#2 汽轮机主汽门、调门异常摆动分析及处置
2023-09-17王胜辉高振渊
王胜辉,高振渊
(中天合创能源有限责任公司化工分公司,内蒙古 鄂尔多斯 017000)
中天合创能源有限责任公司是国内目前在运最大规模的煤制烯烃项目,项目于2016 年10 月试运行,热力发电系统设计有6 台高压煤粉锅炉,配有总量为300 MW 的发电机组(#1 汽轮发电机组为30 MW 背压机组、#2、#3 汽轮发电机组为135 MW 抽凝机组);公司装置区正常工况运行时用电总负荷在330 MW 左右,其中#2、#3 汽轮发电机组共计发电量270 MW·h,#1 汽轮发电机组由于蒸汽不平衡暂无法运行,缺额电量从外电网吸取。
中天合创能源有限责任公司厂区所在乌审断面处于电网供电的末端,受制于外电网供电能力不足的影响,电力公司对公司下网用电频繁限制,不能完全满足公司安全生产用电需求。在这种情况下,若#2、#3汽轮发电机组发电机因故障或检修停运时,电网没有足够的电力负荷供应,需要生产系统大量装置迅速停车、压减负荷来保证供电稳定。
#2、#3 汽轮机均采用DEH(Digital Electric Hydraulic,汽轮机数字电液)控制系统,其控制精度高、反应速度快、动态响应好,DEH 控制系统在整个系统中发挥了重要作用。然而主汽门、调门控制系统就地设备所处的环境温度高,振动大,EH 油(抗燃油)的品质时刻影响着伺服阀的工作性能,特别是EH 油油质劣化变质后形成的油泥、凝胶等物质将造成整个EH 油系统工作不稳定,甚至造成机组非计划停机事故发生[1]。
汽轮机主汽门、调门异常摆动故障在热电厂中出现频次较多,但具体原因大都是某个部件出现问题。本文通过对故障部件进行解体检查,在深入研究的基础上查找出导致汽轮机主汽门、调门异常摆动的根本原因,并给出较为完善的解决方案,对其他同类型的电厂解决相似的问题具有一定的借鉴作用。
1 设备、控制系统简介
1.1 汽轮机EH 油系统
