原油稳定装置提产措施效果分析
2023-09-26管西娟谢一博赵克贤
陈 岩,管西娟,谢一博,赵克贤
(中国石油长庆油田分公司第二采油厂,甘肃庆城 745100)
某联合站三相分离器净化原油中潜含C1~C4烃蒸气(1.9%~2.5%),常温、常压下,敞口储存和运输会从原油中挥发掉,C5在储运温度高于常温的情况下也要从原油中挥发出来(沸点:iC527.5 ℃,nC535.8 ℃)。在挥发过程中还会带走部分C6以上重组分。油罐挥发气对站场构成较大的安全隐患,对环境造成破坏,同时挥发气又是非常富的伴生气资源,具有很高的经济价值,应加以回收利用。因此,在某联合站旁新建某轻烃厂一座,包含原油稳定装置及轻烃回收装置各1 套。
某轻烃厂原油稳定装置2016 年投产,主要负责稳定某联合站原油,采用负压闪蒸工艺,设计处理规模30×104t/a,年稳定原油41×104t(日均1 147 t),装置负荷率137%。日产稳定气7 000 m3,C3+组分含量77%,折合轻烃日产13.2 t。
原油稳定装置流程:某联合站三相分离器来油经加热后进入某轻烃厂原油稳定塔负压闪蒸,稳定后原油经输油泵输送至净化罐。稳定气经负压压缩机撬增压、出口冷却器冷却后进入抽气分离器,分离出的气相进入伴生气处理装置,液烃进入轻烃储罐,水进入污水回收撬。
1 原油稳定装置存在问题
1.1 原油中有效组分未完全回收
随着某作业区周边区块大规模开发,产能建设不断增大,原油产量逐年提升,某轻烃厂原油稳定装置负荷超过120%,达到137%,超负荷运行导致原油中C1~C4烃蒸气无法完全拔出。某原油稳定装置日均稳定原油1 147 t,稳定气折合轻烃日产13.2 t,原油拔出率为1.15%。按照长庆油田未稳定原油平均损耗率1.5%计算,有0.35%有效组分未回收,折合轻烃产量为4.0 t/d。
1.2 原油饱和蒸气压不达标
根据SY/T 0069—2008《原油稳定设计规范》与GB 50350—2015《油田油气集输设计规范》中的相关规定:“稳定原油在最高储存温度下的饱和蒸气压的设计值不宜超过当地大气压的0.7 倍”。某作业区当地大气压在85.0 kPa 左右,储存最高温度为45 ℃,原油饱和蒸气压要求低于59.5 kPa。经检测,某联合站储存温度为45 ℃时,稳定后原油饱和蒸气压为63.0~65.0 kPa,不满足相关规范要求。
