复合材料结构在航空领域的故障及维修研究
2023-10-07黄振宇
黄振宇
(东方航空技术有限公司,上海 200050)
复合材料结构是由至少2 种异形、异质、异性材料复合而成的新型材料结构,能够汇集多种材料的优点,获得轻质、抗腐、隔热、减振等多重特性,且结构加工有一定灵活性,在航空领域应用广泛。但受飞鸟、雷电、飞石等多种因素的影响,航空飞行器上的复合材料结构将发生多种故障,需要得到合理维修才能保证航空器安全、稳定运行。因此,应加强航空领域复合材料结构故障及维修研究,确保结构价值得以充分发挥。
1 复合材料结构在航空领域的应用情况
在航空领域,复合材料结构大致可以划分为复合材料夹芯结构和复合材料层压结构两类,多采用碳纤维和蜂窝结构材料制成。其中,夹芯结构由上、下蒙皮和芯子固化胶结构成,蒙皮为薄面板,多采用树脂基碳纤维、玻璃纤维等增强复合材料制成,芯子多采用蜂窝芯或泡沫芯。该类复合材料结构多用于飞机整流罩、方向舵、副翼等次承力部位,也常用于制作无人机等飞行器的机身,日常容易发生蒙皮分层、脱芯等故障,给结构带来较大危害。而层压结构具有较强设计性,能够采用多种工艺方法制作各种结构形式,在飞机等结构中应用广泛,如机身、机翼等多采用该类结构。层压结构主要使用碳纤维增强材料制成,容易发生分层、脱胶、表面损伤、穿孔等故障。
2 复合材料结构在航空领域的故障及维修
在航空领域,复合材料结构发生故障后能否维修,需要根据结构损伤程度确认,只有故障位于非关键性位置且不严重的情况下才能实施维修,一旦故障发生造成整体结构完整性被破坏,则需更换零部件。因此,在故障维修前,应通过目视、X 射线法、超声波技术等多种方法完成损伤区检查,确认故障范围、损伤程度后,对照复合材料结构损伤容限范围判断能否通过修理恢复部件或构件功能。结合故障维修实践可知,主要可以将复合材料结构故障划分为表面损伤、结构分层、夹芯损伤、结构穿透等类型,在完成故障评判的基础上制定科学维修方案。
2.1 表面损伤故障及维修
表面损伤为常见故障,与航空器使用时操作不规范引发的飞机碰撞等原因有关,多发生在机身、机翼和舱门等位置,要求人员日常及时检查和维修,避免损伤持续加大,导致复合材料结构因应力集中发生裂纹、分层等故障。表面损伤故障以划伤、点蚀、凹坑等为主,属于小区域故障,需要根据破损形式和长、深区分,要求未穿透结构表层。通过目视初步判断故障范围和严重程度后,检查是否存在水分、燃油等物质浸入,清除后使用X 射线法确定损伤是否伤及玻璃纤维等深层区域。
在复合材料结构表面发生轻微损伤的情况下,可以通过涂覆树脂方法完成结构固化修补。如图1 所示,为飞机发动机防磨带结构发生的表面损伤故障,由于长期受到气流冲刷,该部位为最易磨损的复合材料零部件,需要定期检修,发现磨损需填充耐磨环氧树脂填料,并通过砂纸打磨将气动表面恢复。飞机机身等位置由于经常受到小颗粒砂石等外来物冲击,容易发生轻微擦伤、凹槽等损伤,可以通过涂覆环氧树脂方法修补。具体来讲,就是先用砂纸或打磨器将损伤区打磨干净,期间禁止出现电火花,以防引发爆炸。参考维修图纸,使用胶带纸覆盖修理区域四周,覆盖范围比损伤区大1 英寸。将损伤清理干净后使用砂纸打毛后,用吸尘器除尘,使用抹布沾丙酮清理损伤区表面,确认无灰尘后均匀涂覆树脂,确认固化后喷涂底漆和面漆,如果存在耐磨层、导电层等覆盖层,应按照原本结构恢复表层。

图1 飞机发动机防磨带表面故障