中天合创能源责任公司热电部汽机装置#2 汽轮机采用上海电气集团股份有限公司生产的CCZK135-11.8/1.8/0.9 型汽轮机,该机组为超高压、单轴、直接空冷、具有2 级可调整抽汽式汽轮机;DEH 系统采用艾默生过程控制有限公司的产品,为高压抗燃油型数字电液调节系统,机组EH 液压系统配置有2 个高压自动主汽门油动机(TV1、TV2)、4 个高压调节汽门油动机(GV1—GV4)、3 个中压抽汽门油动机(IV1—IV3),所有油动机都采用单侧进油、连续控制式结构,油动机靠油压作用开启阀门,靠弹簧作用关闭阀门。
1.2 机组主汽门、调门控制系统工作原理
#2 汽轮机高压调节汽门油动机属连续控制型执行机构,可以将高压调节汽门控制在任一位置上,成比例地调节进汽量以适应汽轮机运行。它一般是由伺服阀、伺服回路控制卡(伺服卡)、线性位移传感器(Linear Variable Differential Transformer,LVDT)、EH 油液压系统组成。
经DEH 控制器运算处理后,开大或关小高调门的电气信号,经过伺服放大器放大后,在电液伺服阀中将电气信号转换为液压信号,使电液伺服阀主阀芯移动,并将液压信号放大后控制高压抗燃油的通道,使高压抗燃油进入执行机构活塞杆下腔,使执行机构活塞向上移动,带动高压调节汽阀使之开启,或者是使压力油自活塞杆下腔泄出,借弹簧力使活塞下移,关闭高压调节汽阀。当执行机构活塞移动时,同时带动2个LVDT 线性位移传感器,将执行机构活塞的位移转换成电气信号,作为负反馈信号与前面计算机处理后送来的信号相叠加,输入伺服放大器。当伺服放大器输入信号为0 时,伺服阀的主阀回到中间位置,不再有高压油通向执行机构活塞杆下腔,此时高压调节汽阀便停止移动,停留在一个新的工作位置。
油动机控制块上装有一个卸载阀。当汽机转速超过103%额定转速或发生故障需紧急停机时,危急中断系统动作时,使机组OPC(OLE for Process Control,针对现场控制系统的一个工业标准接口)母管油压泄去,卸载阀快速打开,迅速泄去执行机构活塞杆下腔的压力油,在弹簧力的作用下迅速关闭各高压调节汽门[1]。
2 故障现象及直接损失
2.1 故障现象