2 提产措施制定
2.1 目前操作因素分析
原油稳定的目的是分离出原油中易挥发的轻组分,以降低原油饱和蒸气压,原油稳定装置效果及拔出深度主要从稳定气量中的C3+组分含量来体现,所以实际生产中必须严格掌握好轻烃组分的拔出程度。对某轻烃厂原油稳定装置参数进行分析,影响稳定效果的因素主要有原油稳定温度、原油稳定塔压力两个参数[1-4]。
稳定温度:已达到设计最高温度60 ℃,无提升空间;
稳定塔压力:某原油稳定装置采用负压闪蒸工艺,故操作压力的控制是关键因素之一。如压力过高,对闪蒸不利,致使轻组分拔出程度不够,原油稳定达不到要求,反之,降低压力,可使轻组分易于逸出,产品收率增高。在温度为50、55、60、65 ℃时产品收率随真空度的变化关系见图1。由图1 可知,在不同温度下,产品收率均随真空度的增加而增大,而且当真空度增大时,产品收率随其增大的幅度也越大。60 ℃时实际产品收率与真空度的关系见图2。由图2 可知,在60 ℃时,真空度每提高10 mmHg 时,产品收率增加0.08%~0.09%,影响比较明显。因此,适当降低稳定塔压力即提高真空度可起到提高产量的作用。
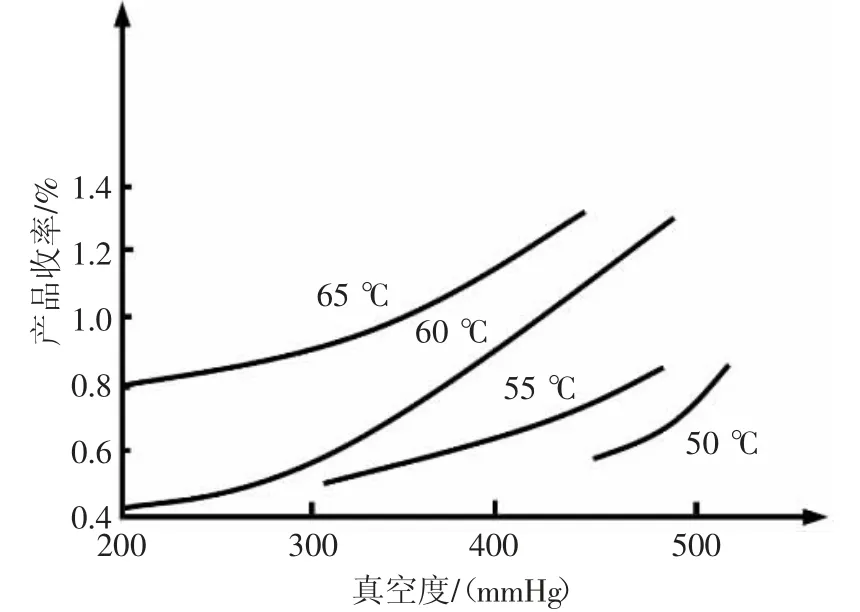
图1 真空度对产品收率的影响
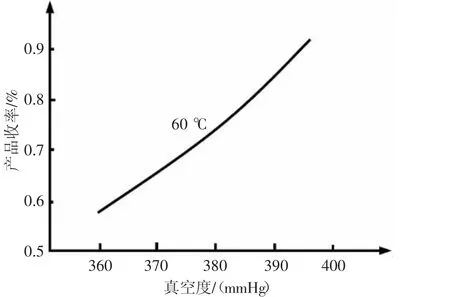
图2 60 ℃时真空度对产品收率的影响
稳定塔压力稳定依靠抽气压缩机的抽吸作用达到设计压力。抽气压缩机标况下流量为20 m3/min,折算工况下流量为13 m3/min,目前稳定气量7 000 m3/d,抽气压缩机能力富裕,具备提产空间(表1、表2)。

表1 某轻烃厂原油稳定装置运行参数

表2 某轻烃厂原油稳定装置设备明细
2.2 提产措施制定
通过以上分析,针对某原油稳定装置现状采取措施,降低C3+组分压力可提高产品产量。降低C3+组分分压就要用到道尔顿分压定律。
2.2.1 道尔顿分压定律 约翰·道尔顿提出,在任何容器内的气体混合物中,如果各组分之间不发生化学反应,则每一种气体都均匀地分布在整个容器内,它所产生的压强和它单独占有整个容器时所产生的压强相同。也就是说,一定量的气体在一定容积的容器中的压强仅与温度有关。
