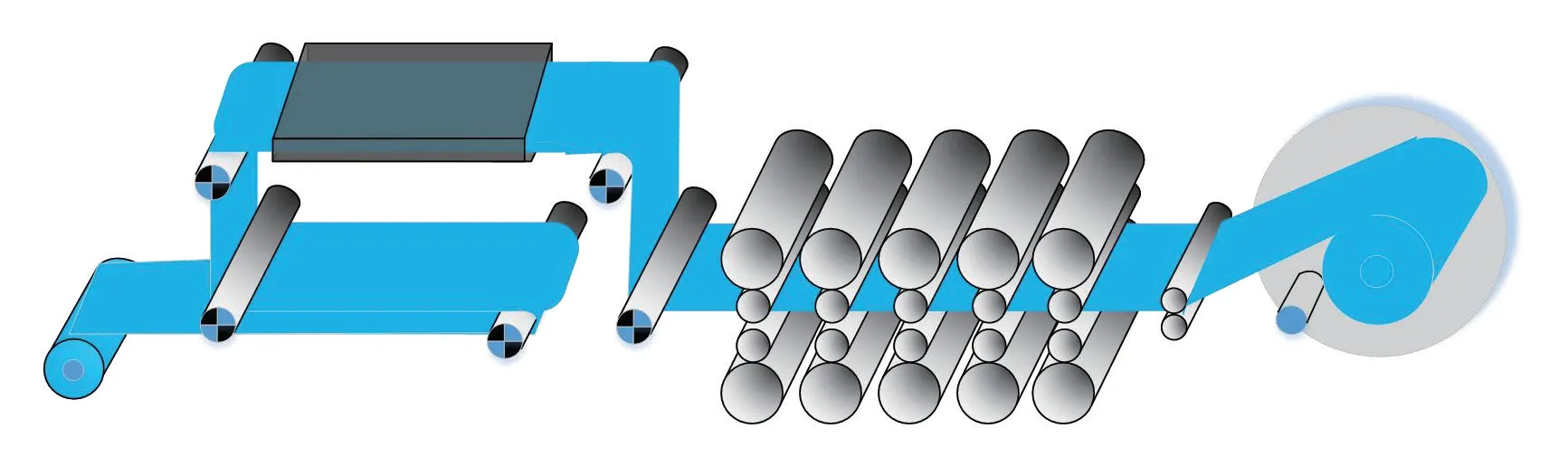
图1 冷连轧生产线设备布置Fig.1 Equipment layout of tandem cold rolling production line
2 MA-SVM 预测模型
2.1 支持向量机
支持向量机是一种基于结构风险最小化原则的机器学习算法,在解决小样本、非线性高维度问题上具有很大优势。SVM轧制力预测模型结构如图2所示。

图2 SVM轧制力预测模型结构Fig.2 Structure of rolling force prediction based on SVM
图2中的输入参数为轧制力相关特征变量,分别为:带钢宽度B,mm;轧制长度l,km;变形抗力K,MPa;轧辊直径Φ,mm;来料厚度H0,mm;入口厚度h0,mm;出口厚度h1,mm;入口张力T0,kN;出口张力T1,kN;轧制速度V,m/min;轧辊原始粗糙度Ra0,μm;输出为轧制力P,单位为 kN。
从图2中可以发现,每一个输入样本数据x都包含轧制力相关参数,支持向量xi也是来自于所有的输入样本向量x中,区别是支持向量xi与输入样本向量x通过核函数K(xi,x)计算后,核函数节点到输出层的权重λi-λ'i不为 0。通过核函数层各个节点计算结果的加权线性组合得到轧制力P。
2.2 蜉蝣算法
蜉蝣算法是由Zervoudakis和Tsafarakis[11]于2020年提出的一种智能优化算法。该算法通过模拟雌性蜉蝣和雄性蜉蝣的飞行和交配行为来对目标问题进行优化。每一个蜉蝣在搜索空间的位置,用d维向量x=(x1,x2,…,xd)表示,作为目标问题的一个潜在解决方案。它们的适应度值用预定义的目标函数f(x)表示。对于蜉蝣的移动,引入一个速度向量v=(v1,v2,…,vd)表示,每个蜉蝣的飞行方向的变化是一个动态交互过程,即每个蜉蝣会倾向于往最有利于它交配的个体位置(记为pbest),以及整个蜉蝣种群中个体的全局最优位置(记为gbest)移动。MA算法的组成步骤如下:
1) 雄性蜉蝣移动。雄性蜉蝣成群结队地移动,因此每个雄性蜉蝣根据自己和周围个体的飞行经验调整位置。假设为蜉蝣个体i在t时刻问题搜索空间中的当前位置,通过与下一时间步长t+1时刻的速度求和,便可以得到下一时间步长t+1 时刻的当前位置,其位置更新公式为
考虑到雄性蜉蝣不断移动,在水面上进行婚舞,此时,雄性蜉蝣i在第j个维度上的移动速度为
种群中当前位置最优的蜉蝣也要进行婚舞,这种运动为算法引入了一个随机因素,用下式表示:
