HXD2 型电力机车蓄电池柜组装工艺改进
2023-09-17吕秀超李新建张永连
吕秀超,李新建,张永连
(中车大同电力机车有限公司,山西 大同 037000)
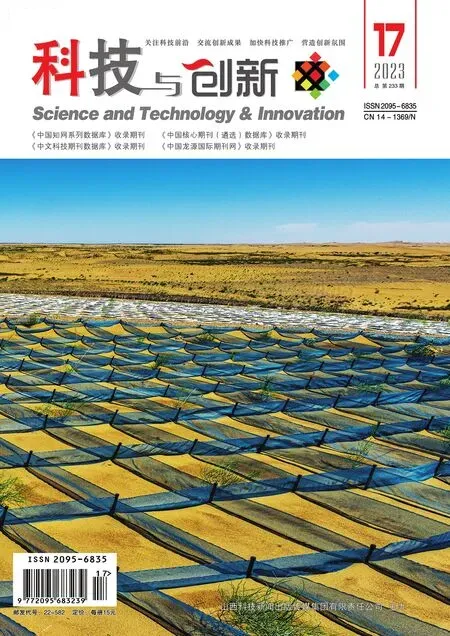
HXD2 型电力机车蓄电池柜包括柜一、柜二、柜三,它是为整车提供DC110 V 的电源设备,每个屏柜可分为柜体和箱体2 部分,各箱体分别安装质量为12.5 kg 的蓄电池8 块、20 块、20 块;蓄电池安装至箱体后,需安装至柜体,柜一用1 个M8 螺栓将它与箱体紧固,如图1 所示。柜二、柜三各用3 个M8 螺栓将它与对应的箱体紧固,如图2 和图3 所示。
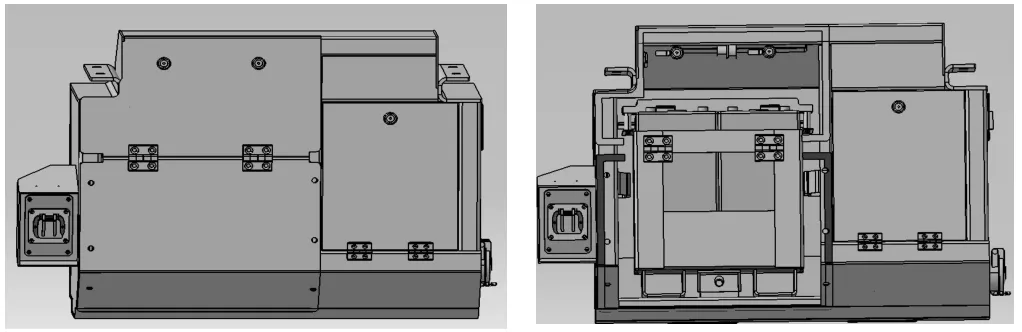
图1 HXD2 型电力机车蓄电池柜一
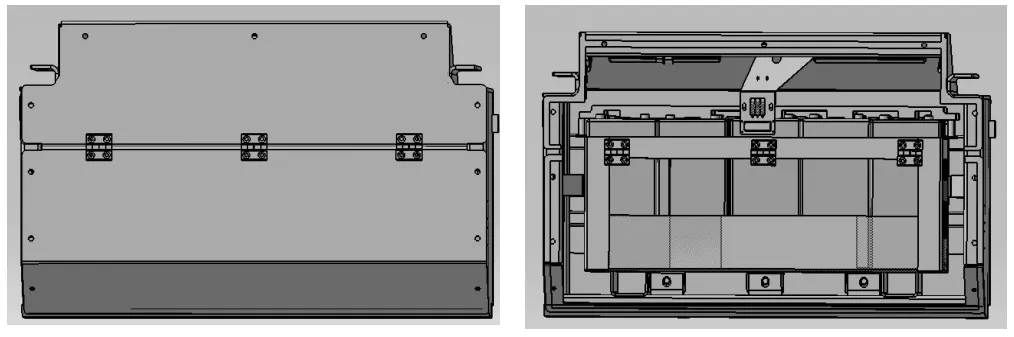
图2 HXD2 型电力机车蓄电池柜二
图3 HXD2 型电力机车蓄电池柜三
蓄电池柜体和箱体骨架材料选用S335J2G4 钢板,箱体一骨架质量为18.236 kg,加上蓄电池质量100 kg,整个箱体质量为217.877 kg;箱体二骨架质量为29.487 kg,加上蓄电池质量为250 kg,整个箱体质量为304.817 kg;箱体三骨架质量为29.487 kg,加上蓄电池质量250 kg,整个箱体质量为304.817 kg。各箱体、箱体骨架、蓄电池质量参数如表1 所示。柜体、箱体均为黄绿环氧底漆、赭红聚酯中涂漆、影灰色聚氨酯面漆3 层油漆,且客户对漆面质量要求极高,需避免组装过程中的磕碰。
