高塔复合肥生产操作中温度控制
2023-10-20马子华刘晓波程希兰杨武伟
马子华,刘晓波,程希兰,杨武伟
(1.中化农业(新疆)生物科技有限公司,新疆 乌鲁木齐 830000;2.中化化肥有限公司 临沂农业研发中心,山东 临沂 276024;3.临沂大学,山东 临沂 276000)
0 引言
我国有400余套高塔复合肥装置,装备水平、生产管理水平参差不齐,产品质量、物料能耗水平千差万别,目前高塔复合肥装置新、改、扩建热度仍在持续。笔者就高塔复合肥生产操作中温度控制对系统能耗、料浆流动性、品种配方等方面的影响进行总结。
1 高塔复合肥生产工艺流程
塔式造粒装置以熔融尿液为氮源,和磷铵、钾盐熔融混合后喷淋造粒生产高浓度复合肥(见图1)[1]。该工艺具有如下特点。
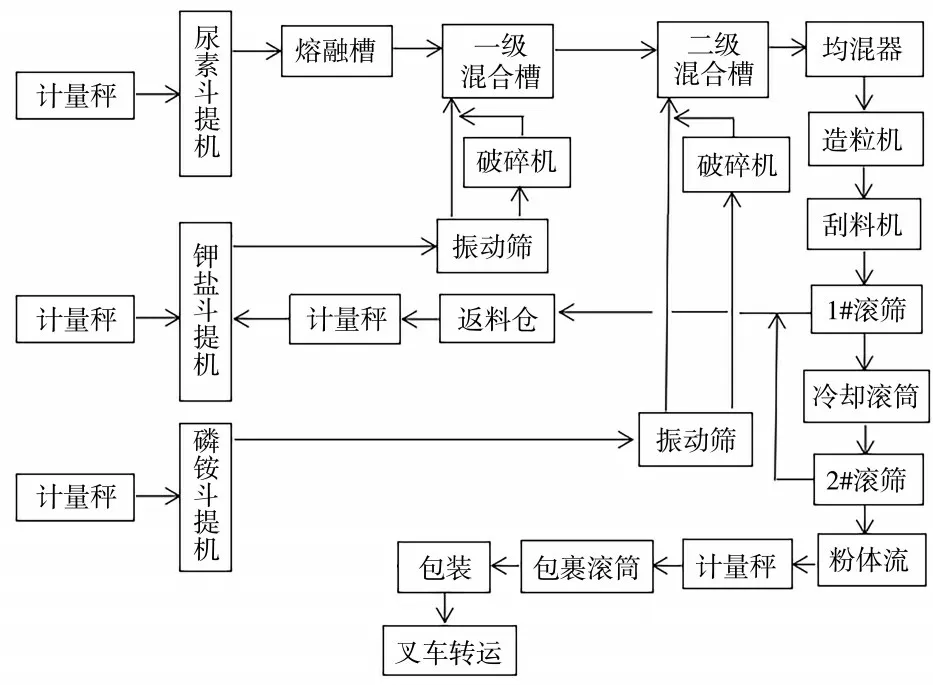
图1 高塔复合肥生产工艺流程
(1)塔式造粒充分利用熔融尿素的热能,物料水含量很低,无须干燥过程,节省能耗。(2)既可以生产高氮复合肥,又可生产高浓度平衡肥、全水溶肥、氨基酸肥、微生物菌肥等特色化品种的复合肥。(3)物料在熔融状态下进行搅拌混合,因此混合充分,肥料颗粒养分均匀,合格产品占比大于90%,返料量低。(4)产品颗粒外观晶莹剔透、光滑、圆润,粒度均匀,成球率高,粒径1.00~4.75 mm的颗粒占比达90%以上,水含量低,颗粒强度高,具有较高的市场竞争力。(5)采用单级上塔斗提机,减少了物料转运次数,设备易维护。(6)熔体造粒装置基建投资和操作费用通常比常规的固体配料蒸汽造粒装置要低。
2 高塔复合肥生产中温度指标控制
高塔复合肥生产控制要点较多,如原料水含量、pH 值、细度,液固质量比,搅拌强度,喷头内外圈转速,温度等,在此仅对高塔复合肥生产系统温度指标控制作阐述[2]。
高塔复合肥生产装置中熔融槽、一级混合槽、二级混合槽温度控制直接影响到熔融液流动性、系统能耗、产品外观及系统产量;包裹油温度决定包裹油融化、雾化效果;成品包装温度对产品颗粒热量释放、颗粒松散度有较大影响[3]。
高塔复合肥生产过程中主要温度控制指标如表1所示,主要通过调节加入系统的蒸汽温度、压力和流量来控制各关键点的温度。一般蒸汽压力为0.8~1.2 MPa。
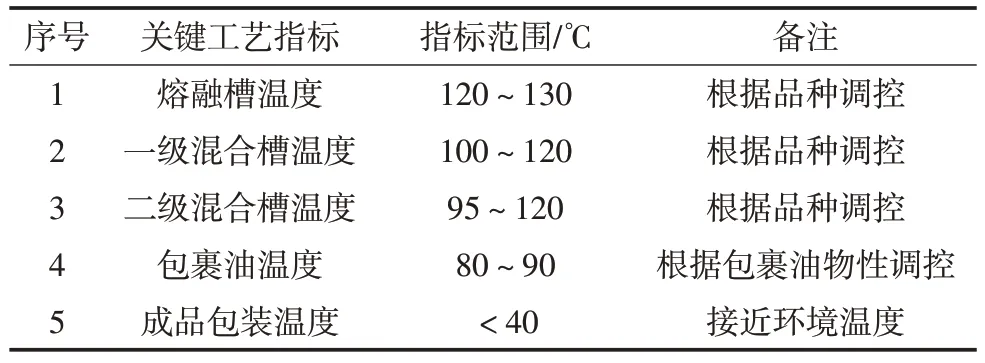
表1 高塔复合肥生产过程中主要温度控制指标
2.1 熔融槽、一级混合槽、二级混合槽温度控制
适宜的熔融液温度,可确保熔融液在较低黏度系数下具有良好的流动性,便于后续造粒操作,利于提高成粒率且使产品颗粒外观均匀圆整,并且可以保持3 个槽所需蒸汽量最少,降低系统蒸汽能耗。混合槽内温度控制过高,料浆显稀,所成粒子中扁粒、碎粒、粉粒多,易出现黏结等问题,影响颗粒外观及成品率;温度过低,熔融液显稠,物料混合不均,不熔物多,熔融液流动性差,易堵塞造粒机喷头,影响系统正常稳定运行。
(1)每种配方肥品种的熔融液温度控制标准不同,同一配方肥所用原料物性、颗粒大小等不同,熔融液温度控制标准也不同,具有较小的操作弹性。25-5-10、25-5-5 配方肥,使用氯化铵作原料时二级混合槽温度控制在95~105 ℃;不使用氯化铵作原料时二级混合槽温度控制在100~110 ℃。17-17-17配方肥,二级混合槽温度控制在110~120 ℃。26-0-0 配方肥(使用尿素和填充料),二级混合槽温度控制在130 ℃左右。