表面发生划伤、凹坑等故障伤及玻璃纤维的情况下,应确认夹芯结构损伤铺层数不超总数1/10,损伤长比2英寸小,宽小于0.25 英寸,且距离构件边缘比损伤区直径1.5 倍大。针对层压复合材料结构,要求损伤铺层仅1 层,且损伤长不超3 英寸,宽不超0.25 英寸,损伤位置距离边缘、紧固件孔等区域至少保持0.5 英寸距离。在结构维修时,需根据损伤铺层增加相同数量的增强层,具体可以采用胶结方法将修补贴片黏贴在结构上,确保结构恢复原本强度或刚度。贴片可以选择金属材料或复合材料,可以为固化的层合板或为固化的预浸料,需与损伤结构一同固化。在保护好为损伤区域后,使用180 号细砂纸打磨修补区,去除损伤铺层,并记录清除的铺层数。将修补片可能覆盖孔使用碎纤维树脂胶填充,将各打磨阶梯覆盖一层预浸料,并按照比相邻下层大1英寸的尺寸制作上层修补片。完成与修补片同面积的纤维布剪切后,按照相同重量调树脂胶,倒至纤维布上,上下覆盖分离膜后将胶刮匀。制作的修补片应立即使用,黏贴时保证修补片纤维方向和原结构铺层方向相同,确认各故障区填铺数量不能超过4 片。完成最小片贴铺后,依次贴铺上层修补片,然后使用密封袋密封修补区域,抽真空后等待修补片固化。检查确认修补效果合格后,使用砂纸打磨周边,确认损伤区与原本板件之间过渡顺滑,并恢复构件原本覆盖层。
2.2 结构分层故障及维修
复合材料结构发生分层故障,一方面,可能与结构本身存在的制造缺陷有关。如材料制备时因操作不当造成铺层方向错误、内部空隙过多等问题发生,将引发材料性能缺陷。而在零部件装配时发生碰撞,将导致结构缺陷的产生,继而造成复合材料结构经过长时间使用后出现分层现象。另一方面,可能与航空器使用过程中长时间遭受恶劣天气变载荷冲击、温度循环载荷作用等因素有关。因为复合材料结构由纤维、树脂等不同材料结构,热膨胀系数存在差异,经过长时间使用后受外力作用,容易发生分层情况。发生分层故障后,需要采用无损检测法或敲击法等方法确定损伤情况,通过检查损伤区铺层数量及变化,确定脱层具体尺寸,才能判断是否可以维修。
在复合材料结构仅发生小面积分层故障时,可以通过注胶方法修补。在完成前期打磨、清理等操作后,可以直接在故障位置钻设透气孔和注胶孔,前者用于放置损伤部位处于真空状态,后者用于填充胶材。在通过注胶孔注胶时,需使用压力枪等工具,确保将胶孔注满,消除内部空隙,直至胶液从透气孔中溢出。通过向修理部位加压、加热,能够使填充物和修复结构紧密结合。通过向分层区域注胶,无须去除其他材料,可以利用树脂固化修复纤维层结构,稳定表板和密封损伤区,防止潮气渗入和损伤持续扩大。
在结构分层面积稍大或故障由制造缺陷引发的情况下,首先应确定夹芯结构损伤直径不超0.25 英寸,与其他损伤、边缘区域距离至少达到损伤直径2.5 倍。如果为层压结构,要求损伤直径不超0.5英寸,与其他损伤、边缘等区域距离同样不小于损伤直径2.5 倍。在结构维修方面,针对厚度小的层合板,可以直接在外部增设补片,在胶接面分布均匀的情况下,不会发生应力集中问题,能够使修补后的表面较为光滑。但结构厚度较大,需在内部增设补片。针对分层区域实施挖补,铺浸编制纤维布。从最上层开始铺贴12.5mm 宽调节,从上至下完成最内层铺贴,在打磨边缘打磨12.5mm 宽周边加铺层补片,可以保证修补后的结构整体性能良好。
2.3 夹芯脱胶故障及维修