式中,d表示婚舞系数,r是[-1,1]范围内的随机数。
2) 雌性蜉蝣移动。与雄性蜉蝣不同,雌性蜉蝣主动飞向雄性蜉蝣交配繁殖。假设为蜉蝣个体i在t时刻问题搜索空间中的当前位置,通过与下一时间步长t+1时刻的速度求和,便可以得到下一时间t+1时刻的当前位置,其位置更新公式为
雌性蜉蝣的速度更新如下:
3) 蜉蝣的交配。交配行为中一对雌性和雄性蜉蝣会产生两个后代,分别为
式中,o1和o2表示两个子代,m和fm分别表示雄性蜉蝣和雌性蜉蝣,L是[-1,1]范围内的随机数。
2.3 MA-SVM结构设计
由于SVM模型使用的核函数为 RBF 核函数,因此引入了两个新的参数c和γ。c表示惩罚因子,它的大小表示对于处于误差带范围外的样本的惩罚程度,即c越大,对于误差大于的样本的惩罚也就越大;复杂度因子γ控制着 SVM 模型的复杂程度,γ越小,模型越复杂。这两个参数的选择对于 SVM 模型的预测精度尤为重要,手动调参需要耗费大量的时间和精力,且获得的参数具有随机性,并不能保证 SVM 模型的预测精度,所以采用蜉蝣算法来优化SVM模型的这两个参数,提高网络精度。
MA-SVM模型的流程图如图3所示,基本步骤如下:

图3 MA-SVM模型预测轧制力流程图Fig.3 Flow chart of rolling force prediction model based on MA-SVM
步骤1:输入轧制力训练集样本数据。
步骤2:随机产生蜉蝣种群,并设置种群最大迭代次数Imax,以及其他蜉蝣算法中的初始参数。
步骤3:用训练集样本在 SVM 模型预测误差函数E(y)的搜索空间内对SVM模型的参数c和γ进行寻优。
步骤4:判断迭代次数是否达到最大迭代次数Imax,若没有达到Imax,则继续重复步骤3,如果达到了Imax,则终止迭代,得到最优参数。
步骤5:将 SVM 初始参数设置为最优参数,用测试集样本数据对MA-SVM模型进行测试和误差分析。
3 模型预测与分析
本文以某钢厂1 850 mm五机架冷连轧生产线第1机架轧制过程中的1 000条轧制数据作为样本数据,钢种为CSA,部分样本数据见表1。从中随机选取800组数据作为训练集,剩余200组数据作为测试集,并采用归一化处理消除参数之间的量纲。令蜉蝣算法种群初始值S为50,最大迭代次数Imax为50,正向吸引常数a1=1,a2=1,婚舞系数d=0.1,随即走动系数fl=0.1。SVM参数c和γ的寻优区间设置为[0.1,100]。选取均方根误差RMSE、决定系数R2和运行时间T作为模型评价指标。蜉蝣算法在对SVM参数寻优过程的适应度曲线如图4所示。

