浅析汽车注塑件通用结构设计要点
2023-09-14姚丽颖
姚丽颖
(天津新光凯乐汽车零部件有限公司,天津 武清 301700)
随着汽车的轻量化,在汽车线路保护方面,汽车零部件许多选用塑料制品。注塑工艺有着更强的可塑性,可以应对各种不同的使用需求。根据不同的装配环境和性能要求,工程师会设计出合适的零件结构。在相同平台下,为了实现零件的标准化、统一化,节约设计时间,在相似的装配环境下会使用相同的组装、卡接、固定等的结构,我们一般称之为通用结构。受众越广的汽车主机厂平台通用结构覆盖的零件也越多,几乎所有的零件都会存在一种或几种通用结构。而通用结构往往是装配功能的关键部位,发生不良几乎都需要报废处理。一旦通用结构出现问题,那么问题的追溯和调查就会横向展开,其他零件也会存在风险,后果十分严重。因此,保证注塑零件通用结构的质量将是汽车零件注塑的基础工作之一。在产品开发前期识别出并规避掉这些问题,就可以为日后生产降低许多风险。
1 流道与冷料井
作为几乎每个注塑模具上都存在的结构,流道与冷料井的合理选用和设计在一定程度上,从根源上解决了产品的质量缺陷。
1.1 流道
热流道是通过加热的方式来保持流道浇口内的原料处于熔融状态,相比于冷流道更节约原材料,缩短成型周期,提高注塑机生产效率,有效节约成本。但随着市场越来越多样的需求,原材料的成分也会随之发生改变。
(1)有阻燃要求的原材料中部分会添加阻燃剂,一般以溴元素为主。此种原料通常会有腐蚀性,随着生产久而久之会腐蚀模仁和热流道嘴芯,热流道嘴芯被腐蚀后有可能会造成浇口残留或者浇口空洞。因此对于使用阻燃料的模具,选用热流道时嘴芯应要求使用钨钢或者钼合金材料。
(2)彩色原料一般需要混合色母使用。有些色母对温度比较敏感,受热容易变黑,导致产品表面发黑,因此在模具设计之前要了解原材料及色母的物性。原材料热敏感的模具最好选择三板模。
1.2 冷料井
在生产中,注塑机开关模取件的这段时间,流道会持续出料,这部分会形成冷料。冷料井的存在就是为了储存这期间产生的冷料,防止冷料流到型腔内影响产品质量。冷料井通常会设置在主流道末端,一般冷料井的深度会大于主流道的直径,按照目前生产的产品,一般深度设计在15 mm以上,见图1。分流道如果过长,末端也应该开设冷料井。

图1 冷料示意图
2 卡鼻卡窗
卡鼻卡窗在线路保护中是最常见的扣合结构之一,也称之为锁部结构。利用塑料的弹性形变,完成不可逆的装配结构。由于塑料材料本身的塑性较强,即使在工艺环境完全相同的条件下,其尺寸也很容易发生微小的变动,所以卡鼻卡窗的扣合间隙不能为零,见图2,在零件设计时应该注意这一点,避免生产出的产品不能扣合。另外由于卡窗处的胶位比较薄弱,所以卡窗结构上尽量不要排布顶针。

图2 扣合间隙示意图
卡窗是一个中空结构,与零件主体链接处的面积较小,故最终成型位置在外侧。模腔内的空气会随之被驱赶到此处,极有可能造成排气不良而缺胶,见图3。因此,在模具设计时,一般会在卡窗位置设置排气镶件,见图4。
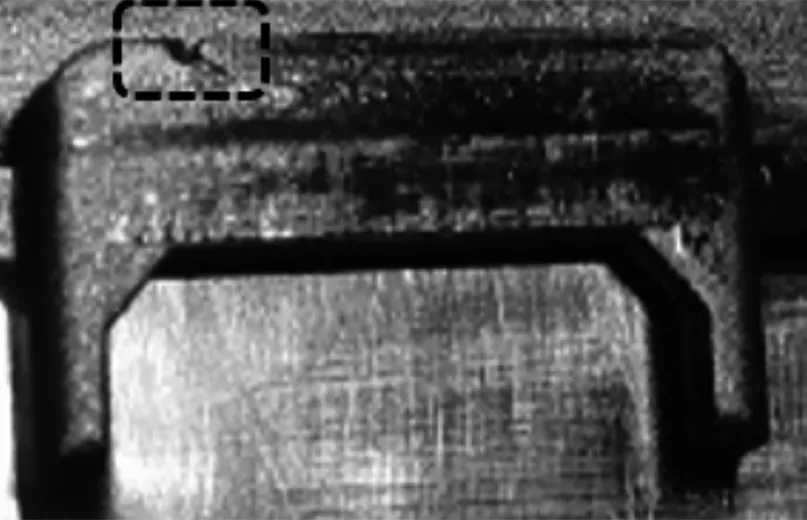
图3 排气不良示意图