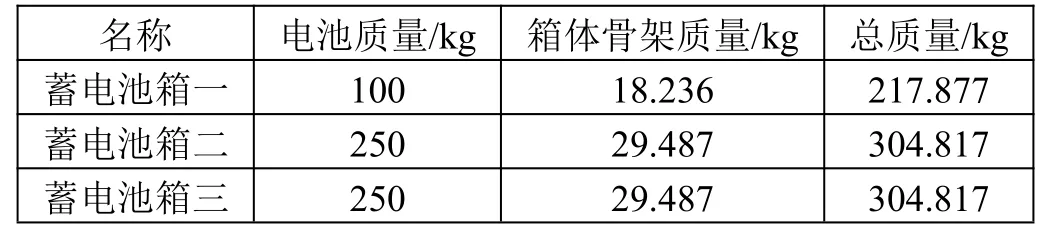
表1 各箱体、箱体骨架、蓄电池质量参数
1 制造难点
当前的安装方式是固定箱体,首先将箱体用吊装器械吊至专用工装,并将其下方的安装孔插接至对应工装的上梁,插入340 mm;然后将对应的柜体吊装至适当位置,使它刚好与箱体对接,然后将柜体上提15 mm,使箱体刚好与工装横梁不接触,横向平移340 mm,即完成箱体和柜体的相互组装。整个过程需要完成9 次吊具作业,且需借用非标的紧固件,对接较为困难,组装效率低,且很容易磕损漆面,存在一定的安全风险。
2 装配工艺
2.1 组装工序安排
由于蓄电池箱体在装入柜体的过程中,已有蓄电池和其他零部件安装,由于其质量较大,且为吊装式安装,重心高度约为0.8 m,如表2 所示。
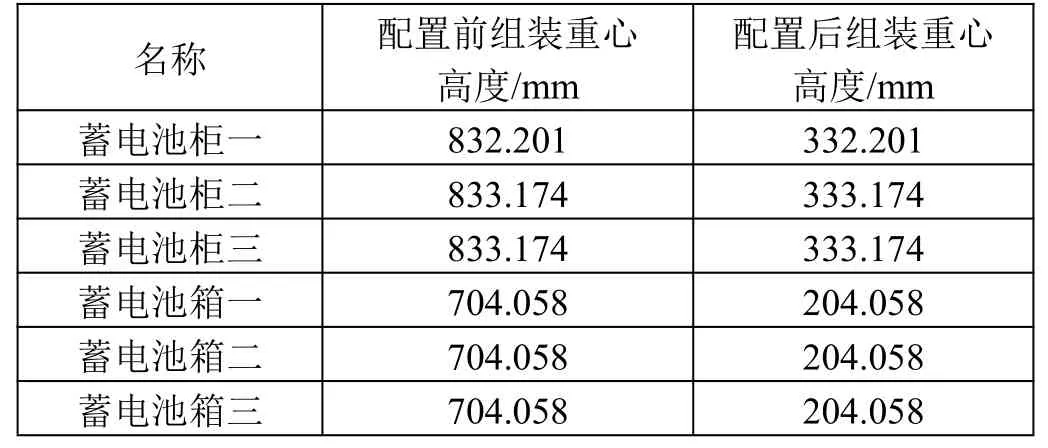
表2 配置三维柔性化提推工装后组装部件重心高度对比
装入过程需缓慢、小幅度进行,以免柜体或箱体的油漆被磕碰,经反复研究,该过程的组装工艺需改进,如图4 所示。保证各个制造部件的的重心控制在0.35 m 以下。
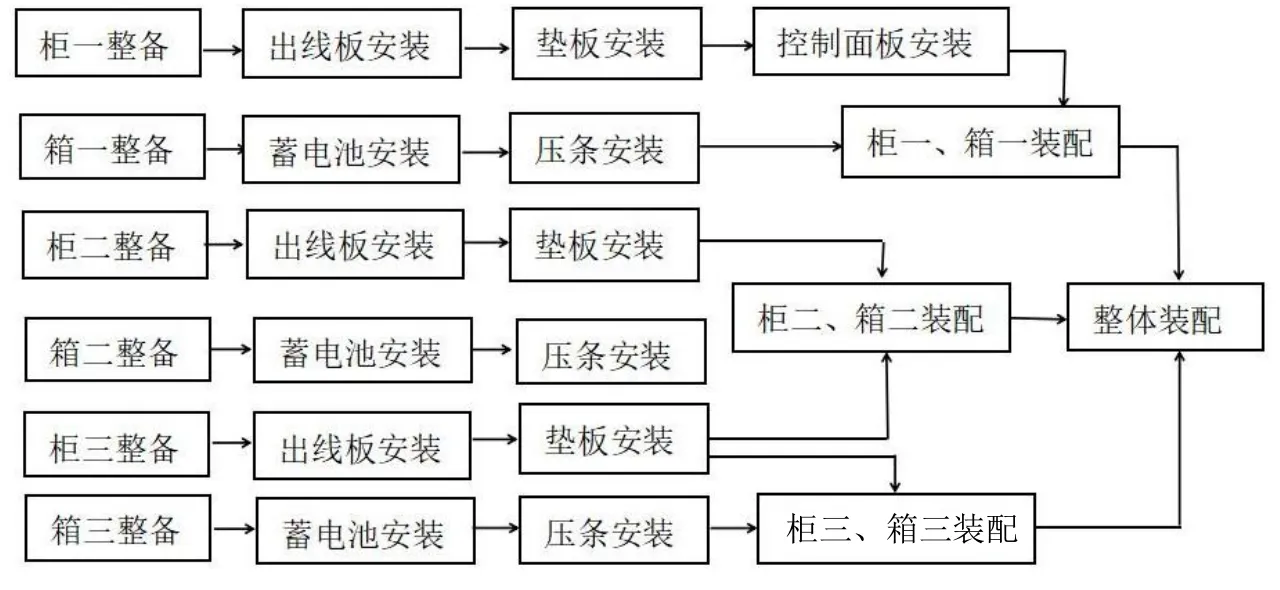
图4 蓄电池柜装配工艺流程
组装的工艺流程为3 个柜体整备安装电器件,3个箱体整备和装入蓄电池,最后3 个箱体和对应的柜体进行装配,组装工序按照以下原则进行:先重后轻、先面后孔、先下后上、先中间后两边[1-2]。
2.2 柔性化定位工装及组装工艺