2021-11-02#2 汽轮发电机组为配合电仪装置#2 主变清扫预试停机8 h,根据技术监督导则要求完成了相关静态试验,自2021-11-02 启动并网发电2021-12-09,机组在EH 母管油压无波动和主汽门、调门阀门指令不变的情况下,多次出现阀门开度异常摆动的现象,如表1 所示。电负荷波动较大,而且中压调门异常关闭导致中低压抽汽管道安全阀起跳,严重影响装置运行。
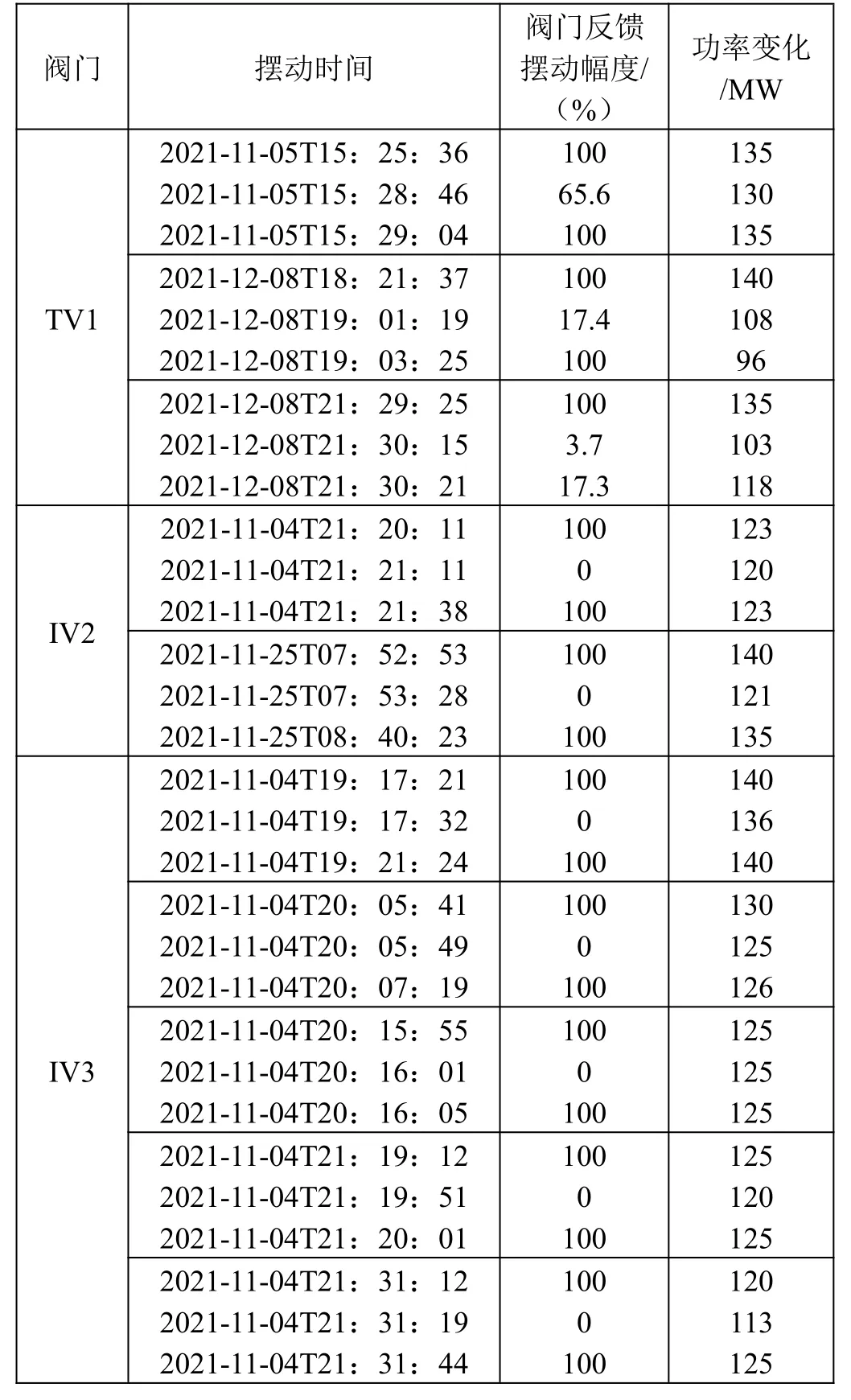
表1 机组主汽门、调门若干次摆动情况汇总
2.2 直接损失
根据“内发改价费字〔2020〕1290 号”文件中2021—2022 蒙西电网输配电价表规定:最大需量电费为28 元/kW·月,中天合创能源有限责任公司正常工况下的下网电量为6 万kW·h 左右,#2 汽轮机主汽门、调门故障期间,最大下网电量达到了10 万kW·h,相当于最大需量电量增加了4 万kW·h,当月带来的直接经济损失约112 万。故障期间为保证#2 汽轮发电机组工况安全稳定可控,机组被迫以低负荷运行,环比十月份同一时段少发电量约60 万kW·h,按照每kW·h 需0.4 元/(kW·h)的电费计算,故障期间产生经济损失约24 万元。
3 主汽门、调门异常摆动原因分析
由油动机动作原理可知,DEH 控制器上输出阀门控制信号与LVDT 位置反馈信号的比较形成位置偏差信号,该信号经伺服卡(伺服放大器)放大后控制电液伺服阀改变油动机活塞下腔室油量,进而控制阀门开度,控制原理如图1 所示。由图1 可知,伺服卡、伺服阀、卸载阀故障均有可能导致主汽门、调门油动机出现异常摆动故障。
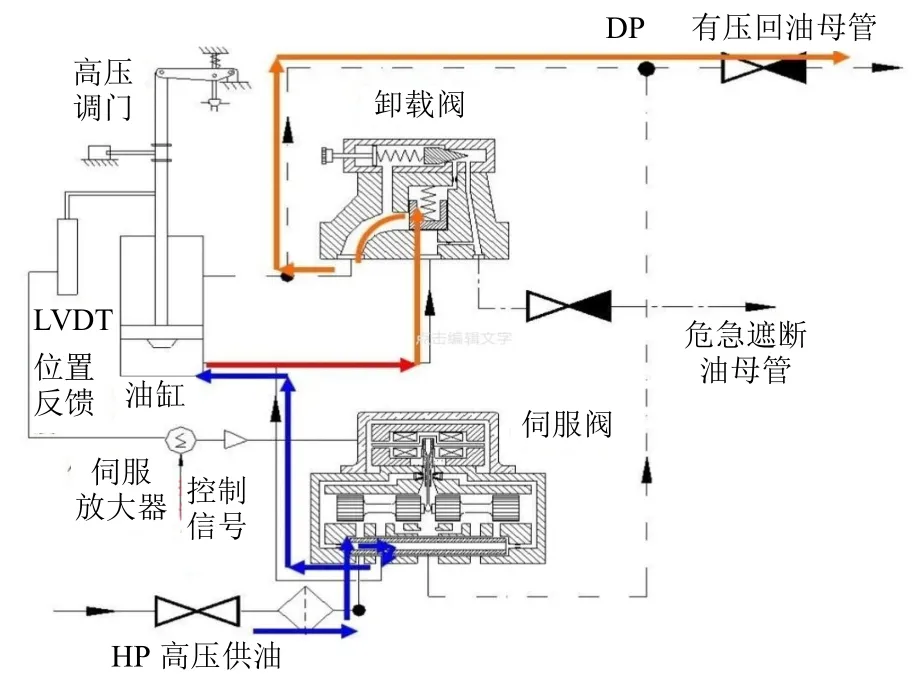
图1 油动机动作原理图[2]
3.1 伺服卡、LVDT 线性位移传感器故障
根据机组调节保安系统说明书可知,当LVDT 线性位移传感器出现故障,输出电压信号突然变大时,机组调门在DEH 有差调节作用下将关闭阀门;当伺服卡接线松动或卡件损坏时,伺服卡将无法输出电压信号,机组调门油动机油压将缓慢卸去,在油动机压簧的作用下,阀门也将下关。