(2)3 个槽的设计、配置不同,热效率不同,使料浆在熔融槽或混合槽中升温、降温速率不同,正常生产操作中温度控制应不同。
(3)返料作为一种原料加入一级混合槽中,本身的物性及加入量不同,操作中温度控制标准也不同。
(4)在硝基肥生产中,硝氯基品种肥对3个槽物料温度及停留时间控制比硝硫基品种肥更为重要。除控制好物料加入顺序外(将磷酸一铵加入一级混合槽、氯化钾加入二级混合槽中),控制好物料温度及缩短二级混合槽氯化钾与硝铵磷溶液混合时间尤为重要。如生产硝氯基16-16-16 品种肥,二级混合槽物料温度控制在135~145 ℃,物料流动性较好,更有利于造粒和提高成品率。硝氯基品种肥生产时,在保证物料良好流动性的前提下,尽可能降低混合液温度,更有益于造粒[4]。
(5)出现意外停车或短时间停车,3 个槽须保温,确保开车后物料的流动性正常。一般尿基品种肥,混合槽可在85~110 ℃保温6 h;硝硫基品种肥,混合槽可在125~135 ℃保温3 h;硝氯基品种肥,混合槽可在135~145 ℃保温1~2 h。尿基品种肥的物料温度随停车时间延长逐渐下降;硝基品种肥物料温度正常情况下随停车时间的延长会逐渐下降,但因硝铵磷的分解加剧并与钾肥反应,可能物料温度起始会缓慢上升,后快速上升到160 ℃。出现这种情况时应在现场加强巡检,若温度接近170 ℃,高位水槽启动联锁,立即向槽内加水降温。若加水后温度仍上升,温度达到180 ℃以上时立即放槽,人员马上撤离。
2.2 包裹油温度控制
不同厂家生产的包裹油的成分、物理性质有所不同,融化温度也有所差异,一般控制在80~90 ℃。外界气温高对融化温度有所影响,气温高时融化温度可相应降低3~10 ℃,气温低时可相应提高3~5 ℃。若包裹油温度控制过高,蒸汽用量增大、能耗增加,还会导致包裹油中的有效成分出现炭化,影响包裹、防结效果;若包裹油温度控制过低,包裹油融化效果差,内含部分未融化的凝固体,易堵塞喷头,雾化效果差,喷洒不均,包裹、防结效果差。
2.3 成品包装温度控制
成品颗粒的包装温度控制极为重要。受外界温度、湿度的影响,包装袋内颗粒温度梯度变化较大,对产品结块影响较为明显。为防止产品在贮存过程中结块,除使用油粉结合的防结剂外,还需要控制产品包装温度。包装温度要求低于40 ℃,但它是相对值,包装温度应接近存放环境温度,确保包装后的产品与外界传递能量较少,从而失去水分迁移、化学反应的推动力。目前行业基本配置多为滚筒冷却后加粉体流冷却技术,可确保成品颗粒与外界热交换完毕,粒子内外“冷透”,杜绝在包装袋内“二次温升”;严禁冷却后的成品颗粒温度过低(远低于环境温度),防止外界空气中的饱和水遇成品颗粒冷凝吸附在颗粒表面,造成吸潮。
3 与温度控制有关的问题及其解决措施
3.1 塔底粉尘量较高
原因分析:(1)熔融液温度高,造粒机喷出后雾化效果太好,过细颗粒增多;(2)造粒机喷头外圈部分喷孔被堵塞引起不规则射流;(3)原料杂物多,熔融液不熔物多;(4)进造粒机的熔融液量不稳定,过大或过小;(5)造粒机喷头内圈转速过高。