图4 蜉蝣算法适应度曲线Fig.4 Fitness curve of mayfly algorithm
由图4可知,蜉蝣算法在种群迭代次数为 10左右的时候,SVM 模型便已经得到了最优的参数,种群适应度达到了最优值 0.002 51,且后续基本无变化。所以种群大小 50,最大迭代次数 50 是一个较为合适的选择。
为了证明蜉蝣算法在SVM参数优化中的优势,将MA-SVM与GA-SVM和PSO-SVM轧制力预测模型进行对比试验。为保证实验结果的可信度,其余两种模型的测试集数据与MA-SVM相同,且初始种群大小均设置为50,种群的最大迭代次数设置为50,目标函数同样为样本数据轧制力预测的RMSE。3种模型的预测结果如表2所示。由表1可知,MA-SVM模型的RMSE为245.76,远高于GA-SVM,精度最高,R2最接近1,模型拟合度最好,并且在运行时间上较另外两个模型也有不错的优势。
为了进一步证明MA-SVM模型的有效性,选取基于遗传算法优化的反馈极限学习机GA-FELM[12]进行对比。轧制力预测结果如图5和图6所示。
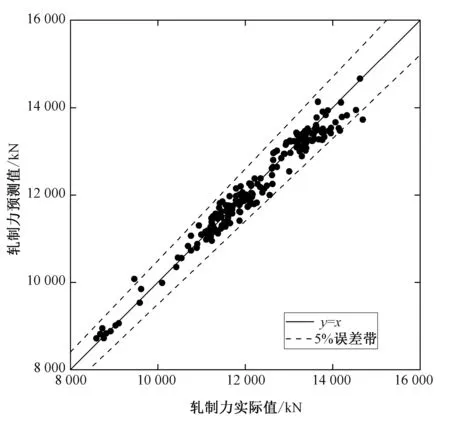
图5 MA-SVM模型预测结果Fig.5 Prediction results of MA-SVM model
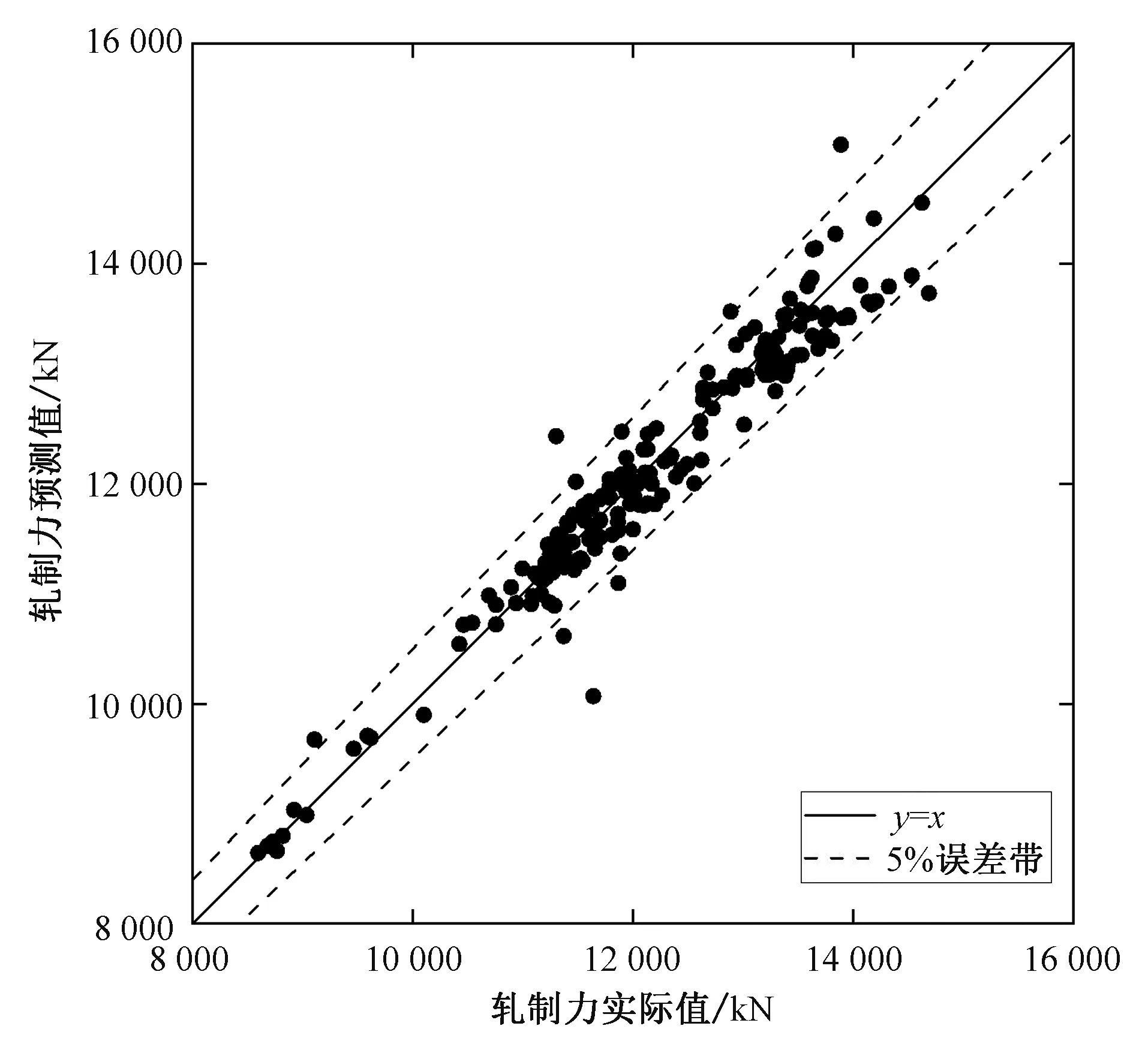
图6 GA-FELM模型轧制力预测结果Fig.6 Prediction results of GA-FELM model
从图中可以看出,MA-SVM模型对轧制力的拟合效果很好,98.5%的点都聚集在了5%误差带内,而 GA-FELM模型位于5%误差带外的数据较多,说明MA-SVM模型的精度和泛化性能均优于GA-FELM模型。
4 结论
针对传统轧制力模型适用范围窄、预测精度低和泛化性能差的问题,首先通过SVM 算法来对轧制力进行预测,考虑到 SVM 模型的参数C和r对模型精度的影响,引入蜉蝣算法来优化 SVM 的参数,建立了MA-SVM 轧制力预测模型。结果表明,MA-SVM各项评价指标均优于GA-SVM 及PSO-SVM 模型,实现了轧制力的高精度预测。且MA-SVM模型落在5%内的数据比FA-FELM更多,进一步说明模型的有效性。该模型效果较好,在轧制力的预测上有一定的可行性和实用性。