#2 汽轮机主汽门、调门开度异常波动期间,仪表人员对波动调门(IV3)伺服卡输出电压信号和LVDT反馈电压信号进行现场实测,当IV3调门指令为100%、反馈为100%时,伺服卡输出电压值变化呈恒定上波浪型波动曲线,LVDT 反馈电压信号呈恒定下波浪型波动曲线;证明机组DEH 调节系统工作正常,伺服卡和LVDT 线性位移传感器处于正常调节状态。当IV3 调门指令为100%、反馈为0%时,伺服卡输出电压值为最大恒定值,LVDT 反馈电压信号为小电压恒定值;该现象反映了调门故障情况下机组DEH 调节系统工作正常,伺服卡和LVDT 线性位移传感器也处于正常调节状态。
通过上述分析,结合机组调门摆动期间伺服卡和LVDT 线性位移传感器输出电压值变化情况,可初步判断主汽门、调门故障由机组主汽门、调门故障非伺服卡和LVST 线性位移传感器故障引起。
3.2 卸载阀故障
卸载阀动作原理如图2 所示。由图可知,正常情况下杯形阀A 和锥形阀B 均处于关闭状态(锥形阀B可控制杯形阀A 的开度),进入油动机下腔室的压力油无法卸出,油动机下腔压力油油压恒定,油动机开度维持不变。
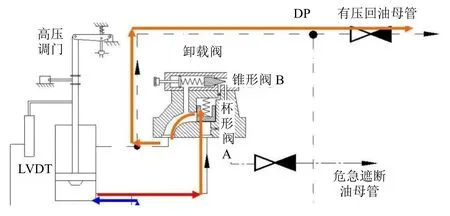
图2 卸载阀动作原理图[2]
当杯形阀A 存在开度时,油动机下腔压力油就会从油压回油母管卸出,进而导致油动机开度处于关闭状态,使阀门开度发生变化。引起杯形阀A 由关变开的因素有:阀A 上压簧弹性减弱、阀B 上压簧弹性减弱、危急遮断油母管压力(AST 油压)不足。
#2 汽轮机主汽门、调门开度摆动期间,AST 就地压力表压力恒定正常,指针无摆动,可排除危急中断油母管压力不足因素;阀A、阀B 上压簧弹性减弱导致阀门开度降低为不可逆过程,从主汽门、调门开度下关后可回位可排除阀A、阀B 上压簧弹性减弱因素;可知机组主汽门、调门故障不是由卸载阀故障引起。
通过对国内外不同国家和地区的城市污水处理厂EDCs去除情况分析可知,由于各种EDCs的不同性质以及痕量性,导致它们在当前传统污水处理厂中的去除往往不完全,而且变化很大,从12.5%到100%不等.因此,优化废水处理,构筑EDCs排放的绝对障碍,仍旧是今后一项高度优先的任务.尽管二级生物处理无法完全有效地去除EDCs,但它的功效可以通过延长SRT和HRT、提升温度和调控氧化还原条件等措施得到改善.