柔性化定位工装采用高效、安全、高质的工艺理念设计,柔性化定位工装可同时适用3 种不同尺寸的蓄电池柜组装,该柔性化定位工装可分为5 大模块,可调横支撑臂作用为支撑、运输箱体与柜体对接;横支撑臂安装架作用为固定横支撑臂,并可调节双臂之间的距离;液压竖支撑臂可在垂直方向上在规定范围内移动,总支撑板用于平衡整个装的配零部件,4 个福马轮可保证整个装配零部件在水平面内360°范围移动。柔性化定位支撑工装如图5 所示。
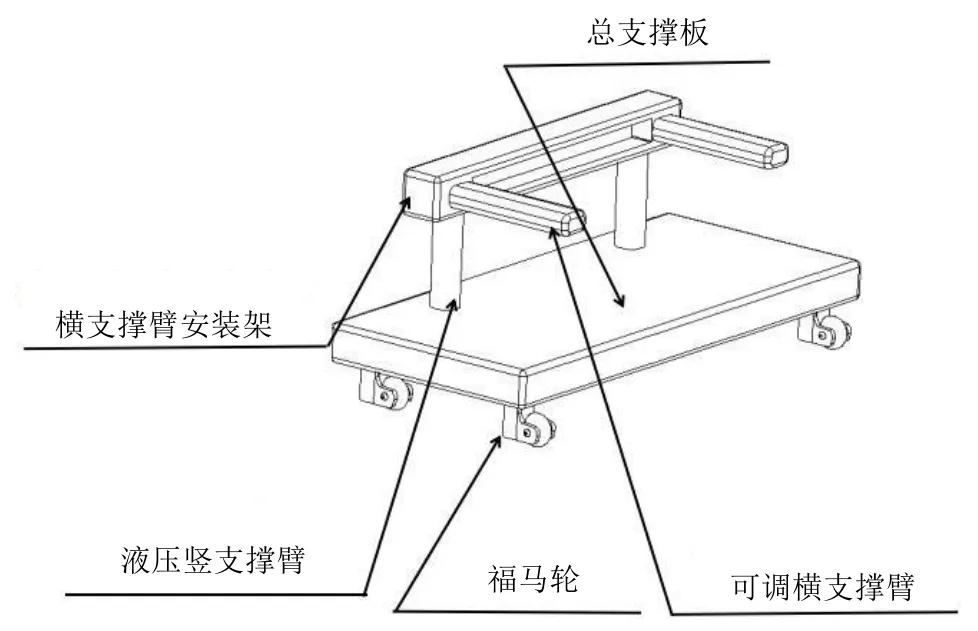
图5 柔性化定位支撑工装示意图
组装时,将柜体放于组装平面,利用柔性化定位拖放工装将箱体支起,精准安装于柜体内部,下调液压竖支撑臂10 mm,工装抽出可进行下一步对接作业。柜、箱体装配三维模拟效果图如图6 所示。

图6 柜、箱体装配三维模拟效果图
3 蓄电池柜装配工艺分析[3]
HXD2 型电力机车蓄电池柜组装过程中箱、柜装配极为重要,安全风险系数较大,利用原有工艺装配存在以下3 个难点:①蓄电池箱需用2 套紧固件及吊装设备将它固定于安装架上,此过程需将它抬高0.8 m,如图7 所示,掉落风险较大;②需将柜体吊至与箱体相当的高度,用柜体下的支撑横梁将箱体托起,然后利用横向的摩擦力将箱体带出,过程中可能多次将两者的油漆磕碰,且带出的过程有滑落的可能,如图8 所示;③需更换不同的支撑工装,过程效率极低,影响现场组装进度;④装配过程中,在柜体、箱体的吊装位置处极易发生磕漆现象,如图9、图10 所示。
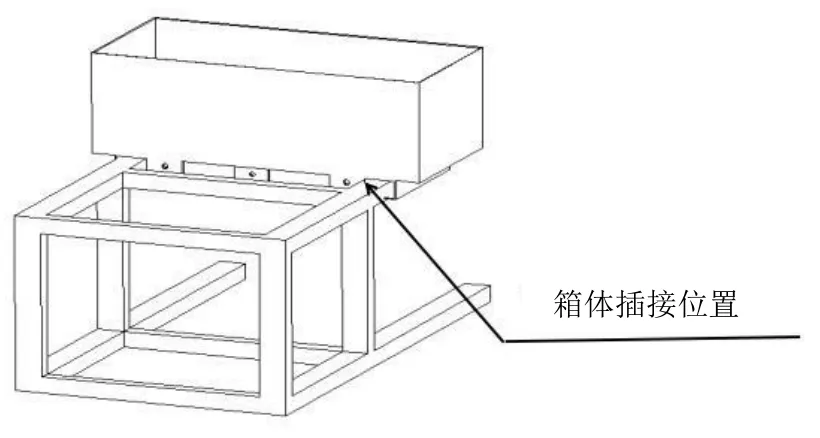
图7 蓄电池箱体三吊至工装原工艺图
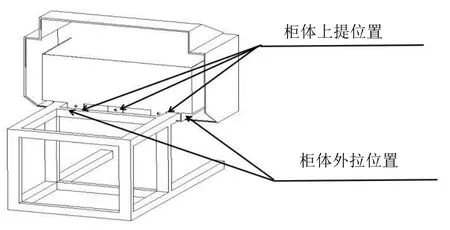