解决措施:(1)严格控制熔融槽、混合槽温度;(2)经常更换喷头,检查孔眼形状;(3)提高原料细度,降低杂物含量;(4)严格控制工艺指标,稳定投料量,返料均匀加入;(5)根据不同品种,及时调整内外圈转速。
3.2 颗粒强度过低,扁粒、碎粒增多
原因分析:(1)熔融液温度过高,液固界相量增多;(2)原料水含量超标,熔融液水、汽量大;(3)熔融槽、混合槽的抽风量小,汽、气外排量小或不能排出;(4)喷浆量过大,塔内换热效果达不到;(5)熔融液在熔融槽、混合槽中停留时间过长,汽、液量变少。
解决措施:(1)调整熔融槽、混合槽温度,适当降低熔融液温度;(2)更换使用低水含量原料;(3)及时清理风管、风机;(4)减小生产负荷,控制喷浆量;(5)熔融槽、混合槽液位保持适当,确保搅拌效果良好,液位过高及时溢流。
3.3 塔壁易黏结颗粒物料
原因分析:(1)喷浆量过大,喷头内部液层增厚,离心压力加大,喷洒出的物料扇形面积超出预定范围;(2)喷头外圈转速过高,离心力过大,喷洒出的物料超出预定范围;(3)喷头上部端板溢料,通常为喷头内堵塞严重,偏流;(4)塔底进风不均或偏流,造成局部粘塔壁;(5)熔融液温度过高,液固界相量增多,喷洒出的物料超出预定范围。
解决措施:(1)减小生产负荷,控制喷浆量;(2)调整造粒机喷头外圈转速;(3)及时清理造粒机喷头;(4)调整通风口,塔内风量均匀分布;(5)适当降低融熔槽温度。
3.4 颗粒出塔温度高
原因分析:(1)空气湿度大,环境温度高,进风量不足;(2)颗粒直径偏大,表面积变小,热交换效果差;(3)造粒机喷头选型有问题,喷洒过度集中,影响热交换;(4)料浆温度偏高;(5)喷浆量超出设计产能。
解决措施:(1)补加部分冷风、除湿后的风;(2)减小出塔颗粒粒度;(3)更换喷头,使喷洒出的物料均匀分布;(4)调整二级混合槽料浆温度;(5)控制喷浆量。
3.5 颗粒偏大(或偏小)
原因分析:(1)造粒机喷头内圈、外圈转速慢(或快);(2)熔融液温度低(或高),料浆偏稠(或偏稀)。
解决措施:(1)提高(或降低)造粒机喷头内、外圈转速;(2)调节蒸汽用量,提高(或降低)熔融槽、混合槽内温度。
3.6 产品水含量超标
原因分析:(1)熔融液温度低,水含量大;(2)喷浆量过大,超出系统设计负荷;(3)3个槽的负压小,水汽不能及时抽走;(4)原料水含量大。
解决措施:(1)提高3 个槽的温度,降低水含量;(2)调整生产负荷,减小喷浆量;(3)检查负压系统,提高负压;(4)使用水含量低的原料。
4 结语
综上所述,温度是高塔复合肥生产操作中最重要的一个控制指标,每个用户、每套系统、每个生产品种都不可能完全一致。这就需要各用户在实际生产中积极、主动摸索各点的温度控制指标,在保证熔融液具备良好流动性基础上尽量降低其温度,减少蒸汽加入量,从而降低能耗。规范操作规程,提升操作人员生产控制和处理异常情况的应急能力,并借鉴其他厂家先进的生产控制及设备升级换代经验,逐步优化操作控制指标及选用高效能设备,实现产能最大化、能耗最小化,真正实现稳产、高产、精产、优产。