3.3 伺服阀故障
3.3.1 伺服阀工作原理
DEH 控制器发出阀位开启指令后,通过电磁线圈作用,将挡板转动,挡板移近左边喷嘴时,该喷嘴的泄油面积减小,流量减小,与左侧喷嘴相通的滑阀左侧油压升高;与此同时右边喷嘴与挡板的距离增大,流量增加;与右侧喷嘴相通的滑阀右侧油压降低;当滑阀左右两侧的油压不相等时,差压导致滑阀向右边移动,使滑阀凸肩所控制的油口开大,压力油进入油动机活塞下部;增加油动机进油量,使油动机活塞上升,开启主汽门、调门[1]。伺服阀动作原理如图3 所示。
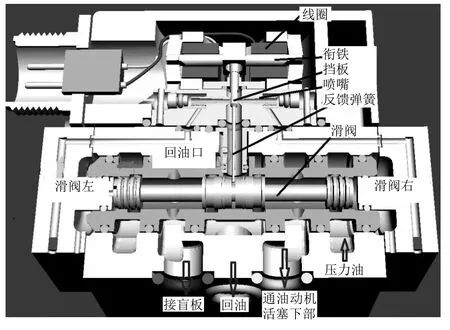
图3 伺服阀动作原理图[2]
3.3.2 伺服阀故障分析
#2 汽轮机主汽门、调门开度摆动故障发生后,为TV1、IV2、IV3 控制机构更换新伺服阀,机组在后续运行过程中不再出现主汽门、调门异常摆动故障。经拆卸检查伺服阀发现,高压油进油滤网、伺服阀入口滤网、伺服阀滑阀中部积累了大量油泥、凝胶等脏物,如图4 所示。

图4 伺服阀部分部件内部图
当伺服阀喷嘴回油口处积聚大量脏物时,与伺服阀喷嘴相通的滑阀左右侧油压差减小,使得油动机油缸下腔进油量减少,油动机开度减小;当伺服阀喷嘴回油口憋压后,积聚脏物被冲开,与喷嘴相通,滑阀左右侧油压差形成,油动机油缸下腔进油量增大,油动机开度增大。故可判定伺服阀故障是导致机组#2 汽轮机主汽门、调门开度摆动故障的主要因素[3]。
4 主汽门、调门故障处置
4.1 工艺应急处置
针对#2 汽轮发电机组出现主汽门、调门开度异常摆动的情况,为确保#2 汽轮发电机组安全稳定运行,避免中低压抽汽管道安全阀频繁起跳,当发生类似情况时,运行班组应按照以下步骤进行应急处置:①#2汽轮发电机组正常运行时,发电功率暂定不超过135 MW,并保持一定的中低压抽汽量;②如IV3、IV1、IV2 调阀异常关闭,#2 汽轮发电机组应及时下调机组功率或增加中低压抽汽量,确保机组中低压蒸汽抽汽口的压力小于等于2.2 MPa;③如GV1 或GV2、GV3、GV4 调阀异常关闭,关注其余高调阀是否正常开启,如功率无法保持,则降低机组发电功率;④如TV1 或TV2 主汽门异常关闭,关注剩余主汽门是否正常开启(单个主汽门时,机组最大功率为100 MW),并将电负荷尽快降低至100 MW,主汽门恢复正常开度后,可恢复机组至正常负荷;⑤增设主汽门、调门单阀未全开的声光报警,当阀门开度异常摆动时提前警醒班组。