图8 蓄电池柜体三吊至工装原工艺图

图9 蓄电池柜体一吊装位置示意图
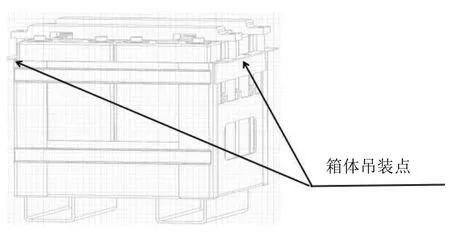
图10 蓄电池箱体一吊装位置示意图
该柔性化工装具有三维定位功能,根据不同箱体的支撑孔横向距离及纵向距安装平面高度,精准调节可调横支撑臂的横向距离及液压竖支撑臂的纵向高度,保证精准、高质完成不同类型的箱体支拿、拖放作业。而360°旋转的福马轮可急速切换不同的工位,保证总组装作业的高效进行,如表3 所示。

表3 配置三维柔性化提推工装后柜体组装时间对比
输入所装配零部件位置的尺寸,自动调整横支撑臂之间的距离及液压竖直支撑臂所提升的高度,输入程序如下:
# include <stdio.h>
main()
{
double c,b,a,d,e,f;
printf("请输入被移位数:");scanf("%d",&a);
printf("请输入移位数:");
scanf("%d",&c);
printf("请输入移位数:");
scanf("%d",&e);
printf("请输入移位数:");
scanf("%d",&f);
b=a<<c;
d=a>>c;
e=a>>c;
f=a>>c;
printf("左移:%d 右移:上移:%d 下移:%d",b,d,e,f);
return 0;
}
配置三维柔性化提推工装后箱体、柜体磕漆数量如表4 所示。

表4 配置三维柔性化提推工装后箱体、柜体磕漆数量
4 结束语
经过实践及工艺验证,该装配工艺改进极大地提高了组装效率,保证了产品质量的稳定,经过现场综合检查,各检查项点数据均满足设计要求。