道尔顿分压定律从原则上讲只适用于理想气体混合物,对于低压下真实气体混合物也可以近似适用。
2.2.2 采用气提工艺降低C3+组分分压 原油稳定气为低压混合气,基本适用道尔顿分压定律。气提工艺就是依据分压定律,在抽气压缩机的能力范围内,保证稳定塔压力稳定的情况下,在稳定塔内自下而上通入干气或不凝气(C1、C2),从而增大C1、C2组分分压,降低C3+组分分压,有利于原油中C3+组分的气化,提升产品收率。同时,干气或不凝气从下而上运动,对已经分离出来的轻烃组分起到一定的携带作用,进一步提高C3+组分的脱出效果(图3)。
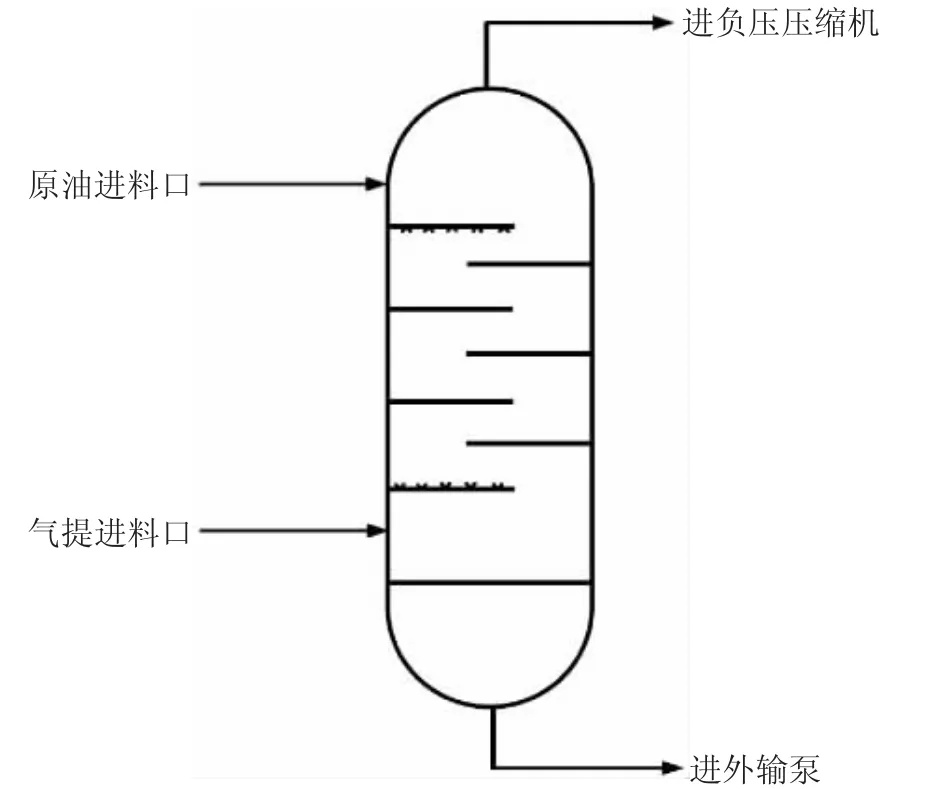
图3 应用气提工艺的原油稳定塔结构示意图
3 现场气提工艺安装
在不造成长时间停产的前提下,对稳定塔进行简易改造。稳定塔本体上有空置法兰2 处,为液位计预留口,规格DN80,选取1 处作为干气或不凝气入口。气提管线规格选取DN50,为保证塔内通入的干气均匀分散,塔内部气提管线制作为花管样式。塔外气提管线配套DN50 流量计1 台、DN50 控制阀门1 具。
4 气提措施效果分析
4.1 提产效果分析
在保持措施前后工艺参数不变的情况下,即稳定温度60 ℃,稳定压力-0.025 MPa,日均稳定油量1 147 t,对C3+拔出量及产品产量进行对比分析(表3)。

表3 气提对产量的影响统计表
由表3 可以看出,气提工艺提产效果比较明显,随着气提气量的增大,稳定气量随之增加,稳定气中C3+组分含量有一定幅度的下降,但总体C3+组分含量是呈上升趋势。当气提气量在15.0 m3/h 左右时,C3+组分及折合轻烃产量达到最大,日增加轻烃产量5.1 t。
4.2 原油饱和蒸气压
经过检测,配套气提工艺稳定后,某联合站储存温度为45 ℃时,稳定后原油饱和蒸气压为56.0~58.0 kPa,满足相关规范要求的小于当地大气压的0.7 倍,即小于59.5 kPa。
5 经济效益分析
5.1 改造投资
气提工艺改造主要需DN50 管线500 m,DN50 流量计1 台、DN50 阀门1 具,预计投资15 万元。
5.2 收益分析
气提工艺每日可增加轻烃产量5.0 t,去除各类生产成本及损耗,按照每吨轻烃收益2 000 元计算,15 d即可收回成本,全年产生经济效益360 万元。