蜂窝夹芯结构多用于航空器透波性高的区域,如天线罩、雷达罩等,大多布置在迎风区域,导致复合材料结构长期受到碎石交变冲击等各种外力作用的同时,受风雨雷电等恶劣天气影响,容易发生层合板与蜂窝间胶黏粒下降的问题,导致夹芯局部松软。此外,结构成型加工期间,未能做好固化温度、压力等参数控制,也将导致蜂窝和层合板间脱胶。在夹芯脱胶故障维修方面,应根据故障大小和位置合理维修。
通过超声波检测等方法确定夹芯脱胶面积和部位后,确认面积不超容限,且脱胶部位在非透波位置,可以通过注胶方式修理。在方法应用过程中,应保证注胶孔的直径比蜂窝晶格尺寸小,同时注胶时应将内部湿气、杂质等去除,最后确保注胶型号和原本结构相同。采用X 射线法进行检测,能够确定蜂窝夹芯中是否含有水分。确认含水后,应在钻孔后采用电热毯和无油压缩空气去除蜂窝夹芯板内的水分,如图2 所示,确认清除水分面积比损伤部位至少大4 英寸,确保后续取得理想注胶加固效果。

图2 蜂窝夹芯水分去除方法
如果脱胶故障在透波区,需采用挖补法修理,采用全高度切除法将含缺陷的蜂窝夹芯去除。在切除夹层面板时,可以与夹芯进行等孔距垂直切除,制作高度为原蜂窝和面板总高的补片,形成突出预浸料结构。此外,也可以只垂直切除夹芯,层合板通过斜接法或阶梯法局部切除,制作补片高与原本夹芯高相同。在填充夹芯时,确认与孔保持0.025 英寸间隙,方便在周边缠绕泡沫胶带。清理毛刺和清洁后,将回填夹芯区域密封和抽真空,完成夹芯固定,然后按照修补片方式处理层合板。
2.4 结构穿透故障及维修
复合材料结构受强大瞬间冲击力作用,可能发生穿透性损伤,如遇到鸟撞击、雷击等,结构承受荷载将超出限值,给结构带来致命性损伤。穿透性损伤容限和脱层相同,如果超限需要更换新零部件,在限值内可以通过更换夹芯结构和补修层合板方式处理。
在故障维修过程中,需使用180 目砂纸打磨去除损伤区域,漏出夹芯后去除表面胶层,覆盖纤维布、热电偶等去除水分。对损伤区域进行切除,形成圆滑轮廓后,按照切割线去除蜂窝芯体,偏移应不超0.5in,防止未受损材料被切伤。期间,应注意不暴露非楔形表面纤维,去除损伤部位后打磨楔形,层间尺寸为0.5in。完成表面清洁后,修整芯块时应留有一定余量,防止固化过程中发生塌陷。蜂窝条带和原蜂窝芯方向一致,更换夹芯应比去除部分小0.05in,方便缠绕发泡胶。将制作好的夹芯浸入丙酮溶液不超60s,确认浸泡不超4 次,使用丙酮将污染区清洗干净。安装芯块时,在孔内未受损蒙皮内侧镶嵌胶膜,壁孔大0.1in,然后将边缘缠绕胶膜的芯块填入,方向与原本相同,如图3 所示,一次放置真空袋、铺层材料、分离膜、热电偶等进行固化黏结,通过连接设备加压固化至少120min。完成铺层修理固化后,需开展成型质量检测,保证结构质量合格。
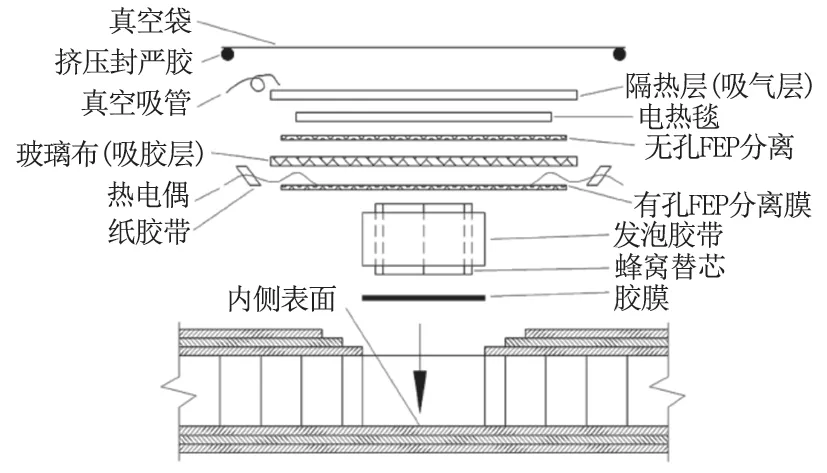
图3 蜂窝芯固化封装
3 结语
在开展航空器复合材料结构故障维修工作时,首先应通过做好前期检查确认结构损伤程度,确保针对不同故障采取恰当的维修方案。发生表面损伤、结构分层等故障,在损伤较轻的情况下,可以通过涂覆树脂、注胶等方式修补,损伤较重但未超限可以通过补片法修复。发生夹芯脱胶故障,根据故障区域采取注胶或挖补方式修补。针对结构穿透故障,未超工艺标准可通过更换芯体修补,否则,需更换新的零部件。通过合理运用复合材料结构故障维修技术,保证结构修复效果良好,才能为航空器正常运行保驾护航。