图4 排气镶件示意图
3 卡舌
日系零件中,塑料件与钣金纵向较深的装配位置多数采用卡舌结构,其原理与卡鼻卡窗相同。但是其特殊的装配环境导致卡舌部位没有任何支撑,其截面呈现“U”型,这类结构也叫做“U型槽”。U型槽的存在导致卡舌受镶件的热变形影响较大,脱模冷却后会发生后仰,见图5。由于这类结构钣金一般是纵向受力,所以当卡舌后仰到一定程度时,匹配的钣金会因为重力脱落,见图6。一般注塑模具会设置水路对零件进行模内冷却。然而卡舌处的镶件都比较薄,所以无法在这里设置水路。因此只能在模具加工时,根据U型槽的深度,利用模流分析变形量在此处设置预变形,使卡舌冷却后仰后能处于竖直状态。同样由于卡舌的纵深结构,使得卡舌的末端成为最终填充位置。该位置一般在零件装配的中心部位,所以需要单独增设排气镶件,见图7,避免困气造成缺胶。

图5 卡舌后仰变形示意图

图6 钣金脱落示意图

图7 排气镶件示意图
4 接插件卡槽
汽车内的电子电路需要用到接插件,多个接插件组装在同一个接插件支架上,这些卡接位置的装配要求相比普通线束保护区域会更加严格。普通线槽一般不会与其他刚性零件装配在一起,装配后多数会用绝缘胶带缠绕固定,震动时不会触碰到其他零件。而接插件支架上面装配的接插件数量比较多,接插件多数为硬质塑料,如果装配后稍有一点间隙,则在震动中会产生异响。接插件这类零件普遍比较脆并且体积小,为了避免安装时损坏,也为了方便操作工人装配,这类结构的位置安装力不能过大。
4.1 异响问题对策
异响是由于震动时支架内的接插件晃动撞击到侧壁而产生。由于存在安装力不能太大的要求,不能把卡接位置做得过紧,所以只能考虑从外部来规范接插件,使其不能产生晃动。接插件支架内部的矩形结构都是接插件装配槽。在装配槽的侧壁增加截面为三角形的筋位,见图8。装配时,三角筋薄弱的尖端不需要太大的力即可被挤压变形,从而以更大的接触面积夹紧中间的接插件,使其在车身震动时不会发生晃动。通过调整三角筋的高度,也可以调节接插件装配的松紧程度,以免让安装力过大。

图8 三角筋示意图
4.2 安装力问题对策
内部安装的接插件可以通过三角筋来调整安装力过大的问题,但是有些安装在支架外侧的接插件是只有一面卡接在支架上的,那么安装力的问题只能从装配部位解决,见图9。通过对安装力过大的不良品进行分析,发现装配位置的镶件分型线与装配位置是重合的,见图10,而镶件分型线造成的段差会影响到接插件的装配,导致安装力过大。所以在模具设计时应该注意分析接插件的装配区域,避免镶件分型线与产品的装配区域重合,将分型线设计在装配区域之外,见图11虚线所示。

图9 装配示意图

图10 不良品示意图

图11 分型线示意
5 定位头
在汽车线束排布时,经常会需要单点或多点固定以节约空间。由于线束质量较轻,可以利用定位头结构配合定位孔来替代螺栓固定,既能减重又方便操作。定位头与孔的装配同样是不可逆的,所以重点关注的还是安装力和保持力。安装力过大会影响安装效率,甚至可能无法安装,此时可以对定位头爪部壁厚做减胶处理。
定位头的关键之处在于R角,定位头在装配时爪部会向内产生形变,如果爪部没有R角则极易折损并脆断,从而失去固定效果。因此定位头爪部一般会做R角,见图12,增加爪部韧性的同时还可以起到增大保持力的作用,避免保持力过小发生脱落。而与装配孔接触的位置和装配孔的表面都不允许有R角,见图13,因为此处是固定受力点,R角的存在可能导致定位头脱落。

图12 爪部R角示意图

图13 无R角示意图
6 螺栓装配孔
车身钣金上有许多螺栓用作定位,许多导线槽上有螺栓装配孔结构。一般螺栓头部会埋在钣金内部,注塑件卡在螺纹上,形成了一个相对较薄弱的尖角结构。螺栓装配孔的尖角处在注塑的最末端,很容易发生困气,见图14。而由于四周都有胶位,没法设置排气,故只能在中心模仁穿孔将气体排出,见图15。

图14 困气不良示意图

图15 排气孔示意图
7 结论
(1)在模具设计初,要根据材料、零件结构选择合适的流道和进胶位置,预留足够的冷料井避免冷料产生。
(2)注塑件锁部配合间隙一般不为零,需要预留0.3 mm~0.5 mm。不易填充或熔接线位置需要单独开设排气镶件。
(3)深度较大不可避免产生收缩变形的位置应当在模具上做预变性。
(4)利用筋位结构适当调节尺寸,杜绝震动异响。合理设置分型线位置避免影响装配。
(5)薄弱的受力位置需要导R角增加强度。卡接面不能导R角,避免脱落。
由此可见,在初期产品及模具设计时,应识别出产品的关键结构和功能部位,结合其装配环境尽可能地优化设计,可以杜绝许多严重问题的发生。也避免了量产后修模造成不必要的麻烦。实际生产中发生了问题许多人都会从工艺上进行调整。极端的工艺长期生产会损伤模具,使得模具寿命大打折扣。其实很多问题都可以通过模具来解决,比如增加R角、增加排气、调整筋位等等,细小之处往往也能成为解决问题的关键。