4.2 伺服阀在线清洗
4.3 重视EH 油油质管理
伺服阀滑阀中部积累的大量“凝胶”是#2 汽轮机主汽门、调门异常摆动故障发生的根本原因,机组EH油系统形成凝胶的原因是EH 油电阻率和酸值均不满足运行油标准,故障发生后联系西安热工研究院有限公司对#2 汽轮机EH 油系统进行油质分析及再生处理等试验,结果表明#2 汽轮机EH 油酸值、电阻率超标,已严重劣化变质,伺服阀滑阀中部的凝胶为油质劣化形成。#2 汽轮机EH 油再生处理前后数据对比如表2所示。

表2 #2 汽轮机EH 油再生处理前后数据对比
#2 汽轮机主汽门、调门异常摆动故障发生后,采用西安热工研究院有限公司的“西热超机”滤油机滤油45 d,EH 油油质得到了明显改善,如图5 所示。
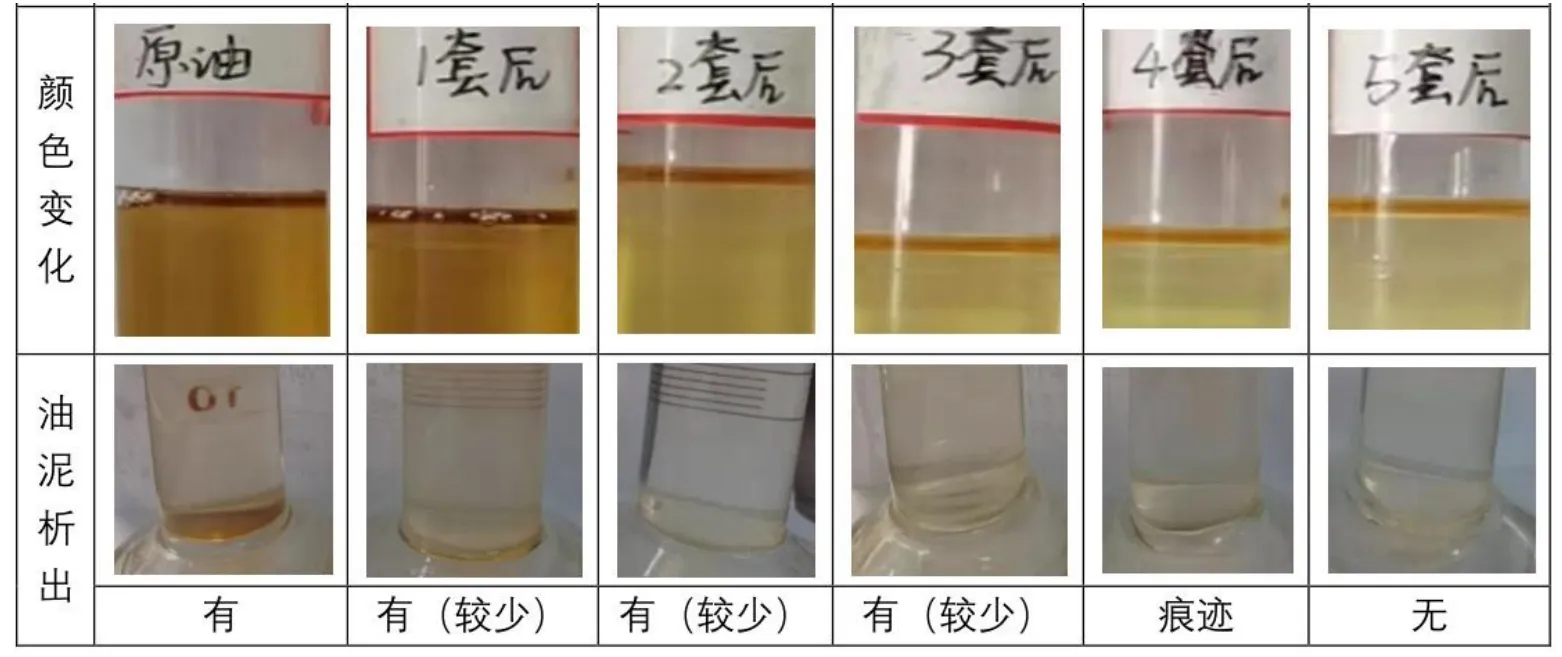
图5 #2 汽轮机EH 油油质变化图
#2 汽轮机主汽门、调门再未发生异常摆动情况,可见高度重视机组EH 油的品质、加强EH 油的监督管理、发现问题及时采取措施进行处理,对机组安稳运行有着极其重要的意义。
4.4 重视伺服阀预检工作
二十五项反措第8.1.17 条规定电液伺服阀(包括各类型电液转换器)的性能必须符合要求,否则不得投入运行。运行中要严密监视其运行状态,不卡涩、不泄漏和系统稳定。大修中要进行清洗、检测等维护工作。发现问题及时处理或更换。备用伺服阀应按照制造厂的要求妥善保管。需在大修伺服阀期间进行清洗、检测工作,发现问题及时处理。但2020 年大修#2汽轮机过程中未按照要求对伺服阀进行清洗检测,也是本次#2 汽轮机主汽门、调门异常摆动故障发生的原因。
5 结束语
受限于外电网供电能力不足,#2 汽轮发电机组在日常运行过程中要求尽量以高负荷运行,一旦机组因故停机,分公司将被迫减负荷运行,造成的损失难以估量,而汽轮机调节保安油系统是机组正常运行的关键所在,同时也是一个极为精密的系统,运行条件苛刻;厂家配套调节保安油说明书中已经明确其维护导则,严格按照维护导则对机组调节保安系统进行定期维护是确保机组长期安稳运行的根本所在。